

Сборка совмещением сборочных баз элементов конструкций и приспособлений (сборка в приспособлениях)
Сборочные приспособления обеспечивают требуемое взаимное положение собираемых деталей, определенное положение обрабатывающего инструмента относительно детали, придание формы недостаточно жестким деталям и узлам в процессе сборки. При этом создаются следующие преимущества по сравнению со сборкой по разметке:
исключается разметка и пригонка деталей;
ускоряется и облегчается процесс сборки;
достигается взаимозаменяемость собираемых узлов, панелей и агрегатов;
возможна механизация процесса сборки.
Этим и объясняется широкое применение сборочных приспособлений на серийных заводах при производстве самолетов и вертолетов.
Сборка в приспособлениях представлена двумя классификационными группами:
сборка с базированием по отверстиям;
сборка с базированием по поверхности.
Сборка по базовым отверстиям (БО) – процесс, при котором взаимное положение устанавливаемых элементов конструкций определяется совмещением отверстий в деталях и элементах сборочного приспособления.
Базовые отверстия располагаются на базовых осях подсборок или на расстояниях, кратных 25…50 мм. Система БО позволяет применять единые базы при обработке деталей и сборке узлов и агрегатов. Кроме того, эта система может быть использована в качестве базы при монтаже бортового оборудования.
Базирование по БО наиболее целесообразно применять при сборке узлов, панелей, отсеков и агрегатов средних и тяжелых самолетов и вертолетов.
Сборка по БО универсальна и хорошо сочетается с другими методами сборки. Так, при сборке панелей и секций фюзеляжа применяется комбинированная схема базирования, при которой:
верхние панели собираются с установкой обводов шпангоутов по БО, указанная база сохраняется и в стапеле сборки отсека;
боковые панели собираются с установкой обводов шпангоутов по БО, в качестве установочной базы на сборке отсека используются обводы и БО.
При сборке силовых и базовых узлов рациональной является следующая схема базирования:
формирование внешнего обвода узла с базированием обводообразующих элементов по поверхности приспособления;
образование новых баз по кондукторам приспособления;
установка узла по БО на сборке агрегата.
Сборка с базированием по поверхности осуществляется одним из трех способов.
Сборка с базированием по поверхности каркаса (Рис.8.) – процесс, при котором базой для устанавливаемых обводообразующих элементов являются обводы деталей ранее собранного каркаса.
При таком способе базирования обшивка или панель устанавливается внутренней поверхностью на опорные поверхности собранного каркаса и прижимается к ней на период выполнения соединения. В этом случае погрешности обводообразующих элементов каркаса полностью переносятся на обводы окончательно собранного изделия.
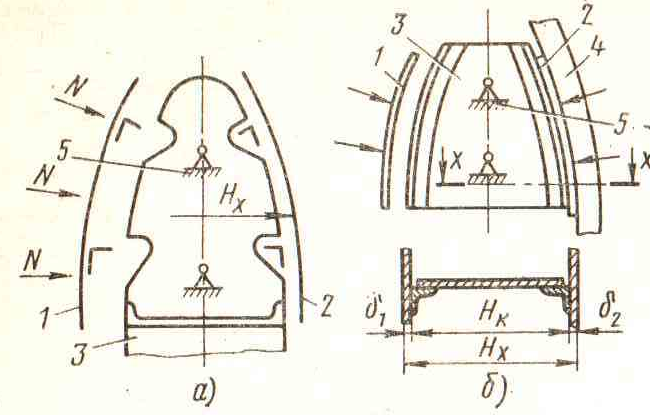
Рис.8. Схема базирования по поверхности каркаса
1 – панель до установки на каркас; 2 – панель установленная на каркас;
3 – каркас; 4 – элементы сборочного приспособления, прижимающие панель к каркасу; 5 – фиксация каркаса в сборочном приспособлении
Размер агрегата или отсека по внешнему обводу согласно схемы размерной цепи определяют по выражению
![]() ,
,
а отклонение по обводу
![]() ,
,
а так как
![]() ,
,
то в окончательном виде
![]() ,
,
где Н1 — номинальный размер между обводами рубильника,
Нк — номинальный размер каркаса,
Н`, H`` — зазоры (неплотности прилегания) между обводами каркаса и рубильника.
Поэтому необходимо добиваться наибольшей точности обводов при сборке каркаса, так как при установке обшивки или панели невозможно исправить образовавшиеся погрешности из-за того, что жесткость каркаса больше жесткости обшивки.
Базирование по поверхности каркаса применяется при сборке агрегатов летательных аппаратов легкого и среднего классов, отсеков непанелированной конструкции, состоящих из монолитных и сборных нервюр и шпангоутов.
Сборка с базированием по наружной поверхности обшивки (Рис.9)– процесс, при котором базой для устанавливаемых обводообразующих элементов являются опорные поверхности приспособлений, выполненные по наружной поверхности обшивки.
Этим способом собирается большинство отсеков с помощью стапелей с откидными рубильниками.
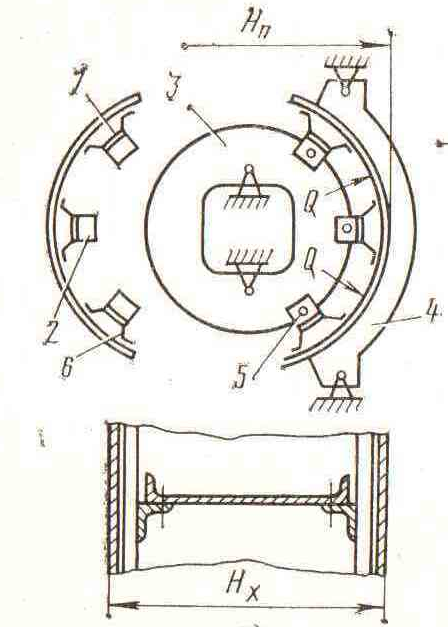
Рис.9. Схема базирования по наружной поверхности обшивки
1 – обшивка; 2 – компенсатор; 3 – каркас; 4 – рубильники приспособления;
6 – стрингер
Размер Hx по внешнему обводу в рассматриваемом сечении равен размеру приспособления Нп минус отклонения от неплотности прилегания при сборке, т.е.
![]()
а его отклонения
![]() ,
,
где TH` , TH`` — отклонения от неплотности прилегания обвода собираемого изделия к обводам приспособления.
Метод обеспечивает высокую точность воспроизведения обводов и удовлетворяет требованиям аэродинамики, так как неточности изготовления деталей уходят внутрь.
Необходимыми и достаточными условиями сборки с базой внешняя поверхность обшивки являются требования членения агрегатов ЛА на сборные единицы и наличие компенсаторов в
конструкции, закладываемых при проектировании изделия, так как технолог в процессе производства ввести их не может.
Метод применяется для изготовления ЛА, к которым предъявляются высокие требования аэродинамики
Сборка с базированием по внутренней поверхности обшивки (Рис.10.) – процесс, при котором базируемая обшивка или панель устанавливается внутренней поверхностью на базовые поверхности сборочного приспособления или на поверхности специальных макетных элементов: нервюр, шпангоутов и др.
Сущность этого метода сборки заключается в образовании технологического каркаса с помощью силовых элементов агрегата и макетных элементов.
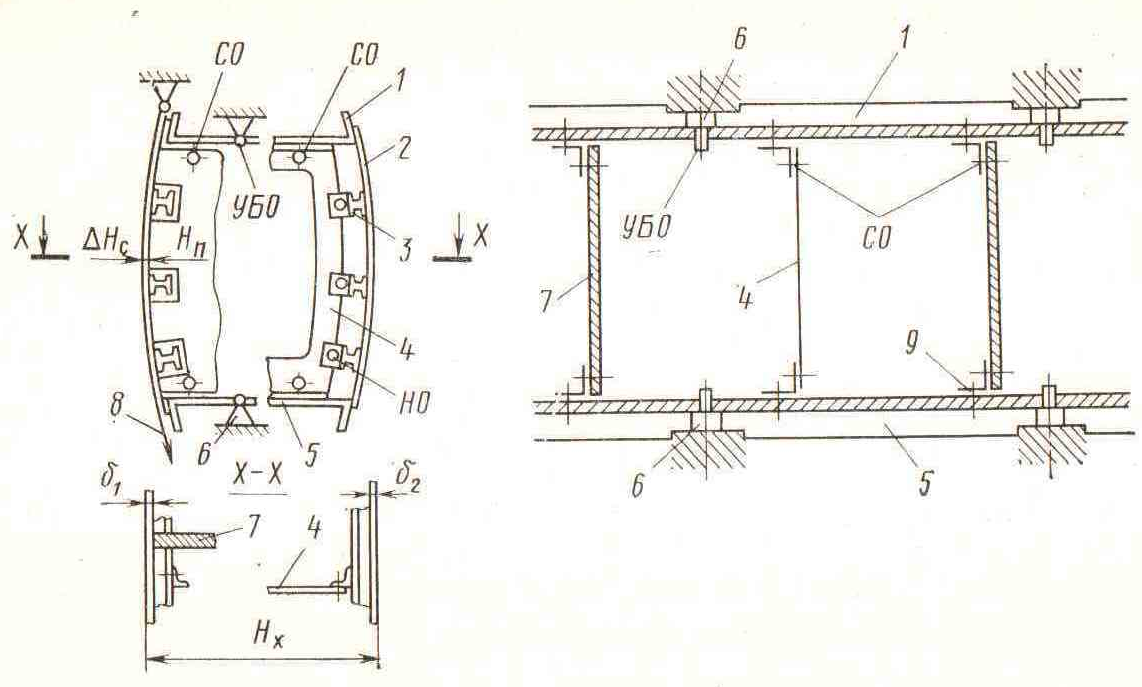
Рис.10. Схема базирования по внутренней поверхности обшивки
1 и 5 – лонжероны; 2 – панель; 3 – компенсатор; 4 – самолетные
нервюры; 6 – фиксаторы кронштейнов; 7 – макетные нервюры;
8 – прижимная лента
Так, при сборке агрегатов крыла и оперения, состоящих из лонжеронов балочного типа, панелей с продольными элементами каркаса, стыковых нервюр с обводом по внутреннему контуру обшивки и промежуточных нервюр, соединяемых с панелями компенсаторами, рациональной является следующая схема сборки:
лонжероны устанавливаются по базовым отверстиям;
стыковые и макетные нервюры с обводами по внутреннему контуру обшивки устанавливаются по сборочным отверстиям в стойках лонжеронов;
панели устанавливаются по внутреннему контуру на обводы лонжеронов, макетных и стыковых нервюр, а затем соединяются с промежуточными нервюрами компенсаторами;
макетные нервюры заменяются основными и через компенсаторы соединяются с панелями.
Достижение высокой точности при этом методе сборки обеспечиваются при выполнении следующих условий:
основные силовые узлы собираются с базой по внутренней поверхности обшивки;
БО и СО располагаются в плоскостях основных силовых узлов и сверлятся по кондукторам сборочных приспособлений;
макетные элементы должны обеспечивать заданную точность обводов собираемого агрегата;
число базовых и макетных элементов должно обеспечивать необходимое положение панелей, предотвращая их прогиб под действием собственной массы и технологических нагрузок.
Размер Н по внешнему обводу в соответствии со схемой размерной цепи
![]()
а отклонения
![]()
где Нпшвк — размер по обводу рубильника, соответствующий
внутреннему обводу обшивки.
Метод менее точен, чем при сборке по внешней поверхности обшивки. Впервые применен при сборке Ил-62. Преимущества его в лучших, более свободных подходах, удобстве производства, меньшей площади сборочного приспособления.
При сборке одного и того же узла, панели, отсека, агрегата для установки деталей каркаса и обшивки в сборочное положение применяют различные сборочные базы. Так, например, при сборке кессона крыла лонжероны могут устанавливаться по УБО, макетные и самолетные нервюры – по СО, а панели – по внутренней поверхности обшивки. Во всех случаях применения при сборке одного изделия нескольких сборочных баз основным методом базирования является тот, при котором формируется внешний обвод агрегата.
В соответствии с требованиями по точности внешних обводов самолета или вертолета определяют метод, удовлетворяющий этим требованиям. При удовлетворении требований по точности несколькими методами базирования выбирают тот, который имеет наилучшие технико-экономические показатели в сфере подготовки производства и сфере основного производства.
Данные по точности и экономическим показателям для различных методов базирования характеризуются таблицей.
Метод
базирования |
Точность обвода мм |
Трудоемкость изготовления оснастки, % |
Себестоимость изготовления оснастки, % |
Себестоимость сборки, % |
Цикл сборки, % |
|
По наружной поверхности обшивки |
0,4 |
100 |
100 |
100 |
100 |
|
По поверх- ности каркаса |
0,5 |
95 |
90 |
115 |
120 |
|
По внутрен- ней поверх- ности обшив- ки |
0,8 |
55 |
40 |
65 |
90 |
|
По базовым отверстиям |
1,0 |
70 |
60 |
60 |
85 |
|
|
|
|
||||
По сбороч- ным отверс- тиям |
1,2 |
45 |
40 |
70 |
80 |
|
|
|
|||||
Приведенные в таблице данные следует рассматривать как качественную оценку рассматриваемых методов базирования. Более точные количественные технико-экономические показатели по каждому методу базирования можно получить только для конкретного изделия при строго зафиксированном технологическом процессе.