

Методы сборки совмещением сборочных баз элементов
Сборка по базовой детали (по базовым поверхностям детали) (Рис.5.) – процесс, при котором одну из деталей принимают за базовую и к ней в определенной последовательности присоединяют другие детали, входящие в собираемый узел. Этот метод применяется при сборке изделий из жестких деталей, сохраняющих под действием собственного веса свои форму и размеры. При этом входящие в изделие сборочные единицы выделяют в отдельные сборочные группы, каждую из которых собирают по базовой детали, входящей в данную группу.
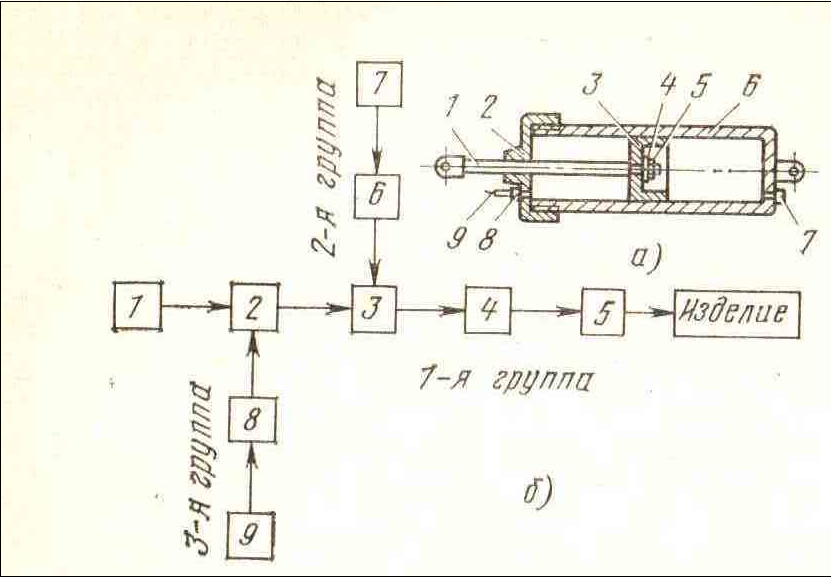
Рис.5. Силовой цилиндр и схема его сборки по базовой детали
а) эскиз цилиндра; б) схема сборки: 1 - шток; 2 – крышка; 3 – поршень;
4 – шайба; 5 – гайка; 6 – цилиндр; 7 и 8 – штуцеры; 9 -шланг
При высоком качестве изготовления деталей ( соблюдение величин зазоров и натягов) узел собирается быстро, так как не требуется подгонка и доработка деталей.
По базовой детали, как правило, изделия собирают на верстаках, иногда применяют и приспособления, которые удерживают собираемое изделие и поворачивают его в удобное положение. Основное преимущество сборки по базовой детали – незначительные затраты на оснащение.
Сборка по сборочным отверстиям (СО) (Рис.6.) – процесс, при котором сборка осуществляется путем совмещения взаимосогласованных отверстий, выполненных при изготовлении сопрягаемых деталей. В эти отверстия на период сборки вставляются фиксаторы, технологические болты или технологические заклепки с последующим окончательным соединением деталей.
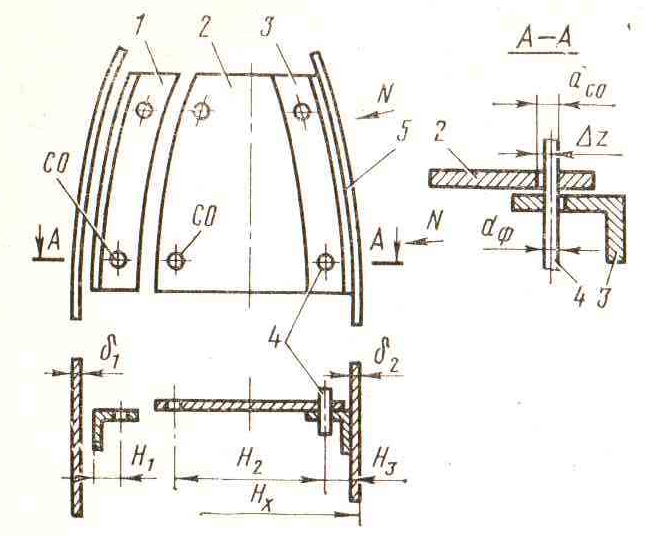
Рис.6. Образование обводов агрегата при сборке с базированием по СО
1 и 3 – профили; 2 – стенка; 4 – фиксаторы; 5 - обшивка
Сборочные отверстия располагаются в местах установки заклепок или болтов. Места расположения СО наносят на чертеж или указывают в специальных схемах. Для установки детали в сборочное положение должно быть не менее двух СО.
В соответствии с технологическим процессом сборки-клепки на схематических чертежах, помимо СО, наносят места расположения направляющих отверстий (НО) и установочно-базовых отверстий (УБО). В соответствии со схемой расположения СО, НО, УБО на эскизах узлов, панелей им отсеков составляют схемы расположения СО, НО, УБО на деталях. При сборке с образованием обвода агрегата размер внешнего обвода
![]()
а отклонение
![]()
где δ1 , δ2 — номинальная толщина обшивки,
Н1 , Н2 , Н3 — размеры, определяющие положения сборочных отверстий в деталях,
Сi— погрешности размера за счет деформации и пружинения, а также изменения температуры.
При базировании по сборочным отверстиям точность по внешнему обводу (THx) зависит от точности изготовления деталей (Tδ1 , Tδ1) и точности образования в них сборочных отверстий.
Базирование по СО возможно, когда допуски на обводы или взаимное положение деталей, больше погрешностей процесса сборки. Метод сборки по сборочным отверстиям не требует сборочных приспособлений и применяется для сборки элементов внутреннего набора и изделий с невысокими требованиями отклонения аэродинамических обводов (нескоростных самолетов, вертолетов).
Сборка по разметке (Рис.7.) – процесс, при котором взаимное положение деталей, входящих в узел, определяют непосредственно измерением расстояний между ними и по рискам, нанесенным на детали при разметке.
Сборка по разметке производится при помощи универсальных слесарных инструментов и приспособлений (струбцин, чертилки, керна, метра, циркуля, ручных и настольных тисков и т.п.). Детали, поступившие на сборку, размечают вручную или фотоконтактным методом (по специальным шаблонам из винипроза). Процесс сборки по разметке включает много переходов, связанных с разметкой центров отверстий в каждой детали, кернением положения центров, измерением расстояния между деталями, установкой и снятием струбцин и т.д. Установка деталей в сборочное положение по разметке – операция трудоемкая и длительная. Взаимозаменяемость при сборке с разметкой практически невозможна.
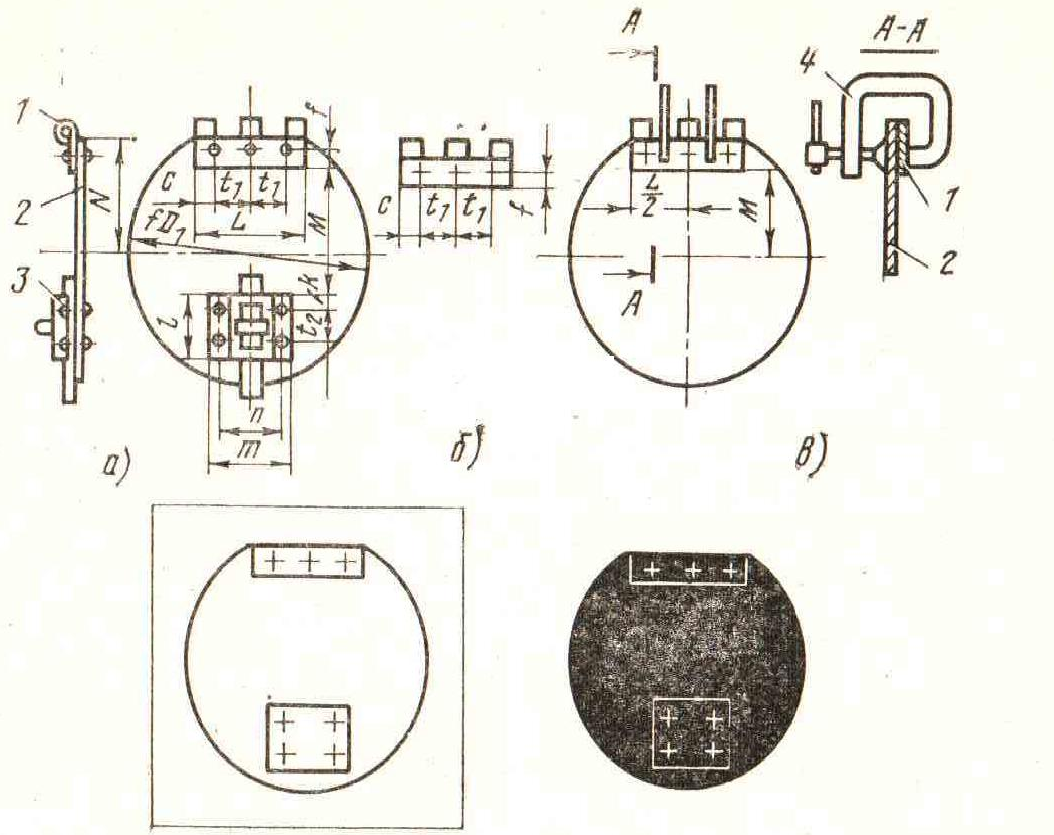
Рис. 7. Лючок и сборка его по разметке
1 – петля; 2 – диск; 3 – замок; 4 - струбцина
Метод сборки по разметке характеризуется, по сравнению со сборкой по сборочным отверстиям, более высокой производительностью, низкой точностью и взаимозаменяемостью подсборок. При применении этого метода нет необходимости изготовлять комплект шаблонов для увязки сборочных отверстий в деталях.
Небольшие затраты на оснастку и сравнительно малый цикл подготовки производства позволяют применять указанный метод в опытном и мелкосерийном производствах для сборки плоских узлов и цилиндрических панелей.