

2.2 Разработка технологических схем производства работ
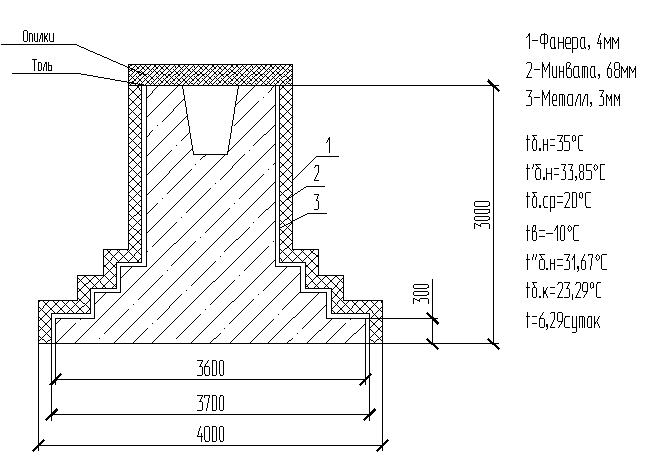
Бетон доставляется на площадку самосвалом. Разогрев осуществляется непомредственно перед укладкой в бункере путём пропускания электрического тока промышленной частоты. Затем смесь укладывается в горячем состоянии и в дальнейшем приобретает заданную прочность в процессе медленного остывания в утеплённой опалубке. Схема утеплённой опалубки представлена на рисунке 6. Опалубка состоит из металла 3 мм, минеральной ваты толщиной 68 мм и слоя фанеры толщиной 4 мм.
Бетонная смесь уплотняется в горячем состоянии, что значительно повышает качество бетона и практически исключает остаточное тепловое расширение бетона.
Для предотвращения преждевременного загустевания разогретых смесей количество воды затворения увеличивают на 5 – 10 % по сравнению со смесями , укладываемыми без разогрева.
Дополнительное количество воды определяется экспериментально.
При необходимости сохранения В/Ц повышают расход цемента.
Для замедления темпов загустевания разогретой смеси применяют замедлители схватывания цемента и различные добавки.
Объём бункеров, устанавливаемых на посту электроразогрева, должен соответствовать объёму одновременно доставляемой с завода бетонной смеси, т. е. он зависит от принятого типа автосамосвала.
В построечных условиях пост разогрева находиться вблизи бетонируемой конструкции, в зане действия крана. Электроразогрев бетонной смеси производитьсяв бункерах (бадьях). Если предусматривается пост для электроразогрева бетонной смеси в кузове автосамосвала, то он должен быть расположен не далее чем в 10 минутах езды от бетонируемой конструкции. Разогретая смесь должна быть уложена в опалубку в возможно короткий срок.
Рисунок 9. Принципиальная схема бадьи для электроразогрева смеси

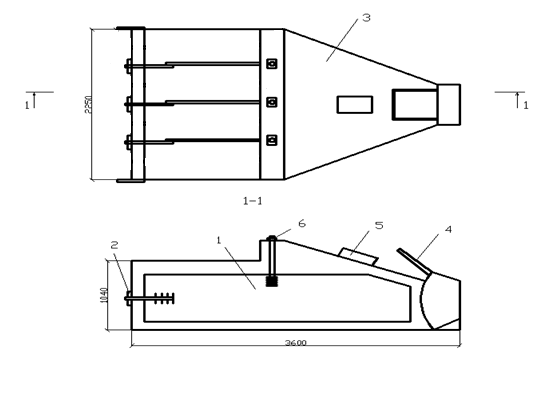
1 – электрод; 2 – контактная шпилька; 3 – бункер; 4 – затвор; 5 – вибратор; 6 – крепление электрода;
Рисунок 10. Схема утеплённой опалубки
2.3 Проектирование состава бетона с противоморозными добавками
Требуется определить состав бетона класса с добавкой поташ. Температура наружного воздуха 19С, скорость ветра 5м/с, расход стали 104 к/м3. Состав бетона в летних условиях в расчете на 1 м3:
 Цемент 380
кг/м3;
Вода 190 кг/м3;
Цемент 380
кг/м3;
Вода 190 кг/м3;
Песок 418 кг/м3; Щебень 1422 кг/м3;
Согласно данным таблицы 5.1 [2, с. 142] при указанных исходных данных и использовании не отогретых заполнителей количество добавки поташ должно составлять 8% от массы цемента или (3800,08) = 30,4 кг при максимальной концентрации.
Согласно таблице 6.7 [2, с. 145] один литр 27% концентрации раствора поташа с плотностью =1,414 г/см3 содержит 0,565кг соли. Для обеспечения в
бетоне требуемого количества добавки необходимо следующее количество концентрированного раствора добавки:
Поташ = 30,4/0,565 = 53,81 л.
В этом объеме раствора содержится воды в количестве:
1,41453,81-30,94 = 45,15 л
С учетом 3,5% влажности песка (4180,035=14,63л) и с учетом 3,5% влажности щебня (14220,035=49,77л) суммарное количество воды в заполнителях и концентрированном растворе добавки будет равно:
В = 45,15 + 14,63 + 49,77 = 109,55 л.
Расход материала на 1 м3 бетона при дозировке составит:
Цемент 380 кг; песок 4181,035 = 432,63 кг; щебень 14221,035 = 1471,8 кг.
Оставшаяся часть воды затворения в количестве 190–109,55=80,45л используется для разбавления концентрированного раствора добавки поташ.
Количество добавки после разбавления концентрированного раствора составит (в рабочей концентрации):
 %.
%.
По таблице 6.7 [2, с. 145] температура замерзания раствора добавки в 190 л воды 15С, что ниже 10С – следовательно можно уменьшить содержание добавки поташ.