

Монтаж и изготовление форм для штанцевания
Для сокращения расходов при производстве упаковки рассчитывают количество используемого материала для выбранных форматов. Идеальным является КИМ равное единице. На практике выбирают формат КИМ которого больше 0,6.
Стандартные размеры картона одностороннего мелования: 62х94 см, 70х100 см, 72х102 см и 72х105 см.
Выбираем два формата для сравнения:
Формат В3 является максимальным, а В2 целесообразным для численно большего размещения разверток.
Таблица 6.
Стандартные размеры печатных листов.
Формат печатного листа |
Размер: ширина и длина, мм |
В2 |
700 × 1000 |
В3 |
720 × 1050 |
Было произведено позиционирование и рассчитано количество используемого материала.
![]() ,
,
где N - количество разверток на листе,
Sp – площадь развертки,
Sл – площадь листа с учетом захватов.
В2:
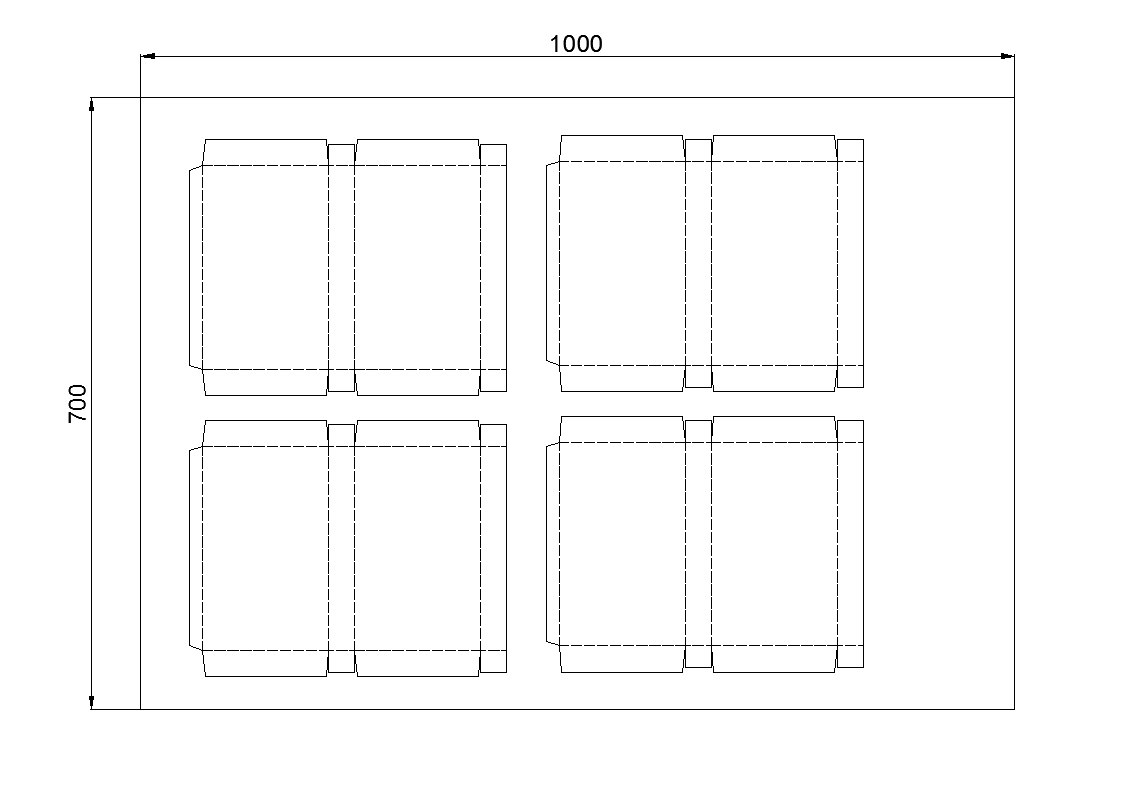
Рисунок 1.Позиционирование разверток на листе В2
КИМ = 103116 × 4 / (690 × 980) = 412464 / 676200 = 0,61
В3:
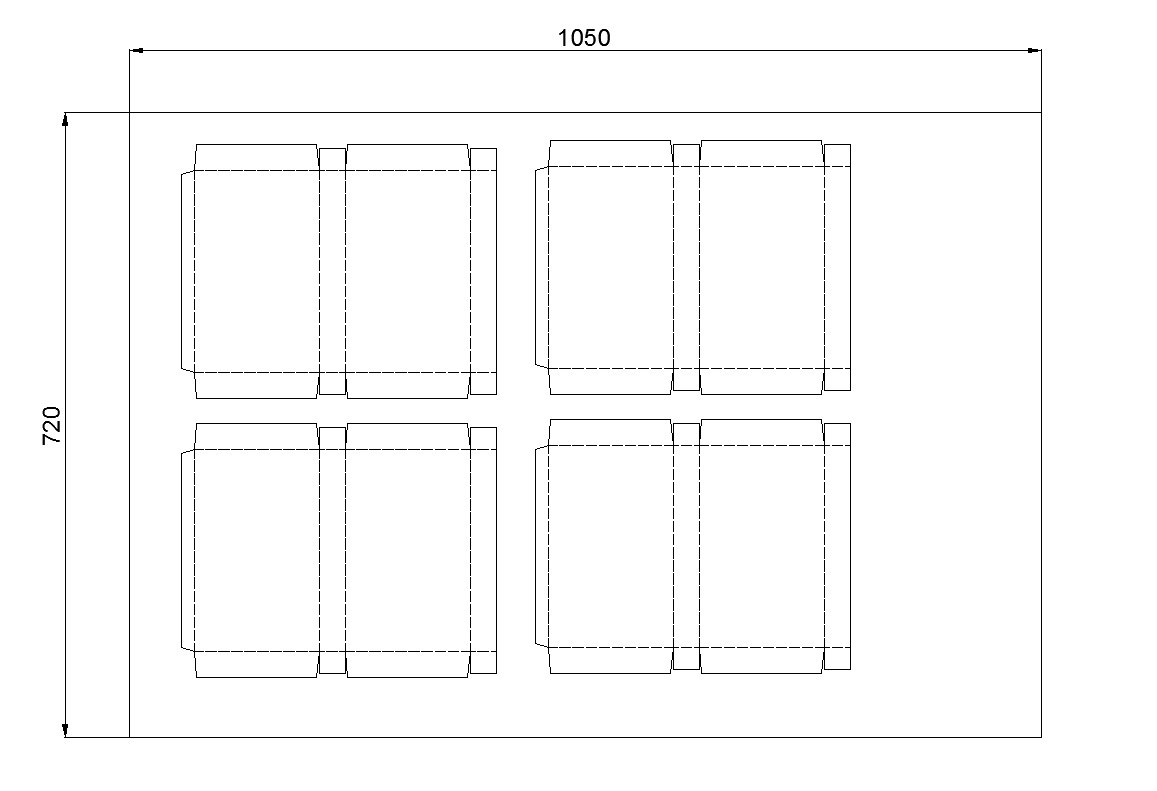
Рисунок 2.Позиционирование разверток на листе В3
КИМ = 103116 × 4 / (710 × 1030) = 412464 / 731300 = 0,56
Выбираем формат В2, как более экономичный вариант.
Расчет объема работ по проектируемому процессу
Расчет количества тиражных печатных форм
На одном монтаже для штанцевания располагается 4 упаковки.
Количество печатных форм для одного монтажа Мш по красочности:
Мш= Пф1 * k, где k – красочность издания;
Мш= 1* 4 = 4;
Количество тиражных печатных форм:
Пф = Мш * N ,
где N = T / Tст – число комплектов печатных форм,
Т – тираж издания (количество упаковок), тыс. экз.,
Тст – тиражестойкость печатных форм, тыс. экз.
N =1000000 : 150000 = 6,67 ≈ 7;
Пф = 4 * 7 = 28
Получаем, что с 28 печатных форм можно получить 250000 печатных оттисков, т.к. 1000000 упаковок / 4 упаковки на одном листе.
Расчёт количества материалов
Расчёт количества материалов на основании объёмов работ и норм расхода материалов, действующих на предприятии, на изготовление печатных форм. Результаты расчёта количества материалов приведены в таблица 7.
Таблица 7.
Итоговые данные расчёта количества материалов
Наименование материала |
Назначение материала |
Норма расхода на 1 учётн. ед. |
Количество учётн. ед. |
Всего материалов |
1 |
2 |
3 |
4 |
5 |
пластина Prima Therma UV |
Получение печатной формы
|
1 пластина |
28 пластин |
28 пластин |
Проявитель |
Изготовление печатных форм |
150 мг |
28 пластин |
4200 мг |
Гумм |
Защитный колоид |
45 мг |
28 пластин |
1260 мг |
Заключение
В курсовом проекте разработан технологический процесс изготовления форм плоской офсетной печати для упаковки торта "Причуда" по схеме «компьютер - печатная форма».
Список литературы
Киппхан Г. Энциклопедия по печатным средствам информации. М.: МГУП, 2003.
Технология формных процессов. Полянский Н.Н., Карташева О.А., Надирова Е.Б. – Моск. гос.ун-т печати – М.: МГУП, 2007.
Технология изготовления печатных форм. Учебник / Под ред. В.И. Шеберстова. М.: Книга, 1990.
Журнал «КомпьюАрт». М.: 2011–2013.
Бойко А.Г. Национальная кафедра упаковщиков / Бойко А.Г. – Доклад – 2009.
Полянский Н.Н. Основы полиграфического производства. Учебник. М.: Книга, 1991.