

8. Расчет зажимных элементов приспособления
По найденному значению силы резания Р2 необходимо рассчитать минимальную, но достаточную силу зажима для надежного закрепления заготовки в приспособлении, конструктивные элементы зажимного элемента приспособления и диаметр гидропривода, обеспечивающего закрепление заготовки.
8.1. Находим необходимую силу зажима Q.

Учитывая, что обработка ведется набором фрез одновременно по четырем поверхностям, силу Рz умножаем на 4.
4K Pz = 2 f Q
К = 2 - коэффициент надежности закрепления заготовки.
f = 0,15 - коэффициент трения.
Отсюда
![]()
Для закрепления заготовки при обработке устанавливаются 2 прихвата.
Определяем усилие, создаваемое одним зажимным элементом Q1.
![]()
8.4 Конструктивная схема зажимного элемента.

8.5 Расчет необходимого усилия на штоке гидроцилиндра.
Расчетная схема:
|
l1 = 50 мм
l2 = 40 мм |
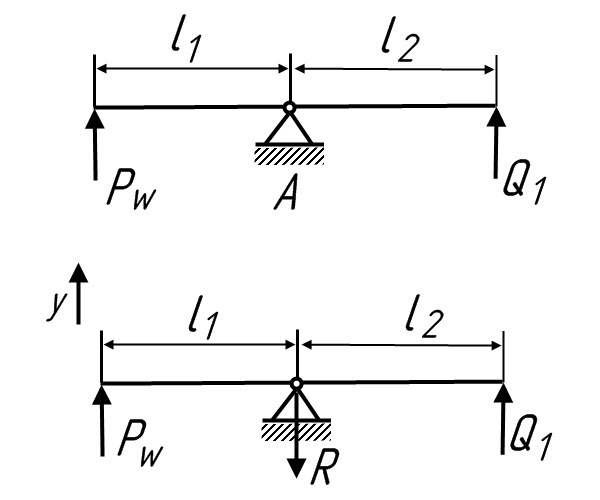
Составляем уравнение моментов сил относительно неподвижной точки А.
![]() ,
отсюда
,
отсюда
![]()
8.6 Определяем реакцию в опоре (точка А) и необходимый диаметр шпильки, установ-ленной в точке А.
Расчетная схема:
Составляем уравнение сил, действующих по оси у:
Fi = Pw + Q1 - R = 0
отсюда
R = Pw + Q1 = 5675 + 7093 = 12768 Н
Принимаем для изготовления шпильки сталь с [в] = 200МПа.
Необходимый диаметр шпильки:
![]()
Принимаем диаметр шпильки 12мм.
8.7 Находим необходимый диаметр гидроцилиндра. Используем гидроцилиндр одностороннего действия с усилием пружины, создаваемым для возврата поршня в исходное положение Рпр .
Рпр = 0,2 Pw = 0,2 5675 = 1135 Н.
Уравнение сил в гидроцилиндре:
![]()
Qц - усилие создаваемое поршнем цилиндра;
р = 6 Н/мм2 - давление в гидросистеме;
= 0,85 - коэффициент полезного действия гидроцилиндра.
Отсюда:
![]()
Принимаем диаметр гидроцилиндра Dц = 50 мм.
9. Описание установки приспособления на станке и заготовки в приспособлении
Приспособление устанавливается на стол станка нижней поверхностью корпуса. Необходимое положение приспособления относительно траектории движения режущего инструмента достигается установкой двух цилиндрических шпонок, расположенных со стороны нижней поверхности корпуса приспособления, в центральный паз стола станка.
Закрепление приспособления производится с помощью станочных болтов через пазы, выполненные в корпусе приспособления.
Прихваты приспособления отводятся в стороны, заготовка устанавливается основанием на базирующую поверхность ложемента и одновременно на цилиндрический и срезанный пальцы диаметром 12f7. Прихваты устанавливаются в рабочее положение. Закрепление заготовки производится одновременно обоими прихватами путем подачи под давлением рабочей жидкости в гидроцилиндры.
Снятие заготовки после обработки производится после отключения гидроцилиндров от гидросети и отвода от заготовки прихватов.