9. Описание установки приспособления на станке и заготовки в приспособлении.
ПРИМЕР ВЫПОЛНЕНИЯ КОНТРОЛЬНОЙ РАБОТЫ
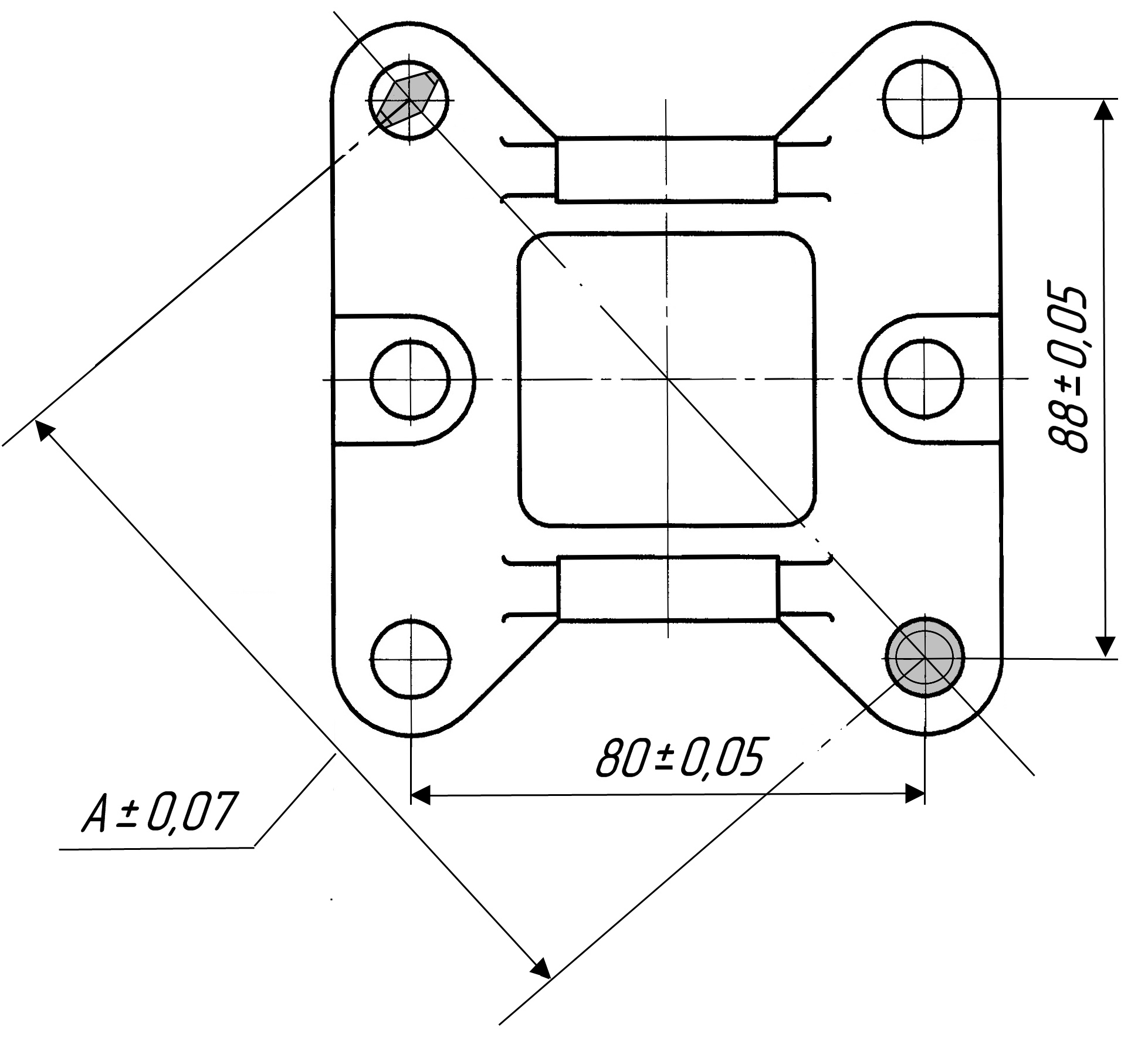
Эскиз детали
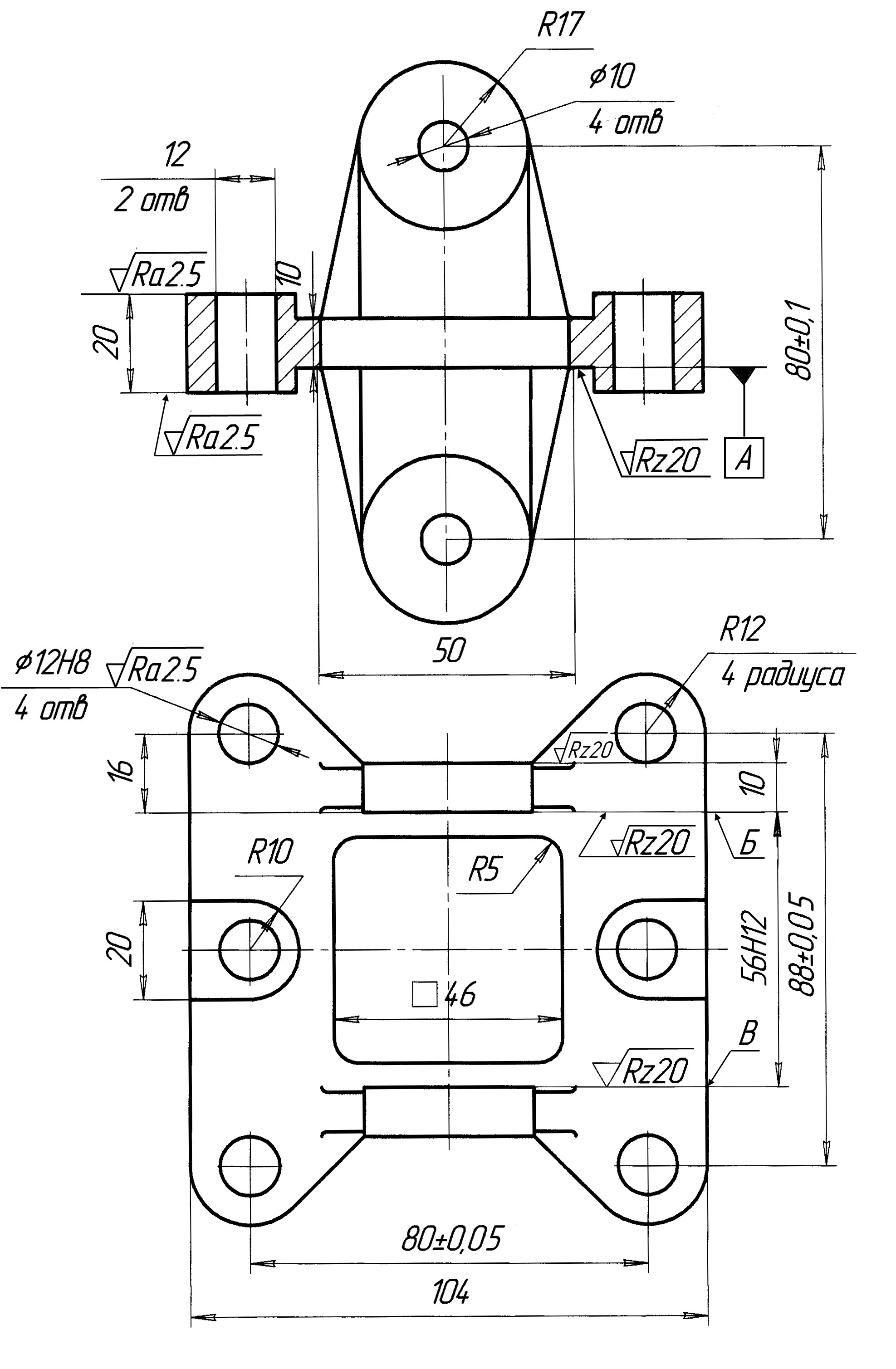
Анализ исходных данных
На горизонтально-фрезерном станке 6Т82Г производится обработка заготовки из стали ЗОХГСА, в = 550 МПа.
При обработке необходимо получить размеры 56Н12, 10 мм при этом обеспечив заданный допуск перпендикулярности поверхностей Б, В относительно поверхности А.
Конструкция детали состоит из стандартных и унифицированных элементов, для обработки которых применяются унифицированные технологические процессы, универсальное оборудование, стандартные мерительный и режущие инструменты.
Заготовка - штамповка.
Применение такого вида заготовок снижает себестоимость детали в связи со снижением объема механической обработки и рационального использования материала за счет уменьшения величины припуска на механическую обработку.
Размеры и поверхности детали имеют экономически и конструктивно обоснованные точности и шероховатости, обусловленные областью применения детали. Форма и размеры детали соответствуют требованиям технологии изготовления, хранения и транспортирования.
Необходимо разработать схему базирования, схему установки, конструктивную схему приспособления. Сделать расчет приспособления на точность и определить допуск на размер приспособления, проставляемый на сборочном чертеже приспособления и обеспечивающий выполнение требований чертежа к перпендикулярности обрабатываемых поверхностей относительно основания детали. Рассчитать зажимные элементы приспособления в соответствии с конструктивной схемой приспособления.
Схема базирования
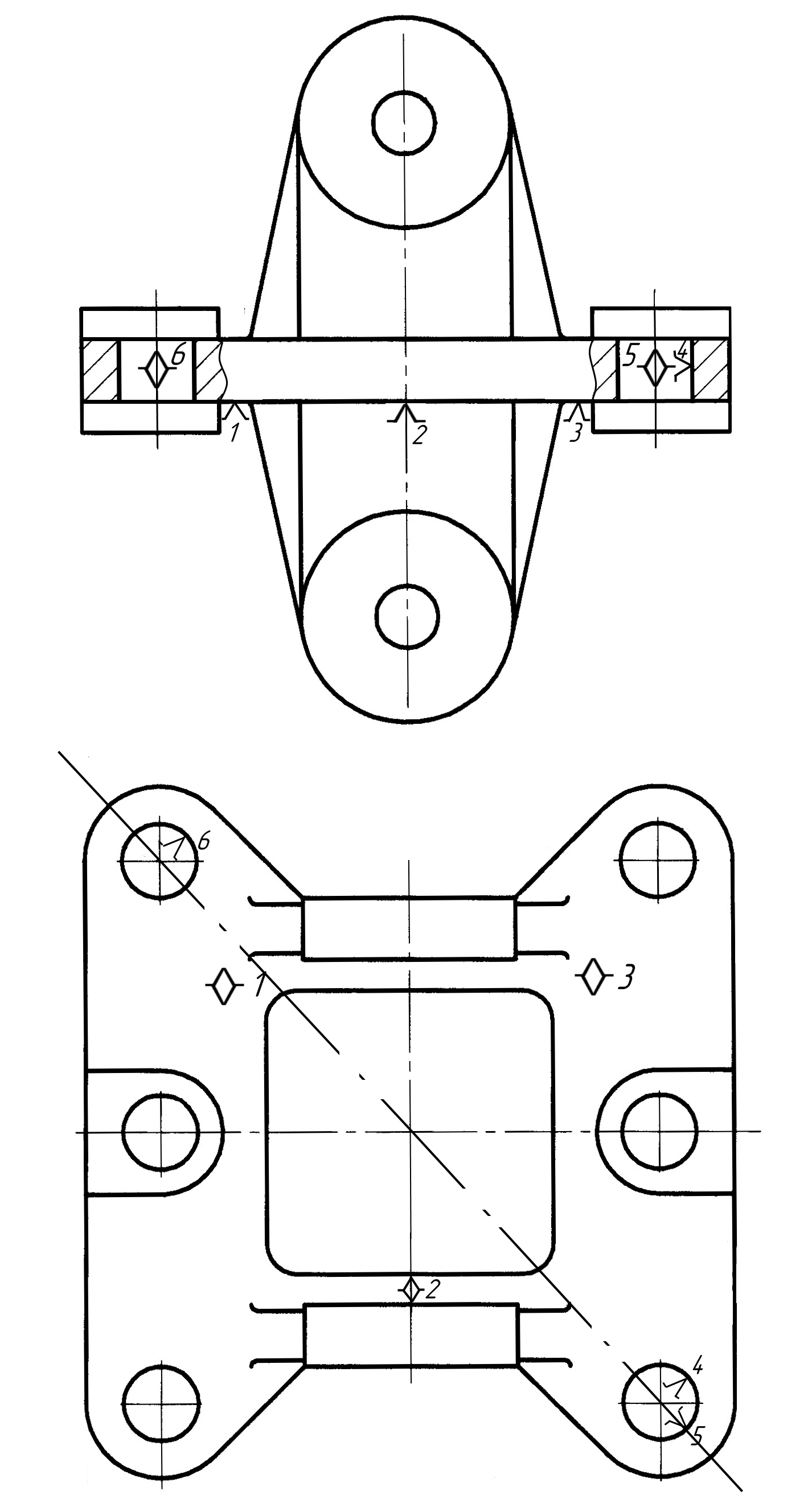
1, 2, 3 – установочная базирующая поверхность;
4, 5 – центрирующая (двойная опорная) поверхность;
6 – опорная поверхность.
Диаметр отверстий – 12Н8 (+ 0,027)
Схема установки
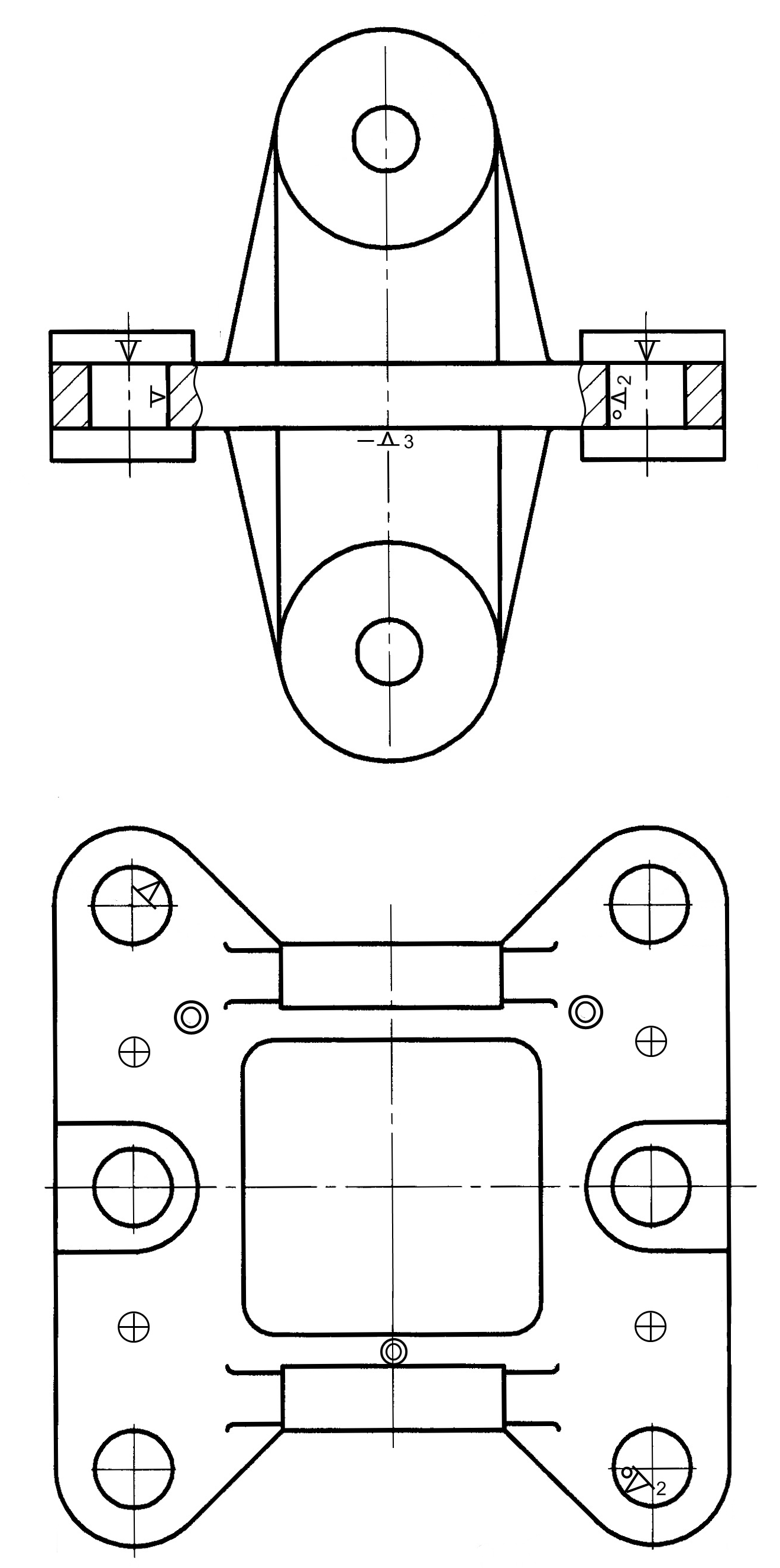
Диаметр
установочных пальцев -
![]()
Расчет приспособления на точность будет производиться по параметру неперпен-дикулярности обрабатываемых поверхностей относительно основания детали. Допуск неперпендикулярности Т = 0,08мм.
Допустимая погрешность установки заготовки в приспособлении при выбранной схеме базирования [у]:
![]()
где Т =0,8 мм - допуск выдерживаемого параметра;
К - поправочный коэффициент:
К = 0,5 - для размера 8-го квалитета;
тс = 0,06 - погрешность технологической системы.
4.3 Фактическая погрешность установки заготовки у :
![]()
где б = 0 - т.к. заготовка устанавливается на плоскость без зазора.
3 = 0 - погрешность закрепления может быть принята равной нулю, т. направление сил зажима перпендикулярно установочной базирующей поверхности.
Проверяем условие: у [у] ; 0 < 0,074
Условие выполняется, принимаем выбранные схемы базирования и установки.
4.4 Проверка возможности установки детали на 2-а пальца.
Условие установки заготовки на 2 цилиндрических пальца:
![]()
где S1min, S2min - минимальные зазоры в сопряжениях «палец - отверстие»;
0, П - отклонение межцентровых размеров отверстий заготовки (0) и пальцев (П).
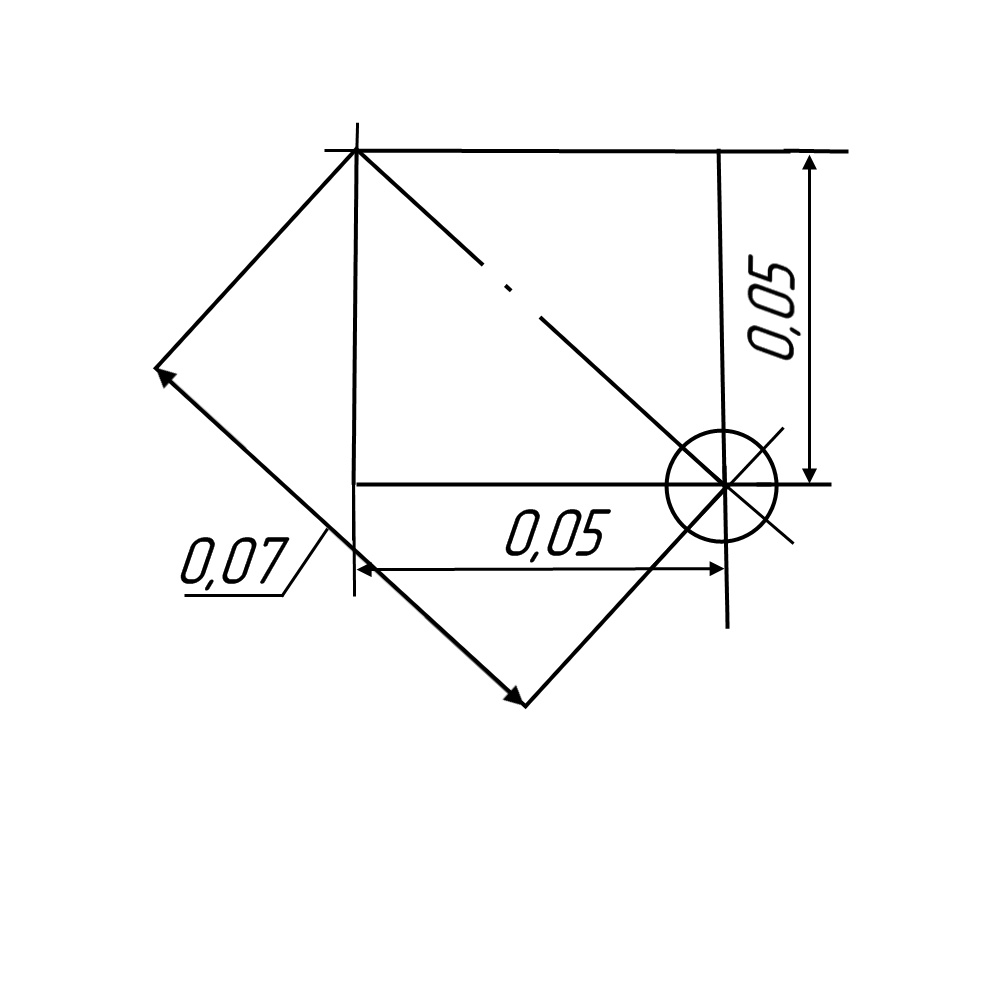
4.4.1 При установке заготовки на два пальца, расположенные под углом относительно центрального паза стола станка, необходимо провести расчет величины допуска на размер между отверстиями в детали, на которые устанавливается заготовка, и пальцами в приспо-соблении.
Согласно эскизу детали размеры между отверстиями, на которые устанавливается деталь - 80 ± 0,05мм, 88 ± 0,05мм.
Следовательно:
|
|
Соответственно отклонение на размер между пальцами в приспособлении:
![]()
4.4.2 Минимальные зазоры, возникающие между пальцами приспособления и отвер-стиями в заготовке:
S1min = S2min = 12,027 - 11,984 = 0,043мм.
4.4.3 Проверяем условие установки:
![]()
![]()
0,086 < 0,112
Условие установки не выполняется.
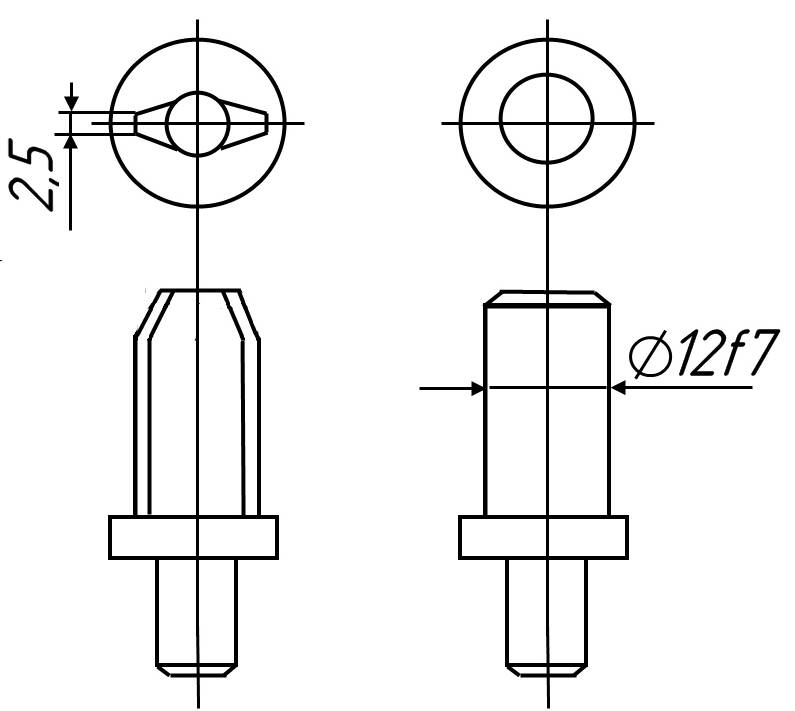
4.4.4 Вместо одного цилиндрического пальца используем срезанный палец с шириной дуги b = 2,5мм. Тогда
![]()
![]()
0,249 > 0,112
Условие установки выполняется.
Эскизы установочных элементов