

Ульяновский авиационный колледж
«Утверждаю»
Зам. директора по УР
_____________Г.В. Знаенко
«____»______________200__г.
Сборник контрольных заданий по дисциплине технологическая оснастка
для студентов заочной формы обучения
Специальность 151001 «Технология машиностроения»
Рассмотрено и одобрено на заседании ЦМК технологических дисциплин Протокол № 6 от 13.01.2010 г. Председатель ЦМК _________________ Парменова О.Б. |
Автор-составитель ________________Садыкова О.И. «______»_____________20__ г. |
Дисциплина «Технологическая оснастка»
для студентов заочной формы обучения специальности 151001
Контрольная работа
ВВЕДЕНИЕ
Качество и точность обрабатываемых поверхностей детали в значительной степени обеспечиваются используемой при обработке технологической оснасткой.
К технологической оснастке относятся: приспособления, режущий, мерительный и вспомогательный инструменты, контрольные приборы и другие.
В общем объеме технологической оснастки станочные приспособления занимают более 60% трудоемкости.
К конструкции станочных приспособлений предъявляются следующие основные требования:
Обеспечение заданной точности обработки заготовки на данной операции.
Получение высокой производительности при обработке заготовки и экономической эффективности от применения приспособления.
Выполнение условий эксплуатации: соблюдений всех правил охраны труда, обеспечение удобства установки и снятия заготовки, обслуживания приспособления и др.
Выполнение данной контрольной работы позволит студентам обобщить и систематизировать знания по конструированию станочных приспособлений и выполнению основных расчетов, обеспечивающих точность и надежность спроектированного приспособления в эксплуатации.
ЗАДАНИЕ
Выполнить расчет на точность и рассчитать зажимные элементы приспособления, проектируемого на основную операцию технологического процесса изготовления детали заданной для курсового проектирования по дисциплине «Технология машиностроения».
МЕТОДИЧЕСКИЕ УКАЗАНИЯ
Контрольная работа должна содержать следующие разделы:
1. Эскиз обрабатываемой детали.
Эскиз выполняется на формате А4 или A3.
2. Анализ исходных данных.
Приводится обозначение используемого оборудования, указывается марка материала заготовки.
Перечисляются основные размеры, получаемые на данной операции и требования к параллельности, перпендикулярности и т.п. обрабатываемых поверхностей.
Проводится анализ конструкции детали с точки зрения применения унифици-рованных технологических процессов, универсального оборудования, стандартных режущих и мерительных инструментов.
Указывается вид, используемой заготовки и описываются ее преимущества перед другими видами.
Дается характеристика поверхностей и размеров детали с точки зрения оптимальных требований по точности и шероховатости с учетом области ее применения.
Приводится краткий перечень работ, выполняемых в данной контрольной работе.
3. Схема базирования заготовки на выполняемой операции.
Схема базирования выполняется с соблюдением пропорций детали или в масштабе. Обрабатываемые поверхности выделяются цветной или жирной линией. Указываются размеры базирующих поверхностей и основной размер или параметр детали, по которому будет производиться расчет приспособления на точность. Идеальные опорные точки обозначаются символами
 -
для вида сбоку и
-
для вида сбоку и
 - для вида сверху. Рядом с символом
ставится цифра, обозначающая порядковый
номер опорной точки.
- для вида сверху. Рядом с символом
ставится цифра, обозначающая порядковый
номер опорной точки.Рядом со схемой базирования:
указываются точки (номера), обозначающие соответствующую базирующую поверхность.
приводятся размеры базирующих поверхностей с указанием отклонений.
4. Схема установки (условное изображение приспособления на технологическом эскизе).
Процесс установки заготовок в приспособлениях или на станках состоит из их базирования и закрепления.
4.1 На схеме установки вместо теоретической схемы базирования на эскизе должны быть нанесены условные обозначения опор, зажимов, и установочных устройств, соответствующих ГОСТ 5.1107-81 (приложение 1).
Для упрощения эскиза раздельное изображение нескольких одноименных опор или опорных точек, расположенных на одной базирующей поверхности, для вида сбоку может быть заменено одним символом с указанием справа от него количества одноименных опор, необходимых для ориентировки данной поверхности в виде:
|
- |
плоская поверхность, лишающая заготовку 3-х степеней свободы; |
|
- |
цилиндрическая поверхность (оправка) лишающая заготовку 4-х степеней свободы; |
|
- |
цилиндрическая поверхность (короткий палец) лишающая заготовку 2-х степеней свободы; |
|
- |
призматическая поверхность, лишающая заготовку 4-х степеней свободы. |
Обозначения опор для вида сверху наносятся на эскизах отдельно друг от друга в соответствии с принятым их размещением.
Установленная и закрепленная в приспособлении заготовка должна быть лишена всех 6-ти степеней свободы в отличие от базирования заготовки, когда на нее накладывается различное число связей, и она лишается трех, четырех, пяти или шести степеней свободы (схемы неполного базирования).
В случае установки заготовки на пальцы, оправку и т.п. приводятся посадочные размеры установочных элементов (диаметры пальцев, оправки и т.п.) с указанием отклонений.
Определяется возможность установки заготовки в соответствии с принятыми схемой базирования и схемой установки.
Выбирается (или назначается преподавателем - руководителем проекта) параметр или размер по которому будет производиться расчет приспособления на точность.
Рассчитывается допустимая погрешность установки заготовки в приспосо-блении при выбранной схеме базирования [у] с учетом влияния схемы базирования на параметр или размер по которому будет производиться расчет приспособления на точность.
![]()
где Т - допуск выдерживаемого параметра;
К - поправочный коэффициент:
К = 0,5 - для размера 8-го квалитета и выше,
К = 0,7 - для 7-го квалитета и точнее;
тс - погрешность технологической системы (средняя экономическая точность обработки), приложение 2.
4.3.3 Рассчитывается фактическая погрешность установки заготовки у с учетом влияния погрешности базирования на параметр или размер, по которому будет произво-диться расчет приспособления на точность.
![]()
где б - погрешность базирования;
3 - погрешность закрепления.
Погрешность закрепления будет минимальной (можно принять 3 = 0 при направлении зажимного усилия в направлении, перпендикулярном технологической установочной базе).
Схема установки принимается при соблюдении условия:
![]()
Если данное условие не соблюдается, то необходимо изменить:
или схему базирования,
или конструкцию приспособления (собственно конструкцию приспособления или ужесточить размеры базирующих элементов приспособления),
или простановку операционного размера.
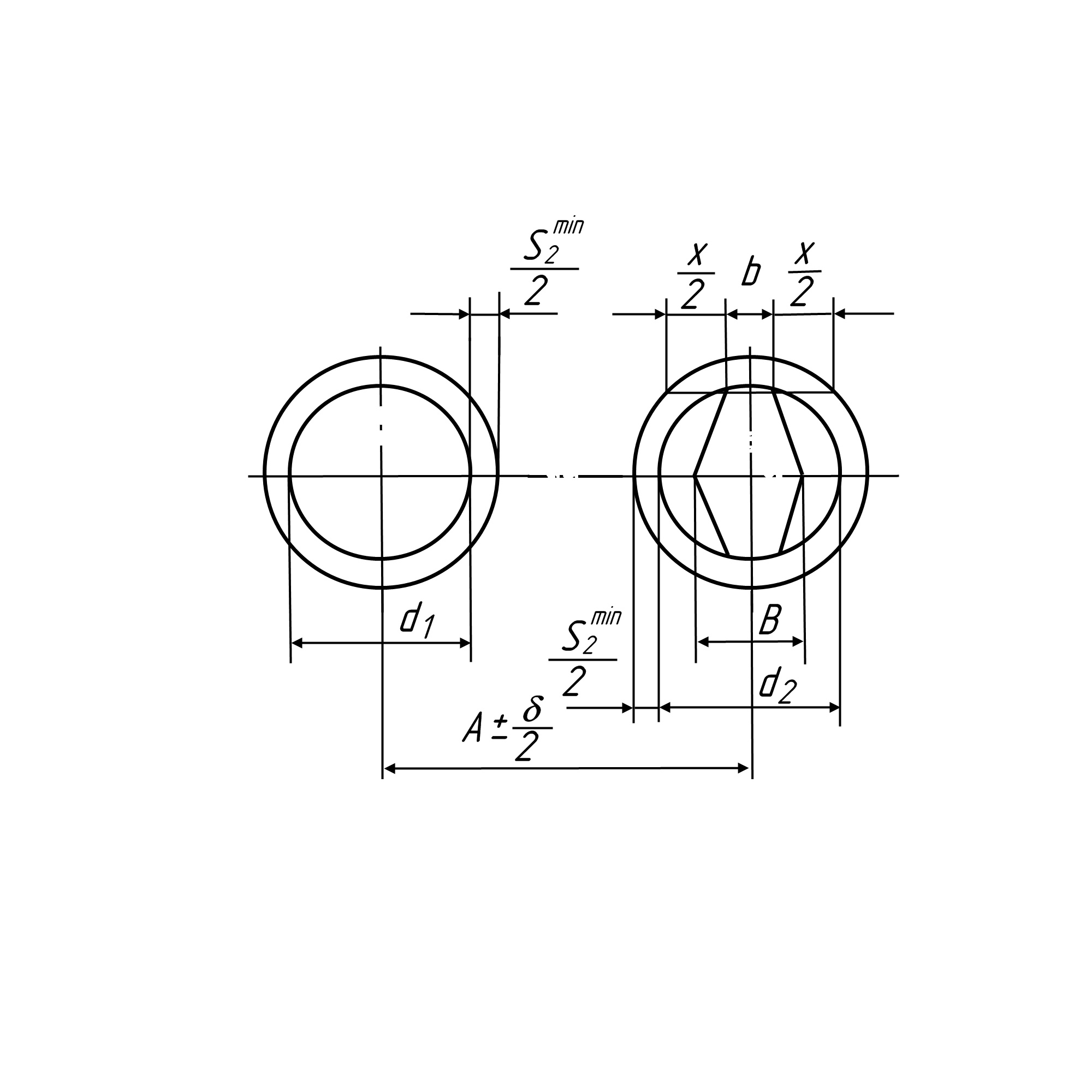
4.3.4 При установке заготовки на плоскость и два пальца проводится проверка условия установки детали на 2-а пальца.
Условие установки на 2 цилиндрических пальца:
![]()
где S1min, S2min - минимальные зазоры в сопряжениях «палец - отверстие»;
0, П - отклонение межцентровых размеров отверстий заготовки (0) и пальцев (П).
ПРИМЕР РАСЧЕТА: А = 250мм - номинальный размер; А = 250 ± 0,04 - по пальцам в приспособ-лении; А = 250 ± 0,03 по отверстиям в заготовке; D1 = 16H7(+0,018) - диаметр первого отверстия; D2 = 20Н7(+0,021) - диаметр второго отверстия;
|
|
Решение:
![]()
![]()
0 = ± 0,03 = 0,06 mm
П = ± 0,04 = 0,08 mm
![]()
0 + П = 0,06 + 0,08 = 0,14 mm
0,036 < 0,14
Условие
![]() не
выполняется.
не
выполняется.
Один из цилиндрических пальцев заменим срезанным пальцем b = 3 мм.
Зазор S2min увеличивается до величины «X».
![]()
![]()
0,149 > 0,14
Условие установки детали на два пальца - цилиндрический и срезанный выполняется. Установка возможна.