

4.3 Описать спец одежду сварщика и защитные средства
Спецодежда электросварщика. Спецодежда (куртка и брюки или комбинезон, а также рукавицы) изготовляются из плотного брезента, сукна, асбестовой ткани и других материалов. Спецодежда выдаётся бесплатно в соответствии с нормами и сроками носки. Брюки носят навыпуск, а куртку - не заправляют в брюки. Чтобы избежать попадания расплавленного металла, карманы куртки должны закрываться клапанами, куртка должна застёгиваться на все пуговицы. В резиновой спецодежде обуви и перчатках, за исключением особенно сложных условиях, работать нельзя, так как брызги металла прожигают резину. Головной убор должен быть без козырька , а обувь – на резиновой подошве. В холодное время года разрешается надевать валенки.

4.4 Инструменты и принадлежности электросварщика.
К инструментам и принадлежностям электросварщика относятся электрододержатели, щиток или маска, специальный молоток с зубилом , стальная щётка, металлические клейма для маркировки сварных швов и ящик или сумка для хранения и переноски электродов и инструментов.
Электрододержатель - один из основных инструментов электросварщика, от которого во многом зависят производительность и безопасные условия труда.
Электродеожатель должен удолетворять следующим требованиям: быть лёгким (не более 0.5 кг) и удобным в оброщении; иметь надежную изоляцию; не нагреваться при работе и обеспечивать наиболее полное расплавление электрода; обеспечивать быстрое и надежное закрепление электрода в удобном для сварки положении; его зажимное устройство должно действовать без больших усилий как при закрепление электрода , так и при его смене ; присоединение сварочного провода к стержню держателя должно быть прочным и обеспечивать надежный контакт.
Электрододержатели- служат для закрепления электрода и подвода к нему тока при ручной дуговой сварке. В зависимости от способа закрепления различают вилочные, пассатижные, винтовые, пружинные, эксцентриковые и другие электрододержатели . Наибольшее распространение в практике получили пассатижные и вилочные электрододержатели, но последние в настоящее время промышленностью не выпускаются.
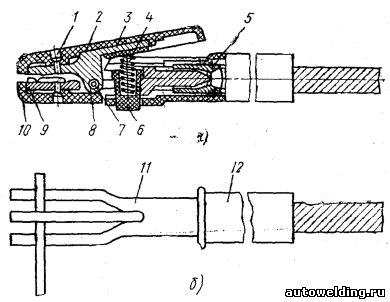
Электрододержатели для ручной дуговой сварки: а — пассатижный (ЭД-3104У1), б — вилочный; 1 — вивт, 2, 10 — верхняя и нижняя накладки, 3 — рычаг, 4, 9 — пружины, 5 — гайка, б, 8 — втулки, 7 — ось, 11 — токопровод, 12 — рукоятка
Щитки и шлемы- изготовляют в соответствии с ГОСТ 12.4.035—78 из токонепроводящих материалов — фибры или пластмассы. Масса щитка не должна превышать 0,48 кг, шлема — 0,6 кг. Их внутренняя поверхность должна быть гладкой, матовой, черного цвета. Щиток состоит из корпуса со смотровым окном и ручки, имеющей круглое поперечное сечение и длину не менее 120 мм. Шлем представляет собой защитное приспособление, надеваемое сварщиком на голову. Он состоит из корпуса со смотровым окном и наголовника, который должен обеспечивать два фиксированных положения корпуса: опущенное (рабочее) и откинутое назад.
Для защиты глаз от вредных излучений щитки и шлемы снабжены светофильтрами типа C темно-зеленого цвета, которые выпускают (вместо светофильтров типа Э) 13 классов для сварки с применением тока силой 13...900 А. Защита светофильтра от брызг металла обеспечивается покровными органическими стеклами, которые по мере повреждения заменяют новыми.


Маска электросварщика.
Дополнительный инструмент сварщика- Для зачистки кромок перед сваркой и удаления с поверхности швов остатков шлака применяют стальные щетки — ручные и с электроприводом. Остывший шлак с поверхности шва удаляют молотком – шлакоотделителем . Для подсоединения «массы» к заготовке служат винтовые или пружинные зажимы, в которые токопроводящий провод впаивают высокотемпературным припоем или закрепляют механически.
Для клеймения швов, вырубки дефектных мест, удаления брызг я шлака применяют соответственно клейма, зубила и молотки. Сборочные операции перед сваркой выполняют с помощью шаблонов, отвесов, линеек, угольников, чертилок и специальных приспособлений. При монтажных сварочных работах сварщики пользуются надеваемыми через плечо брезентовыми сумками, в которых помещаются электроды.
Сварочные провода- служат для подвода тока от источника питания к электрододержателю и заготовке. Используют гибкие многожильные изолированные провода марки ПРГ , АПР, ПРГД. Сечение проводов для подвода тока от сети к источнику тока и от источника тока к изделию и электрододержателю выбирают в зависимости от мощности источника тока, длины проводов, напряжения и силы сварочного тока. Температура нагрева проводов не должна превышать 70°С.