

3.Сварочные материалы.
3.1.Описать марку стали.
3.2.Химический состав.
3.3.Определить группу свариваемости.
3.4. Описать технологические пробы на свариваемость.
3.5. Механические свойства.
3.6. Подобрать марку электрода.
3.1. Описать марку стали
В моей конструкции используется сталь марки Вст3пс. Сталь конструкционная углеродистая обыкновенного качества. Применение: несущие и ненесущие элементы сварных и не сварных конструкций и деталей, работающих при положительных температурах.
Фасонный и листовой прокат (5-й категории) толщиной до 10 мм для несущих элементов сварных конструкций, работающих при переменных нагрузках в интервале от —40 до +425 °С.
Прокат от 10 до 25 мм — для несущих элементов сварных конструкций, работающих при температуре от —40 до +425°С при условии поставки с гарантируемой свариваемостью.
3.2 Химический состав.
C |
Si |
Mn |
Ni |
S |
P |
Cr |
Cu |
As |
0.14 -0.22 |
0.05 -0.17 |
0.4 -0.65 |
до 0.3 |
до 0.05 |
до 0.04 |
до 0.3 |
до 0.3 |
до 0.08 |
3.3. Определить группу свариваемости.
Марка |
Массовая доля |
|
Предел пр. |
|||
Вст3пс |
С |
Mn |
Cr |
Ni |
Cu |
480 |
0.12 |
2 |
17 |
9 |
0.2 |
||
Группу свариваемости стали Вст3пс можно определить по этой формуле
(свариваемость для малоуглеродистых сталей):
Сэкв = С +Мп/6 + 0,024S,
где S –толщина свариваемой кромки (наибольшей)
Сэкв = 0.14+ 0.4/6+0.024*2= ).14+0.06+0.048=0.24.
Марка стали Вст3пс2 сваривается без ограничений - сварка производится без подогрева и без последующей термообработки.
3.4. Описать технологические пробы на свариваемость.
Свариваемость металлов включает в себя физическую и технологическую свариваемость. Физическая свариваемость — это свойство металла образовывать монолитное соединение. Такой свариваемостью обладают практически все технические сплавы и чистые металлы, а также ряд неметаллов. По технологической свариваемости оценивают поведение металла в процессе сварки, она характеризуется склонностью металла к окислению при сварочном нагреве, а также склонностью к образованию горячих и холодных трещин.
1.Склонность
к образованию горячих трещин
— возникновение
трещин в процессе кристаллизации,
т. е. во время существования твердой
и жидкой фаз, а также при высоких
температурах в твердом состоянии.
При высоких температурах прочность
материала понижена, поэтому он может
разрушаться вследствие воздействия
напряжений, возникающих при усадке
шва и уменьшении объе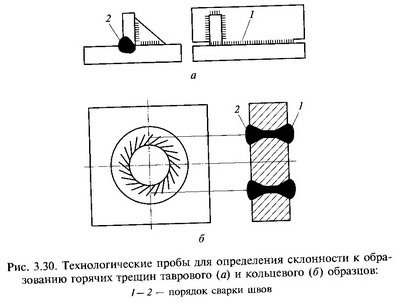 ма
металла при охлаждении. Горячие
трещины могут возникать как в самом
шве, так и в околошовной зоне.
Для оценки материала на склонность
к образованию горячих трещин выполняют
два основных вида испытаний: сварку
технологических проб и машинные
способы испытаний. В первом случае
сваривают образец заданной жесткости,
для чего используют тавровые
и кольцевые пробы .
ма
металла при охлаждении. Горячие
трещины могут возникать как в самом
шве, так и в околошовной зоне.
Для оценки материала на склонность
к образованию горячих трещин выполняют
два основных вида испытаний: сварку
технологических проб и машинные
способы испытаний. В первом случае
сваривают образец заданной жесткости,
для чего используют тавровые
и кольцевые пробы .
С клонность
к образованию холодных трещин
— возникновение
трещин вследствие закалки нагретого
металла при быстром охлаждении, когда
металл теряет пластичность, или
под действием остаточных напряжений
в сварных соединениях. В целях
предотвращения холодных трещин
осуществляют подогрев зоны металла,
прилегающей к сварному шву, с целью
снижения скорости охлаждения. Для испытаний
используют технологические пробы .
В крестовой пробе цифрами указана
последовательность наложения швов.
В наиболее жестких условиях находится
шов 4, где
возможно образование трещин. Рассмотрим
свариваемость сталей — наиболее
распространенного материала
для производства сварных конструкций.
Основная опасность — это образование
холодных трещин из-за склонности
к получению закаленной структуры.
Чем больше в стали углерода,
тем выше эта опасность.
клонность
к образованию холодных трещин
— возникновение
трещин вследствие закалки нагретого
металла при быстром охлаждении, когда
металл теряет пластичность, или
под действием остаточных напряжений
в сварных соединениях. В целях
предотвращения холодных трещин
осуществляют подогрев зоны металла,
прилегающей к сварному шву, с целью
снижения скорости охлаждения. Для испытаний
используют технологические пробы .
В крестовой пробе цифрами указана
последовательность наложения швов.
В наиболее жестких условиях находится
шов 4, где
возможно образование трещин. Рассмотрим
свариваемость сталей — наиболее
распространенного материала
для производства сварных конструкций.
Основная опасность — это образование
холодных трещин из-за склонности
к получению закаленной структуры.
Чем больше в стали углерода,
тем выше эта опасность.