

По конструкции
Цельные, изготовленные из одного куска быстрорежущей стали Составные, состоящие из отдельных цельных частей, в том числе фрезы комплектные
Сборные, оснащены режущей частью в виде ножей из быстрорежущей стали, многогранными и круглыми пластинками из твердых сплавов или из сверхтвердых или керамических материалов.
По способу крепления на станке: Хвостовые с цилиндрическим или коническим хвостовиком; Насадные, с посадочным отверстием.
По конструкции зубьев: Незатылованные – с прямолинейной образующей задней поверхности (Рис.1,и); Затылованные – с криволинейной образующей задней поверхности (Рис.1,к).
Незатылованные фрезы Незатылованные фрезы перетачиваются преимущественно по задней поверхности. Незатылованные зубья широко применяются для фрез общего назначения. Достоинства незатылованных фрез: Высокая стойкость (в 1,5…3 раза выше, чем у затылованных). Простота изготовления. Повышенная чистота обработанной поверхности.
Конструктивные параметры Диаметр фрезы da Наружные диаметры стандартизованы. Размерные ряды диаметров фрез составлены по геометрической прогрессии со знаменателем φ = 1,26; 1,58, равным знаменателю ряда частоты вращения шпинделя фрезерных станков. Это обеспечивает неизменность скорости резания при применении фрез любого диаметра. Уменьшение наружного диаметра способствует снижению машинного времени обработки. Однако при этом может снижаться жесткость оправки и прочность фрезы в сечении между окружностью впадин и посадочным отверстием. От диаметра фрезы зависят: отвод тепла, толщина стружки, число зубьев, диаметр посадочного отверстия.
Диаметр посадочного отверстия D0 зависит от наружного диаметра и округляется до стандартного значения (16; 22; 27; 32; 40; 50 и 60 мм).
Для фрез с мелкими зубьями для чистовой обработки диаметры оправок могут быть меньше, чем для фрез с крупными зубьями. Для фрез, оснащенных твердым сплавом, и для обработки труднообрабатываемых материалов диаметры оправок должны быть большими. Диаметр окружности впадин d1
Число зубьев выбирают из условия равномерности фрезерования с учетом эффективной мощности оборудования. Увеличение числа зубьев ведет к улучшению качества обработки, но растут энергозатраты на фрезерование, снижаются число возможных переточек фрезы, прочность зуба, размеры стружечной канавки, растут эксплуатационные затраты.
Геометрия Передний угол γ зависит от физико-механических свойств обрабатываемого материала и режущей и прочностной характеристики инструментального материала. Задний угол зависит от максимальной толщины срезаемого слоя amax С увеличением заднего угла возрастает износ режущей кромки в радиальном направлении, а от величины радиального износа зависит точность обработки. Для фрез из твердого сплава для получения малой шероховатости обрабатываемой поверхности задний угол рекомендуется 5…80. Угол наклона зубьев ω
Улучшает равномерность фрезерования (ω= 10…150). Влияет на направление схода стружки. Позволяет получить положительные передние углы на торцовых зубьях дисковых двух- и трехсторонних фрез. Повышает стойкость фрезы вследствие увеличения кинематических передних углов. При этом можно уменьшить инструментальный передний угол в нормальном сечении и повысить прочность зуба, что позволяет увеличить в 1,5…2 раза подачу на зуб. Направление угла наклона зуба ω выбирают так, чтобы осевая составляющая силы резания была направлена в сторону шпинделя. Форма зубьев Форма зубьев должна обеспечивать прочность зуба, достаточное пространство для размещения стружки, допускать максимально возможное число переточек.
Существует три основные формы незатылованных зубьев: трапецеидальная форма, параболическая форма и с двойной спинкой зуба Трапецеидальная форма проста в изготовлении, но зуб ослаблен. Применяется для фрез с мелким зубом. Угол тела зуба = 47…520 (для концевых и прорезных – 30…400) . Угол стружечной канавки υ = +. Фаска f = 0,5…2 мм. Радиус закругления дна впадины r =0,5…2 мм. Высота зуба h = 0,5…0,65 окружного шага зубьев.
Параболическая форма обеспечивает повышенную прочность зуба на изгиб. Для изготовления требуются специальные фрезы. Применяется для фрез с малым числом зубьев.
Форма зуба с двойной спинкой по прочности близка к параболической, но проще в изготовлении. Спинка образуется двойным фрезерованием угловой фрезой. Наиболее распространена.
Типы фрез
Цилиндрические фрезы
Пр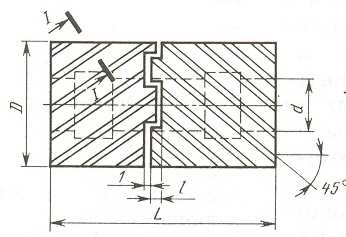 именяются
на горизонтально-фрезерных станках для
обработки плоскостей.
Фрезы
с прямыми зубьями используются только
для обработки узких плоскостей. Винтовой
зуб повышает плавность работы, однако
в этом случае возникают осевые усилия.
Применение сдвоенных цилиндрических
фрез с разнонаправленными винтовыми
зубьями позволяет уравновесить осевые
усилия, действующие на фрезы, в процессе
резания. В месте стыка фрез предусматривается
перекрытие режущих кромок одной фрезы
режущими кромками другой для устранения
недообработанных участков.
Цилиндрические
фрезы с винтовыми пластинками из твердого
сплава дают хорошие результаты при
обработке жаропрочных и коррозионно-стойких
сталей и сплавов (по сравнению с
быстрорежущи-ми фрезами обеспечивают
повышение производитель-ности с
одновременным повышением стойкости ),
но сложны в изготовлении. Стыки между
напаянными пластинами оформляются в
виде стружкоделителей и должны
располагаться в шахматном порядке.
именяются
на горизонтально-фрезерных станках для
обработки плоскостей.
Фрезы
с прямыми зубьями используются только
для обработки узких плоскостей. Винтовой
зуб повышает плавность работы, однако
в этом случае возникают осевые усилия.
Применение сдвоенных цилиндрических
фрез с разнонаправленными винтовыми
зубьями позволяет уравновесить осевые
усилия, действующие на фрезы, в процессе
резания. В месте стыка фрез предусматривается
перекрытие режущих кромок одной фрезы
режущими кромками другой для устранения
недообработанных участков.
Цилиндрические
фрезы с винтовыми пластинками из твердого
сплава дают хорошие результаты при
обработке жаропрочных и коррозионно-стойких
сталей и сплавов (по сравнению с
быстрорежущи-ми фрезами обеспечивают
повышение производитель-ности с
одновременным повышением стойкости ),
но сложны в изготовлении. Стыки между
напаянными пластинами оформляются в
виде стружкоделителей и должны
располагаться в шахматном порядке.
Торцовые фрезы
Применяются при обработке плоскостей и уступов на вертикально-фрезерных станках. Кроме торцовых режущих кромок имеет режущие кромки на образующей тела вращения. Достоинства торцовых фрез: Большой угол контакта, зависящий от диаметра фрезы и ширины фрезерования, обеспечивает равномерность фрезерования; Высокая производительность; Проще оснастить твердым сплавом; Угол в плане φ может изменяться в широких пределах (450…900). Его уменьшение обеспечивает виброустойчивость процесса и способствует повышению точности обработки.
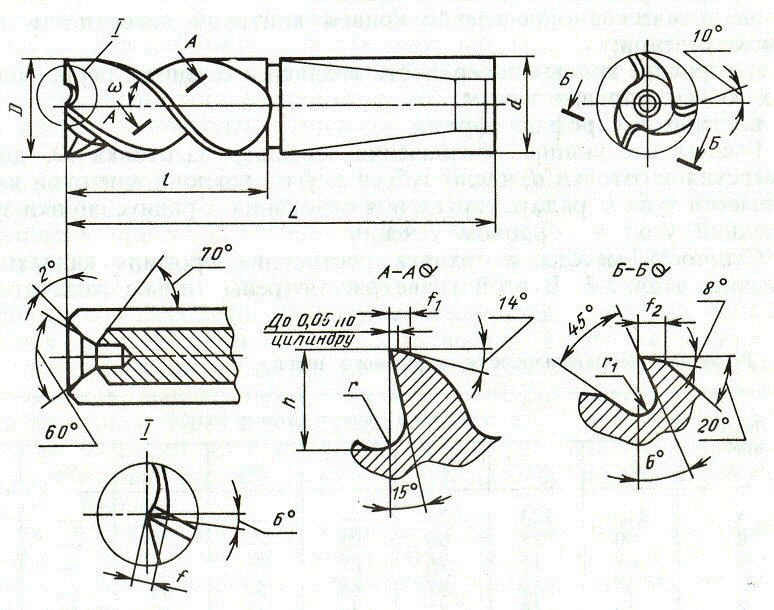
К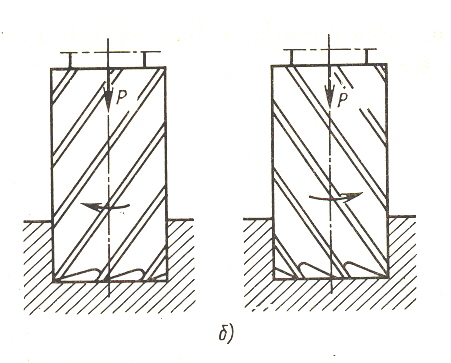 онцевые
фрезы
онцевые
фрезы
 Применяются
для обработки пазов, уступов, прямоугольных
пазов и т.д.
Концевые
фрезы выполняют с цилиндрическим
(диаметром 3…20 мм) хвостовиком или с
конусом Морзе с резьбовым отверстием
для затяжного болта.
Концевые
фрезы выпускают с нормальным или крупным
зубом. Для повышения равномерности
фрезерования у фрез с крупным зубом
рекомендуется больший угол наклона
винтовых канавок.
Для
снижения вибраций рекомендуется делать
неравномерный окружной шаг зубьев.
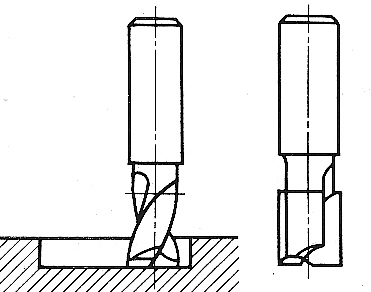
При
обработке пазов и уступов направление
винтовых канавок противоположно
направлению вращения, что обеспечивает
лучший отвод стружки и положительный
передний угол на торцовых зубьях.
Применяются
для обработки пазов, уступов, прямоугольных
пазов и т.д.
Концевые
фрезы выполняют с цилиндрическим
(диаметром 3…20 мм) хвостовиком или с
конусом Морзе с резьбовым отверстием
для затяжного болта.
Концевые
фрезы выпускают с нормальным или крупным
зубом. Для повышения равномерности
фрезерования у фрез с крупным зубом
рекомендуется больший угол наклона
винтовых канавок.
Для
снижения вибраций рекомендуется делать
неравномерный окружной шаг зубьев.
При
обработке пазов и уступов направление
винтовых канавок противоположно
направлению вращения, что обеспечивает
лучший отвод стружки и положительный
передний угол на торцовых зубьях.
При обработке плоскостей направление канавок совпадает с направлением вращения. В этом случае осевая составляющая силы резания направлена к шпинделю станка, а сход стружки обеспечивается от шпинделя.
Для чернового фрезерования широких поверхностей и пазов с большими припусками предназначены концевые обдирочные (кукурузные) фрезы, зубья которых снабжены стружкораздели-тельными канавками, расположенными в шахматном порядке, обеспечивающими разделение стружки по ширине и способствующими гашению вибраций.
Шпоночные фрезы
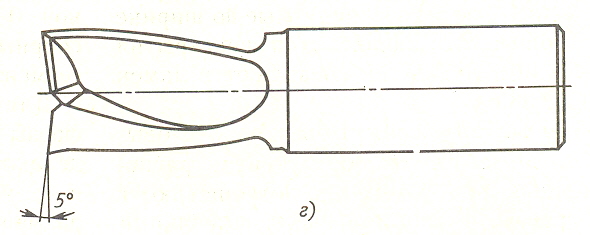 Особенность
работы –фрезерование в несколько
проходов, как в одну, так и в другую
сторону, в конце каждого прохода
осуществляется вертикальная подача.
Для
обеспечения жесткости длину режущей
части делают равной трем наружным
диаметрам при диаметре сердцевины до
0,3 диаметра фрезы. Канавки прямые или
винтовые. Два зуба, один из торцовых
зубьев делают равным половине диаметра
фрезы, а второй стачивают у оси.
Дисковые
и пазовые фрезы Предназначены
для фрезерования пазов и канавок
Прорезные
(шлицевые) и отрезные (пилы) фрезы
применяют для разрезки заготовок.
Особенность
работы –фрезерование в несколько
проходов, как в одну, так и в другую
сторону, в конце каждого прохода
осуществляется вертикальная подача.
Для
обеспечения жесткости длину режущей
части делают равной трем наружным
диаметрам при диаметре сердцевины до
0,3 диаметра фрезы. Канавки прямые или
винтовые. Два зуба, один из торцовых
зубьев делают равным половине диаметра
фрезы, а второй стачивают у оси.
Дисковые
и пазовые фрезы Предназначены
для фрезерования пазов и канавок
Прорезные
(шлицевые) и отрезные (пилы) фрезы
применяют для разрезки заготовок.
Дисковые двух- и трехсторонние фрезы имеют главные режущие кромки на поверхности цилиндра и вспомогательные - на одном или обоих торцах. Для получения положительных передних углов на торцовых режущих кромках зубья выполняют с углом наклона ω= 10…15°. У трехсторонних фрез зубья делают разнонаправленными.
угловые фрезы
О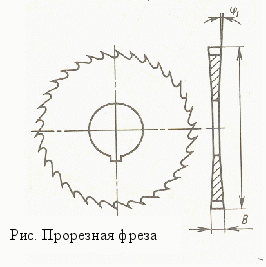 дноугловые с
одной образующей, расположенной под
углом к оси фрезы.
дноугловые с
одной образующей, расположенной под
углом к оси фрезы.
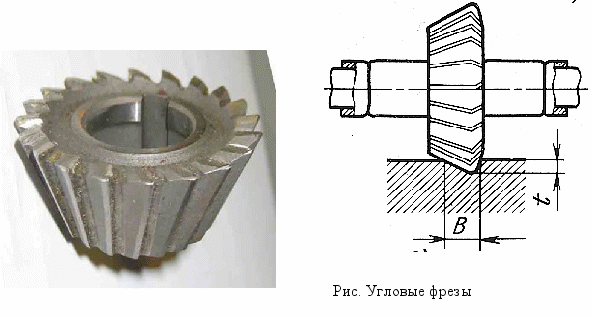 Двуугловые с
двумя образующими, расположенными под
одинаковыми или различными углами к
оси фрезы.
Двуугловые с
двумя образующими, расположенными под
одинаковыми или различными углами к
оси фрезы.