

Основные понятия, термины и определения теории резания материалов. Определения рабочих поверхностей инструмента. Геометрические параметры рабочей части инструмента.
Для осуществления процесса резания необходимо и достаточно иметь одно взаимное перемещение детали и инструмента. Совокупность нескольких движений инструмента и обрабатываемой детали и обеспечивает получение поверхности требуемой формы. При этом движение с наибольшей скоростью называется главным движением (Dг), а все остальные движения называются движениями подачи (Ds). Суммарное движение режущего инструмента относительно заготовки, включающее главное движение и движение подачи, называется результирующим движением резания (De). Геометрическая сумма скорости главного движения резания и скорости движения подачи определяет величину скорости результирующего движения резания (Ve). Движение подачи – поступательное или вращательное движение инструмента или заготовки, скорость которого меньше скорости главного движения. Движение подачи позволяет отделять слой материала на всей обрабатываемой поверхности. Движение подачи различают по направлению, так при точении параллельно оси заготовки называется продольной, а перпендикулярно оси – поперечной.
Элементы режима резания: глубина, подача и скорость, обозначаются строчными (малыми) буквами латинского алфавита.
Глубиной резания называется толщина слоя обрабатываемого материала, срезаемого за один проход инструмента.
Грановским Г.И. были систематизированы кинематические схемы резания по следующим группам: одно прямолинейное движение; 2 прямолинейных движения; одно вращательное движение; одно вращательное, одно прямолинейное движение; 2 вращательных движения; 2 прямолинейных и 1 вращательное; 2 вращательных и 1 прямолинейное; 3 вращательных движения.
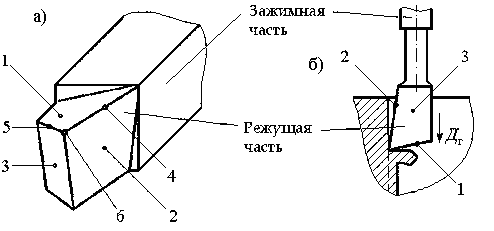
Режущая часть инструмента ограничивается рабочими поверхностями, которые в зависимости от расположения относительно обрабатываемого изделия имеют определенные названия. Разные инструменты имеют различную форму зажимной и режущей частей, однако их режущие части имеют общее устройство и ограничиваются рабочими поверхностями, присущими режущей части любого инструмента. Обычно режущая часть имеет одну переднюю и несколько задних поверхностей. Передней поверхностью (1) называется поверхность, по которой сходит образующаяся в процессе резания стружка.
Главной задней поверхностью (2) называется поверхность, обращенная к поверхности резания.
Вспомогательной задней поверхностью (3) называется поверхность, обращенная к обработанной поверхности.
Ребро, которое образуется в результате пересечения передней и главной задней поверхности, называется главной режущей кромкой (4). Пересечением передней поверхности с вспомогательной задней поверхностью образуется вспомогательная режущая кромка (5).
Точка пересечения главной (4) и вспомогательной (5) режущих кромок называется вершиной (6) режущего лезвия (резца, режущего зуба).
Резец состоит из рабочей
части — головки и тела, или стержня.
Стержень служит для закрепления резца.
Режущая часть головки резца (рис. 18)
ограничена передней и задними (главной
и вспомогательной) поверхностями.
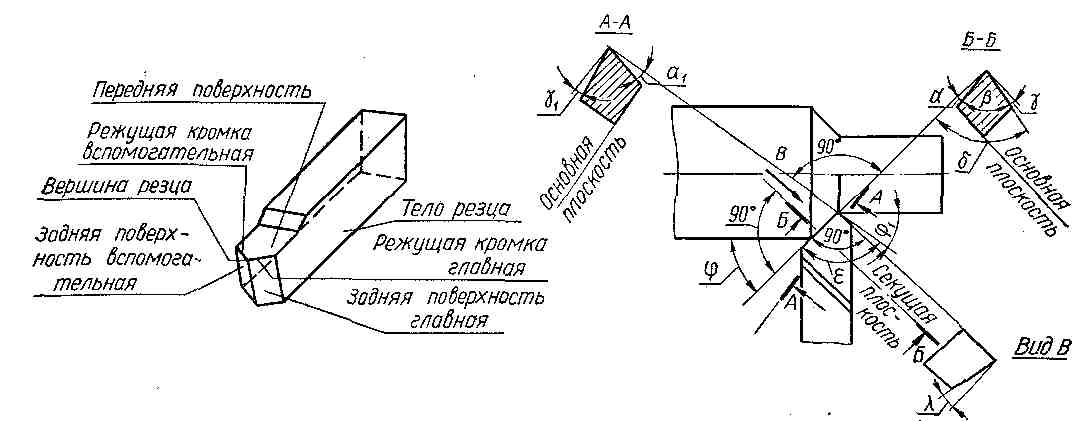 В
результате пересечения передней и
задних поверхностей образуются главная
и вспомогательная режущие кромки.
Наиболее часто резцы имеют прямолинейные
режущие кромки. Форма режущей части
резца определяется конфигурацией и
расположением передней и задней
поверхностей. Расположение указанных
поверхностей и режущих кромок в
пространстве характеризуется рядом
углов, называемых углами резца. Углы
резца ГАММА (передний) и АЛЬФА (задний),
измеряемые на главной режущей кромке
в сечении Б — Б, называют главными, а
углы ГАММА1 и АЛЬФА1, измеряемые на
вспомогательной кромке в сечении А-А,
называют вспомогательными. Положение
режущих кромок резца определяется
углами в плане ФИ (главный) и ФИ1
(вспомогательный) и углами наклона
ЛЯМБДА. Углы ФИ, ФИ1, ЛЯМБДА, ГАММА, АЛЬФА,
АЛЬФА1 определяют положение режущих
кромок и передних и задних плоскостей
резца в пространстве. Они обычно
выбираются по соответствующим справочникам
в зависимости от условий резания и
проставляются на чертеже резца. Однако
при изготовлении резцов приходится
оперировать углами, измеренными в
продольном (АЛЬФА пр, ГАММА пр) и поперечном
(АЛЬФА п, ГАММА п) сечениях. Продольное
сечение идет параллельно оси резца и
перпендикулярно основной опорной
плоскости, а поперечное сечение —
перпендикулярно оси резц
В
результате пересечения передней и
задних поверхностей образуются главная
и вспомогательная режущие кромки.
Наиболее часто резцы имеют прямолинейные
режущие кромки. Форма режущей части
резца определяется конфигурацией и
расположением передней и задней
поверхностей. Расположение указанных
поверхностей и режущих кромок в
пространстве характеризуется рядом
углов, называемых углами резца. Углы
резца ГАММА (передний) и АЛЬФА (задний),
измеряемые на главной режущей кромке
в сечении Б — Б, называют главными, а
углы ГАММА1 и АЛЬФА1, измеряемые на
вспомогательной кромке в сечении А-А,
называют вспомогательными. Положение
режущих кромок резца определяется
углами в плане ФИ (главный) и ФИ1
(вспомогательный) и углами наклона
ЛЯМБДА. Углы ФИ, ФИ1, ЛЯМБДА, ГАММА, АЛЬФА,
АЛЬФА1 определяют положение режущих
кромок и передних и задних плоскостей
резца в пространстве. Они обычно
выбираются по соответствующим справочникам
в зависимости от условий резания и
проставляются на чертеже резца. Однако
при изготовлении резцов приходится
оперировать углами, измеренными в
продольном (АЛЬФА пр, ГАММА пр) и поперечном
(АЛЬФА п, ГАММА п) сечениях. Продольное
сечение идет параллельно оси резца и
перпендикулярно основной опорной
плоскости, а поперечное сечение —
перпендикулярно оси резц
Определение, назначение и типы фрез. Общие положения определения конструкции и конструктивных элементов фрезФреза – многолезвийный режущий инструмент, выполненный в виде тела вращения, на образующей которого и (или) на торце расположены зубья. Предназначены для обработки плоскостей, пазов, прорезей, уступов, фасонных и винтовых поверхностей, нарезания резьб и т.д. Точность обработки – 7…9 квалитеты. Шероховатость обработанной поверхности - Ra =1,25 мкм. Главное движение при фрезеровании – вращение фрезы. Классификация фрез
По расположению зубьев
а)цилиндрические;
б)торцовые;
в)угловые;
г)фасонные;
д)дисковыедвух-итрехсторонние;
е)
концевые; ж,з)
шпоночные
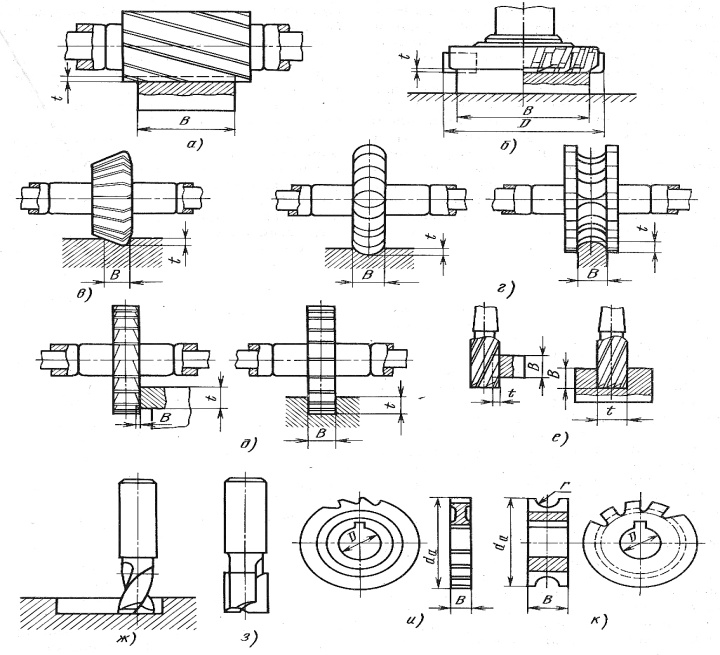 По
направлению зубьев: С
прямыми зубьями (Рис.1,д); С косыми зубьями
(Рис.1,б)С винтовыми зубьями (Рис.2)
По
направлению зубьев: С
прямыми зубьями (Рис.1,д); С косыми зубьями
(Рис.1,б)С винтовыми зубьями (Рис.2)