

Н Назначение и классификация режущих инструментов.
Режущий инструмент можно классифицировать следующим образом:
1. Резцы, которые по виду обработки делятся на проходные, подрезные, отрезные, расточные, галтельные и фасонные. По характеру обработки резцы делятся на обдирочные (черновые), чистовые и для тонкого точения, по конструкции головки - на прямые, отогнутые, изогнутые, оттянутые, по технологическому назначению — на токарные, строгальные, долбежные и т. д.
2. Сверла, которые по конструкции делятся на плоские, или перовые; цилиндрические, которые бывают спиральными, или винтовыми, имеющими наибольшее применение; для глубокого сверления отверстий, длина которых превышает диаметр более чем в 8 —10 раз; кольцевые (полые) для сверления отверстий диаметром более 100 мм в листовом материале; с прямой канавкой для сверления тонких листов, преимущественно латунных; центровочные.
3. Зенкеры, которые бывают цилиндрические (цельные и насадные), конические и торцовые.
4. Развертки, которые делятся на цилиндрические и конические, а по применению — на машинные и ручные.
5. Фрезы, которые в зависимости от назначения делятся на цилиндрические, торцовые, дисковые, концевые, угловые, шпоночные и фасонные.
6. Протяжки, которые по применению подразделяют на плоские для обработки шпоночных пазов, цилиндрические, круглые, прямоугольные или с другой формой поперечного сечения, протяжки для наружного протягивания.
7. Резьбонарезной инструмент для наружной резьбы — резьбовые резцы и гребенки, круглые плашки (лерки), резьбонарезные головки (радиального и тангенциального типа), плоские (клупповые) плашки, резьбовые фрезы (дисковые и гребенчатые). Кроме того, к резьбо-обрабатывающему инструменту относятся резьбонакатные плашки (роликовые и плоские), с помощью которых наружную резьбу получают без снятия стружки;
для внутренней резьбы — резьбовые резцы и гребенки, метчики, резьбовые концевые фрезы (для нарезания резьб в отверстиях больших диаметров).
8. Зуборезный инструмент, к которому относятся дисковые и пальцевые зуборезные фрезы, червячные фрезы, долбяки, резцы, дисковые и реечные фрезы для обработки конических зубчатых колес, шевера.
9. Абразивный инструмент: шлифовальные круги различной формы, абразивные бруски, головки, сегменты.
Задача назначения режущего инструмента (РИ) является важной задачей при проектировании перехода. Сложность назначения РИ вызвана, во-первых, большим разнообразием конфигурацией инструмента и его типоразмеров, а во-вторых, не полной формализацией задачи его назначения. Исходя из общей методики поиска технологического оснащения назначение режущего инструмента происходит в три этапа:
1.Выбор вида режущего инструмента. Исходными данными для выбора режущего инструмента являются:
технологические характеристики - группа оборудования и код перехода; характеристики заготовки - группа материала и характеристики обрабатываемого элемента; экономические характеристики - размер партии. На выбор инструмента влияют форма и размеры обрабатываемого элемента, причем каждый вид инструмента рассчитан на определенный диапазон размеров элемента. Поэтому в алгоритме выбора вида РИ участвуют предельные размеры основного обрабатываемого элемента для каждого вида инструмента. Так как у каждого конструктивного элемента заготовки свой перечень основных размеров , то необходимо выбрать те параметры, которые в первую очередь влияют на выбор вида инструмента.
2.Выбор типоразмера инструмента. Если найдено несколько типоразмеров ( nk > 0 ), то выбирается типоразмер с наибольшим приоритетом. Наименование mt найденного типоразмера заносится в технологическую карту. Если поиск типоразмера закончился неудачно ( nk = 0 ) , то выбирается следующий из найденных ранее видов РИ для последующего поиска типоразмеров, либо составляется задание на проектирование и изготовление специального инструмента.
3.Определение возможности использования пройденного типоразмера инструмента для заданной ситуации. На третьем этапе выбранный инструмент надо проверить на возможность использования в конкретных условиях. Иначе говоря, необходимо проверить найденное РИ по тем параметрам, которые не участвовали при поиске типоразмера
Наростообразование при резании.
При определенных условиях на передней поверхности режущего инструмента образуется нарост: частицы металла привариваются к передней поверхности, наслаиваются друг на друга, образуя относительно неподвижное клинообразное тело.
Физическая сущность процесса наростообразования чрезвычайно сложна и до настоящего времени полностью не изучена. Как показывают исследования для образования нароста необходимы два основных условия:
1. Площадка контакта на передней поверхности должна быть полностью или хотя бы частично очищена от окисных и адсорбированных пленок, т.е. должна быть ювенильной (физически и химически чистой);
2. Температура и нормальные нагрузки на передней поверхности режущего инструмента должны быть такими, при которых в прирезцовых слоях стружки создается сложное напряженное состояние, соответствующее невыполнению условия пластичности.
При условиях, указанных выше, происходит адгезионное взаимодействие ювенильных поверхностей прирезцового слоя стружки и материала передней поверхности режущего инструмента.
В результате сил адгезии происходит прочное соединение этого прирезцового слоя стружки к передней поверхности – образуется первый слой нароста. При перемещении стружки по этому слою происходит аналогичное адгезионное взаимодействие и образуется второй слой нароста и т.д. Это приводит к увеличению высоты нароста. Из-за высокой шероховатости отдельных слоев нароста облегчается доступ к ним кислорода воздуха. В результате этого слои нароста окисляются, что приводит к уменьшению трения, и каждый последующий слой нароста по длине становится короче предыдущего и нарост приобретает форму клина.
Нарост явление непостоянное, он постепенно увеличивается до определенной высоты для конкретных режимов резания и затем разрушается. Часть нароста уносится стружкой, а другая – уже обработанной поверхностью.
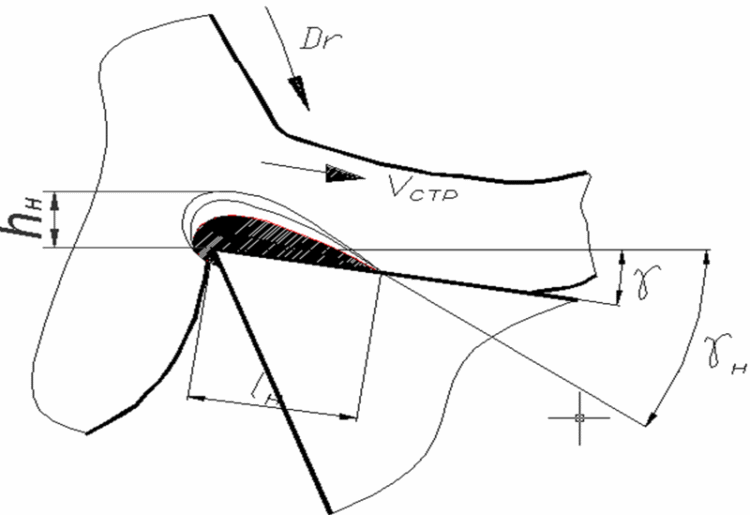
Рис. 28 Схема строения нароста
Разрушение нароста происходит по следующим причинам:
1. С увеличением высоты уменьшается его прочность и он хуже сопротивляется нагрузке со стороны стружки;
2. При большой высоте из-за образования зазоров между наростом, стружкой и обрабатываемым материалом он перестает находится в условиях всестороннего сжатия.
Нарост имеет следующие зоны (рис.28):
1. полностью неподвижная зона;
2. зона, в которой скорость частиц металла изменяется от 0 до скорости стружки.
Нарост характеризуется следующими параметрами: hн – высота нароста; lн – длина подошвы нароста; ?н (?ф) – угол нароста (фактический передний угол).
Положительные свойства нароста: твердость нароста в 2-2.5 раза выше твердости основного материала, следовательно, нарост упрочняет режущий клин и осуществляет резание; нарост увеличивает передний угол инструмента (?ф) и, тем самым, облегчает процесс резания; располагаясь на передней поверхности и нависая над задней, нарост защищает их от износа.
Отрицательные свойства нароста: т.к. нарост периодически образуется и разрушается (часть нароста уносится сходящей стружкой, а другая попадает на уже обработанную поверхность) ухудшается шероховатость обработанной поверхности, уменьшается точность обработки и образование и срыв нароста может привести к образованию вибраций.
О