

Метчики, их виды и назначение, условия работы и элементы конструкции и геометрии.
Метчики широко используются в машиностроении для нарезания резьбы в отверстиях заготовок и весьма разнообразны по конструкциям и геометрическим параметрам.
Метчик - это винт, превращенный в инструмент путем прорезания стружечных канавок и создания на режущих зубьях передних, задних и других углов. Для крепления на станке или в воротке он снабжен хвостовиком. Режущая часть метчика изготавливается чаще всего из быстрорежущей стали, реже из твердого сплава.
Условия резания при снятии стружки метчиком очень тяжелые из-за несвободного резания, больших сил резания и трения, а также затрудненных условий удаления стружки. Кроме того, метчики имеют пониженную прочность из-за ослабленного поперечного сечения. Особенно отрицательно это сказывается при нарезании резьбы в вязких материалах метчиками малых диаметров, которые часто выходят из строя из-за поломок, вызванных пакетированием стружки.
Достоинствами метчиков являются: простота и технологичность конструкции, возможность нарезания резьбы за счет самоподачи, высокая точность резьбы, определяемая точностью изготовления метчиков.
По конструкции и применению метчики делят на следующие типы:
ручные (слесарные) - с ручным приводом, изготавливаются комплектами из двух или трех номеров;
машинно-ручные одинарные или в комплекте из двух номеров - с ручным или станочным приводом;
машинные одинарные - со станочным приводом;
гаечные - для нарезания резьбы в гайках на специальных станках;
плашечные и маточные - для нарезания и, соответственно, калибрования резьбы в резьбонарезных плашках;
специальные - для нарезания резьб различных профилей: трапецеидальных, круглых, упорных и т.д., а также сборные регулируемые, метчики-протяжки, конические метчики и др.
Конструктивные элементы метчиков и геометрические параметры режущей части. Несмотря на большое разнообразие типов метчиков, они имеют общие основные части, конструктивные элементы и геометрию режущей части, которые рассмотрим ниже на примере метчиков для нарезания остроугольной крепежной резьбы, получивших наибольшее распространение на практике.
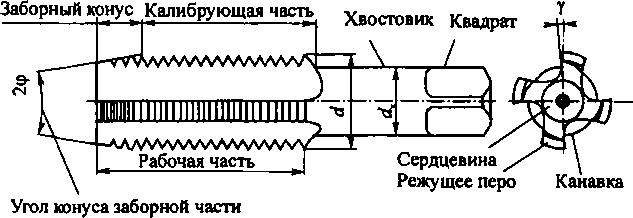
Основными частями метчика (рис. 9.13) являются: режущая (заборная) и калибрующая части, стружечные канавки, число перьев и зубьев, хвостовик с элементами крепления. К геометрическим параметрам относятся: ф - угол заборного конуса, играющий роль угла в плане; у и а - передний и задний углы на режущих кромках; ш - угол наклона винтовых стружечных канавок; X - осевой угол подточки передней поверхности.
Режущая часть метчика выполняет основную работу по срезанию припуска, формированию профиля нарезаемой резьбы и удалению стружки из зоны резания. Она определяет точность резьбы и стойкость метчиков.
Для распределения припуска между зубьями режущая часть выполняется на поверхности усеченного конуса, называемого заборным, с углом ф наклона его образующей к оси. Если режущая часть получается путем срезания на конус резьбы исходного винта, то высота зубьев на нем переменная.
При этом зубья на длине режущей части 1\ срезают припуск во впадине резьбы детали по генераторной схеме, т.е. каждый режущий зуб участвует в формировании профиля резьбы (рис. 9.14). Использование такой схемы значительно упрощает технологии изготовления и заточки метчиков.
Известны и другие предложения по оформлению режущей части метчика, например по использованию профильной схемы резания, когда на заборном конусе нарезаются зубья с полным профилем резьбы или в качестве образующей заборной части берется не прямая, а дуга окружности и др. Хотя эти варианты и позволяют повысить стойкость метчиков и точность нарезаемой резьбы, но они существенно увеличивают трудоемкость изготовления метчиков и поэтому не нашли широкого практического применения. При генераторной схеме резания главными режущими кромками являются вершинные кромки переменной ширины, а боковые кромки зубьев - вспомогательными.
Число режущих зубьев метчика
z = zKn,
где zK - число стружечных канавок; п - число режущих зубьев.
Место и значение обработки резанием среди других методов размерного формообразования деталей. Сущность процесса заключается в том, что с помощью режущего инструмента с заготовки удаляют в определенных местах так называемый припуск, последовательно приближая ее форму и размеры к требуемым, превращая ее в готовое изделие. Обработку резанием можно производить вручную и с помощью станков. При ручной обработке в качестве инструмента используют зубчатую пилу (ножовку), стамеску и долото, топор, рубанок и фуганок, резец, сверло, рашпиль и напильник, зубило, надфиль, метчик и плашку, абразивный брусок или наждачную бумагу; при станочной обработке - резец, фрезу, ножовку, ленточную или дисковую зубчатую пилу, сверло, протяжку и долбяк, метчик и плашку, абразивный круг и др.
Преимуществом обработки материалов резанием является возможность получения геометрической формы точных размеров с низкой шероховатостью поверхности при различном типе производства. Резанием обрабатывают различные материалы, свойства которых лежат в широком диапазоне: это пластичные и хрупкие материалы, металлические и неметаллические, природные и искусственные, твердые и мягкие. В подавляющем большинстве случаев, чтобы обеспечить требуемую точность размеров и формы, расположения поверхностей детали, необходимо на заключительной стадии изготовления деталей применять обработку резанием. Выполненные при обработке размеры, форма и расположение поверхностей и их шероховатость определяют фактические зазоры и натяги в соединениях деталей машин и механизмов, влияющие на их качество, технические и экономические показатели продукции.
Методика расчета режимов резания при сверлении.
Режимом резания называется совокупность элементов, определяющих условия протекания процесса резания.
К элементам режима резания относятся – глубина резания, подача, период стойкости режущего инструмента, скорость резания, частота вращения шпинделя, сила и мощность резания.
1. Глубина резания t, мм. При сверлении глубина резания t = 0,5 D, D – диаметр отверстия после обработки. 2. Подача s, мм/об. При сверлении отверстий без ограничивающихся факторов выбираем максимально допустимую по прочности сверла подачу.
3. Скорость резания vр, м/мин.
Скорость резания при сверлении
![]()
![]() Значения
коэффициентов Сv и
показателей степени m, x, y, q приведены
для сверления в специальных таблицах.
Общий
поправочный коэффициент на скорость
резания, учитывающий фактические условия
резания,
Кv = Кмv
Киv Кιv,
где
Кмv - коэффициент на
обрабатываемый
Киv
– коэффициент на инструментальный
материал
Кιv, -
коэффициент учитывающий глубину
сверления
Значения
коэффициентов Сv и
показателей степени m, x, y, q приведены
для сверления в специальных таблицах.
Общий
поправочный коэффициент на скорость
резания, учитывающий фактические условия
резания,
Кv = Кмv
Киv Кιv,
где
Кмv - коэффициент на
обрабатываемый
Киv
– коэффициент на инструментальный
материал
Кιv, -
коэффициент учитывающий глубину
сверления
4. Частоту вращения n, об/мин, рассчитывают
по формуле
![]() об/мин,
где
vp – скорость резания,
м/мин;
D – диаметр отверстия,
мм.
После расчета частоты вращения
принимают ее ближайшее меньшее значение
по паспорту станка (приложение 3). Затем
уточняют скорость резания по принятому
значению nпр.
об/мин,
где
vp – скорость резания,
м/мин;
D – диаметр отверстия,
мм.
После расчета частоты вращения
принимают ее ближайшее меньшее значение
по паспорту станка (приложение 3). Затем
уточняют скорость резания по принятому
значению nпр.
![]() 5.
Крутящий момент Mкр, Н·м, и
осевую силу Ро, Н, рассчитывают
по формулам:
при сверлении
Мкр
= 10 СмDqsyКр
;
Р0 = 10 Ср
DqsyКр
;
Значения См
и Ср и показателей
степени q, x, y приведены в
таблицах.
Коэффициент Kp,
учитывающий фактические условия
обработки, в данном случае зависит
только от материала обрабатываемой
заготовки и определяется выражением
Кр
= Кмр.
6. Мощность
резания Ne, кВт, определяют по
формуле:
5.
Крутящий момент Mкр, Н·м, и
осевую силу Ро, Н, рассчитывают
по формулам:
при сверлении
Мкр
= 10 СмDqsyКр
;
Р0 = 10 Ср
DqsyКр
;
Значения См
и Ср и показателей
степени q, x, y приведены в
таблицах.
Коэффициент Kp,
учитывающий фактические условия
обработки, в данном случае зависит
только от материала обрабатываемой
заготовки и определяется выражением
Кр
= Кмр.
6. Мощность
резания Ne, кВт, определяют по
формуле:
![]() где
nпр - частота вращения
инструмента или заготовки, об/мин,
Мощность
резания не должна превышать эффективную
мощность главного привода станка Nе<Nэ
(
где
nпр - частота вращения
инструмента или заготовки, об/мин,
Мощность
резания не должна превышать эффективную
мощность главного привода станка Nе<Nэ
(![]() ,
где Nдв - мощность двигателя,
- кпд станка).
Если условие не выполняется и NеNэ,
снижают скорость резания. Определяют
коэффициент перегрузки
,
где Nдв - мощность двигателя,
- кпд станка).
Если условие не выполняется и NеNэ,
снижают скорость резания. Определяют
коэффициент перегрузки
![]() рассчитывают
новое меньшее значение скорости резания
рассчитывают
новое меньшее значение скорости резания
![]() .
Также
проверяют подачу станка и по допустимому
усилию
.
Также
проверяют подачу станка и по допустимому
усилию
![]() ,
где Рост – осевая
сила станка
,
где Рост – осевая
сила станка
7. Основное время То, мин,
рассчитывают по формуле
![]() ,
где
L – длина рабочего хода инструмента,
мм;
Длина рабочего хода, мм, равна
L=l+l1+l2,
где
l – длина обрабатываемой поверхности,
мм;
l1 и l2
– величины врезания и перебега
инструмента, мм
,
где
L – длина рабочего хода инструмента,
мм;
Длина рабочего хода, мм, равна
L=l+l1+l2,
где
l – длина обрабатываемой поверхности,
мм;
l1 и l2
– величины врезания и перебега
инструмента, мм
Методика расчета режимов резания при точении.
Назначение режимов резания основывается на определении глубины, подачи и скорости резания, при которых будет обеспечена наиболее экономичная и производительная обработка поверхности (при условии выполнения заданных технических требований) по точности и шероховатости обработанной поверхности..
1. Выбирается марка инструментального материала и геометрические параметры режущей части инструмента. 2. Выбирается глубина резания. Глубина резания в основном определяется припуском на обработку, который по возможности стремятся удалить за один проход.
t=(D-d)/2,
3. Назначается подача. При черновой
обработке подача назначается с учетом
следующих факторов: размеров державки
резца, диаметра детали, глубины резания
и марки обрабатываемого материала. Для
чистовой (и получистовой) обработки
подача выбирается в зависимости от
![]() при
вершине резца,
при
вершине резца,
![]() резания
и обрабатываемого материала, из всех
подач выбирается минимальная подача
резания
и обрабатываемого материала, из всех
подач выбирается минимальная подача
![]() ,
которая корректируется по станку.
4.
Выбирается скорость резания
по
таблицам, подсчитываются обороты
,
которая корректируется по станку.
4.
Выбирается скорость резания
по
таблицам, подсчитываются обороты
![]() и
корректируются по станку. Скорость
резания выбирается в соответствии с
определенными значениями глубины
резания, подачи и стойкости режущего
инструмента, геометрических параметров
режущей части. Скорость резания
назначается по соответствующим нормативам
режимов резания или подсчитывается по
эмпирическим формулам. v=πDn/1000 м/мин
и
корректируются по станку. Скорость
резания выбирается в соответствии с
определенными значениями глубины
резания, подачи и стойкости режущего
инструмента, геометрических параметров
режущей части. Скорость резания
назначается по соответствующим нормативам
режимов резания или подсчитывается по
эмпирическим формулам. v=πDn/1000 м/мин
5. Проверяется выбранный режим резания
по прочности механизма подачи станка
и по прочности пластинки твердого
сплава. При этом должно выполнятся
неравенство![]() .
6.
Проверяется выбранный режим резания
по мощности или двойному крутящему
моменту
.
6.
Проверяется выбранный режим резания
по мощности или двойному крутящему
моменту
![]() ,
причем
,
причем
![]() .
7.
Подсчитывается
.
7.
Подсчитывается
![]()
![]() ,
,
![]()
После выбора всех трех элементов режима резания проверяется их соответствие мощности станка по формуле
N ст = (Pz * v)/(60*102*η) квт,
где Рz — сила резания в н (кГ); v— скорость резания в м/мин; η — коэффициент полезного действия станка.