

Инструментальная легированная сталь.
Получают путем введения в инструментальную углеродистую сталь легирующих элементов - хрома, вольфрама, молибдена, ванадия и др. После соответствующей термической обработки эти стали выдерживают в процессе резания, нагрев до температуры 250 - 300 С, что позволяет инструменту, изготовленному из этих сталей, работать со скоростью резания, примерно в 3 – 4 раза большей по сравнению со скоростью резания инструментов из инструментальной углеродистой стали. Эта сталь идет для изготовления различного инструмента: ударно-штампового, измерительного, режущего, инструмента. Наиболее широко из этой группы сталей применяются: 9ХС - сверла, развертки, метчики, плашки, гребенки, фрезы; ХВГ - протяжки, длинные метчики, плашки. При введении определенных легирующих примесей сталь приобретает красностойкость, износоустойчивость, получает глубокую прокаливаемость; она имеет высокую прочность, твердость и хорошо противостоит ударным нагрузкам. Важнейшие легирующие примеси инструментальной легированной стали: хром, вольфрам, молибден, марганец, кремний. Содержание углерода в этой стали может быть ниже, чем в углеродистой, и колеблется от 0,3 до 2,3%. Инструментальные легированные стали обозначаются цифрой, характеризующей массовое содержание углерода в десятых долях процента ( если цифра отсутствует, содержание углерода 1 %), за которой следуют буквы, соответствующие легирующим элементам ( Г - марганец, X -хром, С - кремний, В - вольфрам, Ф - ванадий), и цифры, обозначающие содержание элемента в процентах. Инструментальные легированные стали глубокой прокаливаемости марок 9ХС, ХВСГ, X, 1IX, ХВГ отличаются малыми деформациями при термической обработке.
Инструментальные легированные стали (повышенной прокаливаемости) закаливают, как правило, в масле, что уменьшает опасность образования трещин, деформации и коробления. Это имеет важное значение для инструментов сложной формы. Стали с небольшим содержанием легирующих элементов, так же как и углеродистые стали, подвергают закалке в воде.
В отдельную группу выделяют быстрорежущие стали. Они применяются для изготовления режущего инструмента – резцов, сверл, фрез. Важнейшие свойства этой стали – высокая твердость и красностойкость до 600°C (такой нагрев вызывается высокой скоростью резания). Благодаря применению быстрорежущей стали повышается стойкость инструмента и увеличивается производительность обработки. Важнейшими легирующими элементами являются вольфрам (в количестве не менее 9%), ванадий (1-2%), хром (не менее 4%). Кроме того, в быстрорежущей стали могут находиться молибден, кобальт и в небольшом количестве – никель. В настоящее время широко применяются стали марок Р18, Р9, Р9Ф5, Р18Ф2, Р9К5, Р9К10, Р10К5Ф5, Р18М, Р9М, Р6М5 и др.
Источники теплоты в зоне резания, баланс теплоты при резании.
Процесс резания металлов всегда сопровождается значительным теплообразованием. Тепло возникает в зоне стружкообразования из-за пластического деформирования, сдвигов и отрыва металла (внутреннее тепло); трения стружки о переднюю поверхность инструмента и задних поверхностей инструмента о заготовку. Благодаря большой скорости перемещения стружки по передней поверхности инструмента и трения задней поверхности о заготовку в зоне контактов концентрируется большое количество тепла, разогревая прирезцовый слой стружки до температуры 800 — 1200°С. Металл переходит в пластическое состояние, вследствие чего создаются условия для трения скольжения. Процесс резания металлов сопровождается значительным тепловыделением в результате того, что механическая работа резания переходит в тепловую энергию. Основными источниками возникновения тепла в зоне резания являются:
1. внутреннее трение между частицами срезаемого слоя в результате его пластической деформации при образовании стружки (Q1 );
2. трение стружки о переднюю поверхность инструмента (Q 2);
3. трение поверхности резания и обработанной поверхности по задним поверхностям инструмента ( Q3).
Схема расположения источников тепла в зоне резания представлена на рис.1.
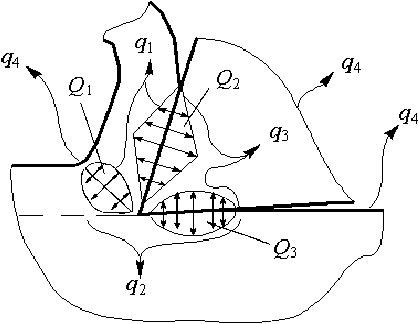
Рис.1. Источники тепла в зоне резании.
Наиболее интенсивное выделение тепла происходит в области стружкообразования, прилегающей к плоскости скалывания 1—1 в этой области теплота выделяется в результате двух одновременно протекающих процессов: во-первых, в результате пластической деформации сдвига элементов образующейся стружки по плоскости скалывания; во-вторых, в результате пластической деформации сжатия и частично пластической деформации смятия тонкого слоя металла примыкающего к плоскости скалывания со стороны срезаемого слоя припуска. Этот слой показан на рис.2. и выделен штриховкой.
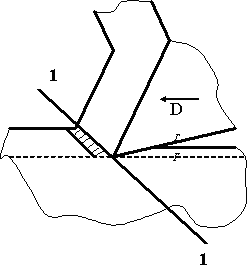
Рис.2. Слой упруго-пластической деформации впереди зоны стружкообразования, перед плоскостью скалывания 1-1
Баланс теплоты при резании. Упругая деформация всегда предшествует пластической деформации и потому имеет место и при пластической деформации срезаемого слоя при резании металлов. Пластическая деформация в этом слое обнаруживается путем измерения микро твердости и существует по той же причине, что и деформация материала под поверхностью резания и под обработанной поверхностью. Возможное количество тепла, выделяющегося в результате упругой деформации невелико, но предполагать вероятность этого процесса и учитывать его существование необходимо. Общее количество выделяющегося при резании тепла равно сумме тепла, выделившегося во всех перечисленных выше источниках:
![]()
Тепло, образующееся в процессе резания, не аккумулируется в местах его образования, а распространяется от точек с более высокой температурой к точкам с низкой температурой. Из зоны резания тепло уносится со стружкой (q1), передается в заготовку (q2) и инструмент (q3) и распространяется в окружающую среду (q4).Тепловой баланс процесса резания может быть выражен уравнением:
Q1 + Q2 + Q3 = q1 + q2 + q3 + q4
Соотношение количества тепла, отводимого со стружкой в деталь, в инструмент и окружающую среду, зависит от физико-механических свойств обрабатываемого материала, режима резания, геометрии режущего инструмента и внешних условий, в которых осуществляется резание
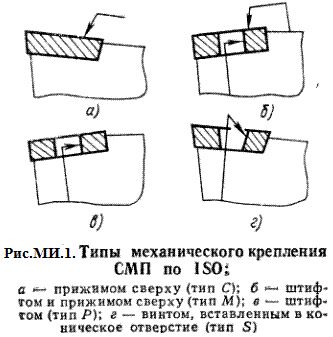
Инструменты составной и сборной конструкции. Типовые конструкции крепления рабочих элементов Сборные инструменты занимают важное место при обработке металлов резанием. Они охватывают довольно широкую номенклатуру, но основными типами являются фрезы, зенкеры, развертки. С точки зрения требований, предъявляемых к методам и конструкциям крепления, эти инструменты имеют много общего. Из других типов сборных инструментов необходимо указать на пилы, токарные, строгальные и расточные резцы, червячные зуборезные фрезы, дисковые и пальцевые зуборезные фрезы, протяжки, метчики калибровочные больших диаметров, фрезы резьбонарезные, долбяки крупных размеров. Методы и конструкции сборных инструментов второй группы отличаются специфическими особенностями, присущими часто только одному определенному типу инструментов. Сборные инструменты обладают целым рядом преимуществ ло сравнению с монолитными. Корпус инструмента может быть использован для многократной замены всех окончательно изношенных зубьев на комплект новых зубьев. Благодаря этому обеспечивается более высокий коэффициент использования корпуса. Сборные инструменты из-за наличия деталей крепления, не обеспечивающих иногда плотного прилегания сопряженных поверхностей, обладают меньшей виброустойчивостью по сравнению с монолитными инструментами. Виброустойчивость особенно нужна при оснащении сборных инструментов твердыми сплавами и минерало-керамикой, как работающими на высоких скоростях резания и обладающими повышенной хрупкостью.
Сборные инструменты имеют следующие достоинства:
- экономия твёрдого сплава и конструкционной стали за счёт многократного использования корпуса инструмента
- удобство и быстрая смена затупившейся режущей кромки.
- достаточно высокая точность позиционирования вершины СМП,
обеспечивающая использование инструмента без дополнительной настройки и регулировки режущих элементов;
- отсутствие операции затачивания. Однако 2-,3-,4-кратное восстановление СМП должно считаться нормой;
- повышение производительности труда в 1,5 раза и снижение расхода твёрдого сплава до 20%.
К
Комбинированные инструменты для обработки отверстий. Комбинированные инструменты - это соединение двух и более одно- или разнотипных инструментов, закрепленных на одном корпусе, которое позволяет за один проход совмещать несколько операций или переходов. Благодаря этому значительно сокращается машинное и вспомогательное время и повышается производительность процесса обработки отверстий. Эти инструменты применяются на сверлильных, револьверных, расточных, агрегатных станках, токарных автоматах, автоматических линиях и обрабатывающих центрах.
При обработке цилиндрических отверстий широко используются комбинированные инструменты, являющиеся соединениями инструментов разных типов: сверло - зенкер, сверло - метчик, сверло - развертка, зенкер - развертка и др.
При обработке ступенчатых отверстий применяются соединения однотипных инструментов: ступенчатые сверла, зенкеры, развертки и др. При этом значительно уменьшается отклонение от соосности ступеней и повышается точность размеров между торцами обработанных поверхностей. Число ступеней в таких инструментах может доходить до шести, а число объединенных элементарных инструментов - до пяти. Выбор числа ступеней определяется требованиями достижения наибольшей производительности, точности и низкой шероховатости обработанных отверстий. Диаметры промежуточных ступеней инструмента назначают в зависимости от вида ступеней, величины снимаемого припуска, а также от схемы распределения припуска между ступенями. Диаметр последней ступени рассчитывают с учетом допуска на диаметр обработанного отверстия, величины его разбивки или усадки и допуска на износ инструмента.
Число зубьев у комбинированных инструментов с целью удобства измерения при контроле диаметра принимается четным и берется в зависимости от припуска на обработку, условий отвода стружки и величин сил и крутящих моментов, действующих на инструмент.
Для обеспечения надежного отвода стружки увеличивают размеры и угол наклона стружечных канавок, применяют стружкодробящие устройства и внутреннее напорное охлаждение. При этом стружкоотводящие канавки каждой ступени должны плавно сопрягаться с канавкой последующей ступени, не создавая препятствий для отвода стружки.
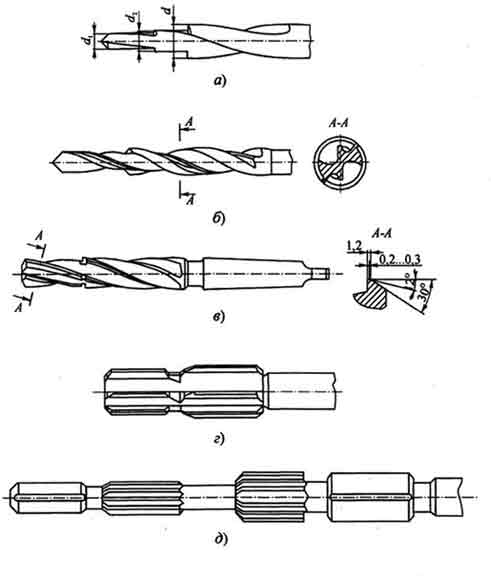
а, б - сверла; в - зенкер; г, д - развертка подводом СОЖ; 1 - режущая пласина; 2 - кассета; 3 - направляющая
Ступенчатые сверла применяют в основном двух вариантов:
1) все ступенчато расположенные части разных диаметров сверла имеют одну общую канавку (рис. 7, а);
2) каждая из составляющих частей сверла имеет свои стружечные канавки по длине рабочей части инструмента (рис. 7, 6). Из них сверла первого варианта значительно проще в изготовлении, чем сверла второго варианта, но имеют меньший запас на переточку.
Для надежного направления сверла при обработке отверстий с помощью кондукторной втулки длину сверла меньшего диаметра необходимо делать не более 3d1. Угол наклона стружечных канавок назначают по наибольшему диаметру сверла с учетом свойств обрабатываемого материала. Сверла диаметром 3...10 мм изготавливают с цилиндрическим хвостовиком, а диаметром более 6 мм г с коническим хвостовиком.
Ступенчатый зенкер (рис. 7, в) должен иметь канавки, объем которых позволял бы надежно отводить стружку от обеих ступеней зенкера. С целью облегчения заточки ступенчатые зенкеры часто делают сборными. При этом первую ступень зенкера выполняют в виде отдельного зенкера, снабженного коническим хвостовиком, входящим в соответствующее коническое отверстие зенкера, который предназначен для обработки второй ступени.
Применяют ступенчатые сборные зенкеры со вставными ножами, а также оснащенные твердосплавными СМП.
Ступенчатая развертка (рис. 7, г) представляет собой инструмент для совмещенной обработки нескольких отверстий, расположенных соосно.
Для повышения точности обработки комбинированные развертки снабжают передними и (или) задними направляющими (рис. 7, д) либо направляющими, расположенными в средней части развертки.
При токарной обработке для получения центровых отверстий широко применяются комбинированные центровочные сверла. В зависимости от формы центровых отверстий центровочные сверла делятся на типы: А, В, R и др. (рис. 8). Центровочные сверла представляют собой комбинацию двух инструментов: сверла и зенкера - и состоят, соответственно, из сверловочной и зенковочной частей. С целью повышения общей стойкости центровочные сверла изготавливают двухсторонними.
Стружечные канавки центровых сверл винтовые, наклонные под углом ω = 5° к оси инструмента. Профиль сечения канавок прямолинейный с углом 90... 110°. Ленточка на сверловочной и зенковочной частях отсутствует. Вместо нее спинку затылуют по архимедовой спирали. При этом величина спада затылка обеспечивает в сечении, перпендикулярном к оси инструмента, задний угол α = 1...2°.
Диаметр сердцевины центровочного сверла d0 = (0,20...0,25)d1 и увеличивается по направлению к зенковочной части на 0,25...0,40 мм на каждые 25 мм длины, а диаметр сверловочной части уменьшается в этом же направлении на 0,05...0,10 мм на 25 мм длины. Заточка вершины сверловочной части центровочного сверла аналогична заточке спиральных сверл.