

Система сил в процессе резания. Работа резания. Расчет мощности резания.
При обработке резанием металл оказывает
сопротивление режущему инструменту.
Это сопротивление преодолевается силой
резания, приложенной к передней
поверхности инструмента. Сила резания
направлена перпендикулярна передней
поверхности резца. Сила резания
затрачивается на отрыв элемента стружки
от основной массы металла и его деформацию,
а также на преодоление трения стружки
о переднюю поверхность резца и задней
поверхности резца о поверхность резания.
В результате сопротивления металла
процессу деформирования возникают
реактивные силы, действующие на режущий
инструмент.
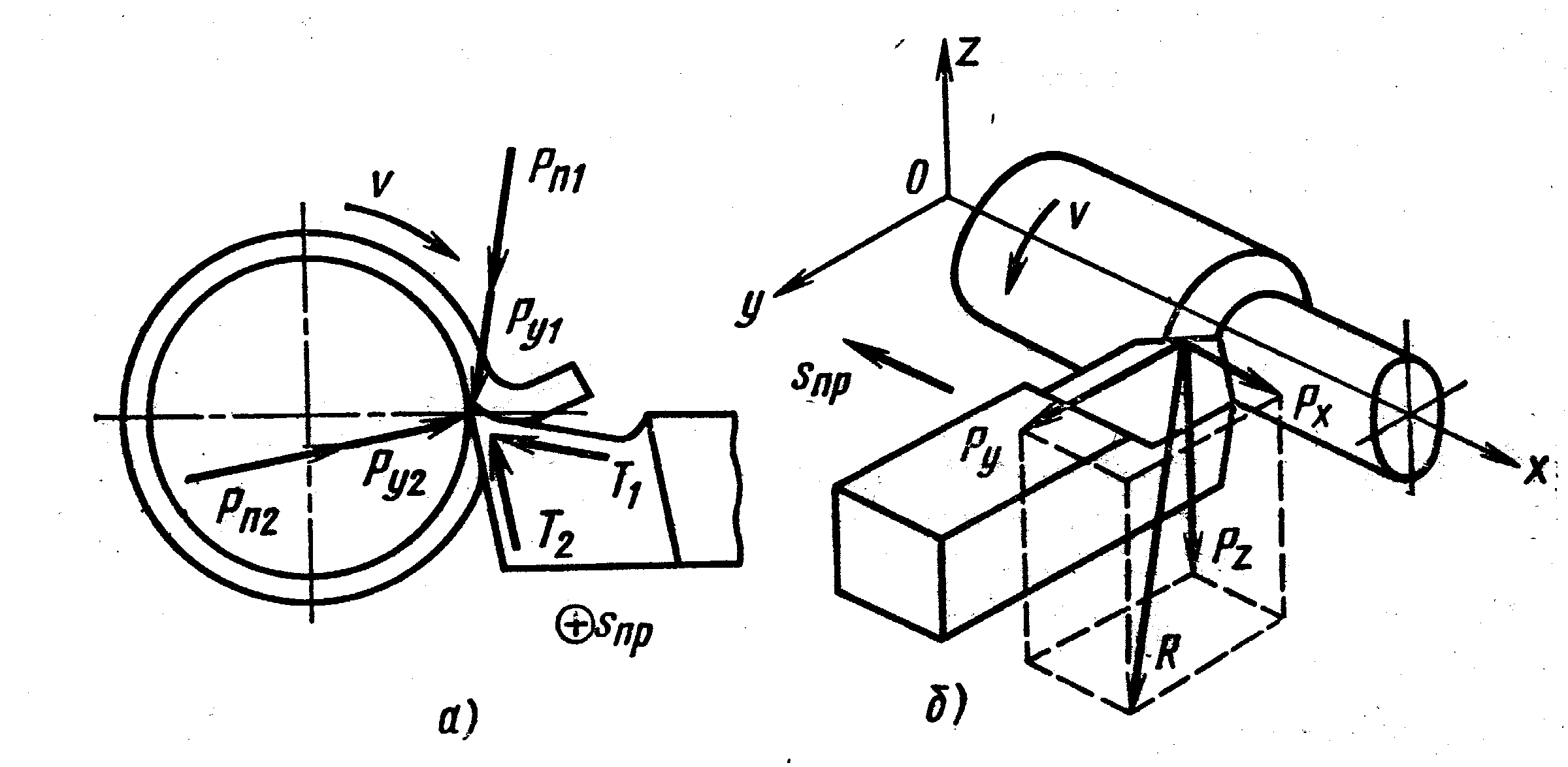 Это
силы упругого (Ру1 и Ру2)
и пластического (Рп1 и Рп2)
деформирования, векторы которых
направлены перпендикулярно к передней
и главной задней поверхностям инструмента.
Наличие нормальных сил обуславливает
возникновение сил трения Т1
и Т2, направленных по
передней и главной задней поверхностям
инструмента. Всю указанную систему сил
приводят к равнодействующей силе
резания:
Это
силы упругого (Ру1 и Ру2)
и пластического (Рп1 и Рп2)
деформирования, векторы которых
направлены перпендикулярно к передней
и главной задней поверхностям инструмента.
Наличие нормальных сил обуславливает
возникновение сил трения Т1
и Т2, направленных по
передней и главной задней поверхностям
инструмента. Всю указанную систему сил
приводят к равнодействующей силе
резания:
![]() .
Сила
РZ –вертикальная составляющая
силы резания или просто сила резания.
Действует в плоскости резания в
направлении главного движения. По силе
Рz определяют крутящий
момент на шпинделе станка, эффективную
мощность резания, деформацию изгиба
заготовки в плоскости ХОZ, изгибающий
момент, действующий на стержень резца,
а также ведут динамический расчет
механизмов коробки скоростей станка.
Сила
РУ –радиальная
составляющая силы резания. Действует
перпендикулярно оси обрабатываемой
заготовки в плоскости ХОУ. По силе Ру
определяют величину упругого
отжатия резца от заготовки, ведут расчет
технологической системы на жесткость.
Сила Ру стремится оттолкнуть
резец от заготовки и деформировать ее.
Учитывается при расчете прочности
станины и суппорта, способствует
появлению вибраций.
Сила РХ
– осевая составляющая силы резания.
Действует вдоль оси заготовки параллельно
направлению продольной подачи. По силе
Рz рассчитывают механизм
подачи станка, а также изгибающий момент,
действующий на стержень резца.
Равнодействующая
силы резания (Н) определяется как
диагональ параллелепипеда, построенного
на составляющих сил:
.
Сила
РZ –вертикальная составляющая
силы резания или просто сила резания.
Действует в плоскости резания в
направлении главного движения. По силе
Рz определяют крутящий
момент на шпинделе станка, эффективную
мощность резания, деформацию изгиба
заготовки в плоскости ХОZ, изгибающий
момент, действующий на стержень резца,
а также ведут динамический расчет
механизмов коробки скоростей станка.
Сила
РУ –радиальная
составляющая силы резания. Действует
перпендикулярно оси обрабатываемой
заготовки в плоскости ХОУ. По силе Ру
определяют величину упругого
отжатия резца от заготовки, ведут расчет
технологической системы на жесткость.
Сила Ру стремится оттолкнуть
резец от заготовки и деформировать ее.
Учитывается при расчете прочности
станины и суппорта, способствует
появлению вибраций.
Сила РХ
– осевая составляющая силы резания.
Действует вдоль оси заготовки параллельно
направлению продольной подачи. По силе
Рz рассчитывают механизм
подачи станка, а также изгибающий момент,
действующий на стержень резца.
Равнодействующая
силы резания (Н) определяется как
диагональ параллелепипеда, построенного
на составляющих сил:
![]() Каждая
из составляющих силы резания определяется
по эмпирическим формулам вида:
Каждая
из составляющих силы резания определяется
по эмпирическим формулам вида:
![]() ,
Н
,
Н
где i=x,y,z; Cpi, xpi, ypi, kpi - справочные коэффициенты, зависящие от свойств инструментального и обрабатываемого материалов, геометрии инструмента и т.д; t - глубина резания (мм); s - величина подачи (мм/об).
Эффективной мощностью Nе
называют мощность, расходуемую на
процесс деформирования и срезания с
заготовки слоя металла. При точении
цилиндрической поверхности на
токарно-винторезном станке эффективная
мощность
![]() ,
кВт
где n –частота вращения
заготовки, об/мин.
Величина мощности
от силы
,
кВт
где n –частота вращения
заготовки, об/мин.
Величина мощности
от силы
![]() составляет
1-2% от всей мощности. Поэтому ею пренебрегают
и мощность Nе определяют
по формуле:
составляет
1-2% от всей мощности. Поэтому ею пренебрегают
и мощность Nе определяют
по формуле:
![]() ,кВт
Мощность,
расходуемая электродвигателем
,кВт
Мощность,
расходуемая электродвигателем
![]() ,
где
,
где
![]() -
к.п.д. станка, равный 0,7 – 0,8.
-
к.п.д. станка, равный 0,7 – 0,8.
Сверхтвердые инструментальные материалы Одним из направлений совершенствования режущих свойств инструментов, позволяющим повысить производительность труда при механической обработке, является увеличение твердости и теплостойкости инструментальных материалов. Наиболее перспективными в этом отношении являются синтетические сверхтвердые материалы (СТМ) на основе алмаза и нитрида бора.
Алмазы и алмазные инструменты широко используются при обработке деталей из различных материалов. Для алмазов характерны исключительно высокие твердость и износостойкость. По абсолютной твердости алмаз в 4-5 раз тверже твердых сплавов и в десятки и сотни раз превышает износостойкость других инструментальных материалов при обработке цветных сплавов и пластмасс. Кроме того, вследствие высокой теплопроводности алмазы лучше отводят теплоту из зоны резания, что способствует гарантированному получению деталей без прижогов на поверхности. Однако алмазы весьма хрупки, что сильно сужает область их применения. Для изготовления режущих инструментов основное применение получили искусственные алмазы, которые по своим свойствам близки к естественным. При больших давлениях и температурах в искусственных алмазах удается получить такое же расположение атомов углерода, как и в естественных. Масса одного искусственного алмаза обычно составляет 1/8...1/10 карата (1 карат — 0,2 г). Вследствие малости размеров искусственных кристаллов они непригодны для изготовления таких инструментов, как сверла, резцы и другие, а поэтому применяются при изготовлении порошков для алмазных шлифовальных кругов и притирочных паст.
Лезвийные алмазные инструменты выпускаются на основе поликристаллических материалов типа «карбонадо» или «баллас». Эти инструменты имеют длительные размерные периоды стойкости и. обеспечивают высокое качество обработанной поверхности. Применяются они при обработке титановых, высококремнистых алюминиевых сплавов, стеклопластиков и пластмасс, твердых сплавов и других материалов.
Алмаз как инструментальный материал имеет существенный недостаток: при повышенной температуре он вступает в химическую реакцию с железом и теряет работоспособность. Для того чтобы обрабатывать стали, чугуны и другие материалы на основе железа, созданы сверхтвердые материалы, химически инертные к нему. Такие материалы получены по технологии, близкой к технологии получения алмазов, но в качестве исходного вещества используется не графит, а нитрид бора.
Поликристаллы плотных модификаций нитрида бора превосходят по теплостойкости все материалы, применяемые для лезвийного инструмента: алмаз — в 1,9 раза, быстрорежущую сталь — в 2,3 раза, твердый сплав — в 1,7 раза, минералокерамику — в 1,2 раза [5,6].
Эффективность применения лезвийных инструментов из различных марок композитов связана с совершенствованием конструкций инструментов и технологии их изготовления и с определением рациональной области их использования: композиты 01 и 02 применяют для тонкого и чистового точения и фрезерования без ударов деталей из закаленных сталей твердостью 54...69 HRC, чугунов и твердых сплавов ВК15, ВК20 и ВК25.
Монокристаллические материалы. В качестве инструментальных материалов находят применение также синтетический корунд в виде рубина и монокристаллы бесцветного корунда, или лейко- сапфиры.
Рубин представляет собой модификацию а-А1203 с небольшими примесями хрома, а лейкосапфир — синтетический монокристалл в виде a-модификации, который почти не содержит примесей. Последний имеет лучшие механические свойства, чем рубин, в силу чего и находит более широкое применение. Инструменты, изготовленные из монокристаллов корунда, рекомендуется использовать для тонкой обработки цветных металлов, сталей и чугунов.
Стружколомающие устройства. Проблема надежного удаления стружки из зоны резания имеет наиболее острое значение при использовании твердосплавных резцов и особенно при обработке пластичных материалов, когда из-за резко возросших скоростей резания значительно увеличивается объем образующейся стружки и изменяется ее форма. Нагретая до высоких температур стружка в виде непрерывной ленты наматывается на заготовку и резец, портит обрабатываемую поверхность и представляет собой серьезную опасность для рабочих, поэтому станочнику приходится часто останавливать станок для ее удаления. Для получения транспортабельной формы стружки в виде отдельных кусочков, сегментов, колец, коротких завитков или сплошной пружины применяют специальные способы стружкозавивания и стружколомания. Обычно для этого на передней поверхности резца на пути сходящей стружки создают специальные препятствия в виде лунок, канавок, сферических выступов или углублений вдоль режущей кромки, а также накладных нерегулируемых уступов и регулируемых стружколомов. Примеры таких устройств приведены на рис. 7.
Лунки (рис. 7, а, б) и уступы (рис. 7, в), применяемые на черновых и получистовых операциях, получают путем вышлифовывания алмазными кругами у проходных резцов с напайными твердосплавными пластинами. К сожалению, они не универсальны, так как для каждого обрабатываемого материала и определенного режима резания требуется определять опытным путем их параметры f, г, а, b и др., обеспечивающие нужную форму стружки.
Хорошо показала себя заточка фасок переменной ширины вдоль главной и вспомогательной режущих кромок с отрицательным передним углом (рис. 7, г). Ребро, образующееся при их пересечении, обеспечивает надежное дробление стружки при точении высоколегированных сталей, но несколько снижает стойкость резца.
Накладные стружколомающие элементы используются двух типов: нерегулируемые (рис. 7, д) и регулируемые (рис. 7, е). Первые выполняются в виде пластины, напаиваемой сверху режущей пластины. В отличие от лунок и уступов, такой стружколом не снижает прочности режущей пластины, но требует предварительного экспериментального определения положения относительно главной режущей кромки. При переточке резцов необходима перепайка накладной пластины, что неудобно, поэтому такие стружколомы применяются крайне редко.
Накладные регулируемые стружколомы представляют собой самостоятельные устройства, закрепляемые на суппорте станка. Их рабочая часть выполняется в виде напайной твердосплавной пластины-уступа, устанавливаемой в определенном положении относительно режущей кромки, которое обеспечивает надежное дробление или завивание стружки.
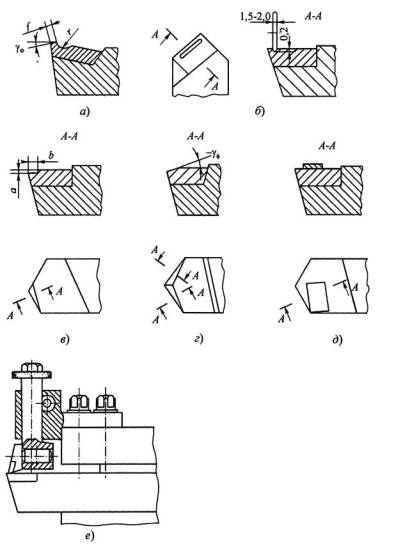
Способы стружколомания и стружкозавивания: а, б – лунки; в – уступ; г – фаски ; д – накладной нерегулируемый стружколом; е – регулируемый стружколом
У резцов, оснащенных СМП, стружколомающие канавки и уступы получают методом прессования. При этом форма передней поверхности принимает порой экзотический вид с использованием лунок, канавок и уступов переменных глубины, высоты и ширины. Некоторые примеры оформления таких пластин приведены на рис. 8. Здесь эффект стружкодробления достигается как за счет изменения ширины площади контакта стружки с передней поверхностью резца, так и за счет силового воздействия на сходящую стружку. Кроме того, эффект усиливается за счет изменения по длине режущей кромки условий контакта стружки с передней поверхностью резца и улучшения условий подвода СОЖ в область контакта.

Т
Твердые сплавы. Эти сплавы получают методами порошковой металлургии в виде пластин или коронок. Основными компонентами таких сплавов являются карбиды вольфрама WC, титана TiC, тантала ТаС и ниобия NbC, мельчайшие частицы которых соединены посредством сравнительно мягких и менее тугоплавких кобальта или никеля в смеси с молибденом. Твердые спдавы имеют высокую твердость — 88...92 HRA (71...75 HRC) и теплостойкость до 850...1000 °С. Это позволяет работать со скоростями резания в 3-4 раза большими, чем инструментами из быстрорежущих сталей.
Применяемые в настоящее время твердые сплавы делятся:
на вольфрамовые сплавы группы ВК (ВКЗ, ВКЗ-М, ВК4, ВКб, ВК6-М, ВК6-ОМ, ВК8 и др.). В условном обозначении цифра показывает процентное содержание кобальта. Например, обозначение ВК8 показывает, что в нем 8 % кобальта и 92 % карбидов вольфрама. Буквами М и ОМ обозначается мелкозернистая и особо мелкозернистая структура;
титановольфрамовые сплавы группы ТК (Т5К10, Т15К6, Т14К8, Т30К4, Т60К6 и др.). В условном обозначении цифра, стоящая после буквы Т, показывает процентное содержание карбидов титана, после буквы К — кобальта, остальное — карбиды вольфрама;
титанотанталовольфрамовые сплавы группы ТТК (ТТ7К12, ТТ8К6, ТТ20К9 и др.). В условном обозначении цифры, стоящие после буквы Т, показывают процентное содержание карбидов титана и тантала, после буквы К — кобальта, остальное — карбиды вольфрама;
безвольфрамовые твердые сплавы (ТМ-1, ТМ-3, ТН-20, КНТ-16, ТС20ХН), состав которых приведен в табл. 2.3. Обозначения этой группы твердых сплавов условные.
Твердые сплавы выпускаются в виде стандартизованных пластин, которые припаиваются, приклеиваются или крепятся меха нически к державкам из конструкционной стали. Выпускаются также инструменты, рабочая часть которых целиком выполвена из твердого сплава (монолитные).
Правильный выбор марки твердого сплава обеспечивает эффективную эксплуатацию режущих инструментов. Для конкретного случая обработки сплав выбирают исходя из оптимального сочетания его теплостойкости и прочности. Например, сплавы группы ТК имеют более высокую теплостойкость, чем сплавы ВК. Инструменты, изготовленные из этих сплавов, могут использоваться при высоких скоростях резания, поэтому их широко применяют при обработке сталей.
Инструменты из твердых сплавов группы ВК применяют при обработке деталей из конструкционных сталей в условиях низкой жесткости технологической системы, при прерывистом резании, работе с ударами, а также при обработке хрупких материалов типа чугуна, что обусловлено повышенной прочностью этой 'группы твердых сплавов и невысокими температурами в зоне резания. Такие сплавы используются также при обработке деталей из высокопрочных г жаропрочных и нержавеющих сталей, титановых сплавов. Это объясняется тем, что наличие в них титана вызывает повышенную адгезию со сплавами группы ТК, также содержащими титан. Кроме того, сплавы группы ТК имеют значительно худшую теплопроводность и более низкую прочность, чем сплавы ВК.
Введение в твердый сплав карбидов тантала или карбидов тантала и ниобия (ТТ10К8-Б) повышает его прочность. Поэтому трех- и четырехкарбидные твердые сплавы применяются для оснащения инструментов, работающих с ударами и по загрязненной корке.
Сплавы с низким процентным содержанием кобальта (Т30К4, ВКЗ, ВК4) обладают меньшей вязкостью и применяются для изготовления инструментов, срезающих тонкие стружки на чистовых операциях. Наоборот, сплавы с большим содержанием кобальта (ВК8, Т14К8, Т5К10) являются более вязкими и применяются при снятии стружек большого сечения на черновых операциях.