

2.4 Расчет подъемно-транспортного оборудования
Грузоподъемность крана, работающего на участке заливки, определяется в зависимости от масс жидкой, самого ковша и коэффициента запаса надежности по формуле:
Qp = [(Go × n ) / КВГ + Gков] × К, кг (20)
где Go – масса самой тяжелой отливки, 150кг
n – количество отливок, заливаемых из одного ковша, шт
для среднего литья: n = 6…9 Принимаем n = 6
КВГ – коэффициент выхода годного, КВГ =0,54
Gков – масса ковша с футеровкой, кг
Принимаем Gков = 1330 кг [3]
К- коэффициент запаса надежности, К=2÷3
Принимаем К=2
Qp = (150×6/0,54+ 1330) × 2 = 5993 кг
Выбираем Qp = 10т
Кран мостовой электрический магнитный ГОСТ 7131- 54 :
Qp=10 т Характеристика крана:
• высота подъема -16 м
• ширина 6300 мм
• масса – 61,3 т
• мощность – 32,37 кВт
Грузоподъемность крана работающего на участке формовки определяется по формуле:
Qp= Gп/ф × К, кг (21)
где Gп/ф – масса п/ формы , кг Gп/ф = 1279 кг[3]
Qp= 1279 ×3 = 3837кг
Выбираем Qр= 5т
Грузоподъемность передаточной тележки, подающей ковш с расплавом на участок заливки, принимается равной грузоподъемности крана на заливочном участке.
Выбираем тележку Qр= 10 т
Грузоподъемность передаточной тележки транспортирующей стержни выбирается исходя из технологического процесса, и выбираем Qp= 1т
Грузоподъемность передаточной тележки транспортирующей модельно -
опочную оснастку и стержни на участок формовки рассчитывается по формуле:
Qp= 2 × Gоп × n × К, кг (23)
где Gоп - масса опоки, кг Gоп = 487 кг[3]
n - количество комплектов на тележке, шт n=3÷5
Принимаем n=3
Qp= 2 × 487 × 3 × 3 = 8766 кг
Выбираем тележку Qp= 10т
Так как длина пролёта 108м, а зона обслуживания одним краном ~30м, то для обеспечения нормальной работы отделения принимаем два крана Qp=10т, один кран Qp=5т.
2.10 Технологический процесс изготовления отливки
Технологический процесс изготовления отливок происходит на автоматической формовочной линии модели Л651.
На установке многопозиционной встряхивающе-прессовой формовочной установке (1) последовательно изготавливают верхние и нижние полуформы. Далее полуформы через кантователь (20) попадают на вытяжку модели, которая осуществляется с помощью механизма (19), затем через кантователь моделей (18) модели возвращаются к установке (1), а полуформы поступают на передаточную тележку (17) и разделяются.
Верхние поступают на механизм фрезерования литниковой чаши (10) и по конвейеру литейному роликовому приводному (11), где их окрашивают, через кантователь верха (12) двигаются к сборщику форм (13).
Нижние полуформы окрашивают противопригарной краской и они по конвейеру двигаются к сборщику форм (13) Собранные формы проходят механизм простановки грузов и поддонов (16) и двигаются на участок заливки.
Залитые формы движутся на участок охлаждения, перед этим с них снимают грузы с помощью грузоукладчика. Охлажденные формы с помощью поворотного стола (14) поступают на механизм съёма залитых форм (7) к выбивному прессу (6) и с помощью сталкивателя кома (8) на решетке выбивной инерционной проходной (5) происходит отделение отливки от «горелой земли». Опоки проходят механизм очистки (3) и через кантователь низа (2) поступают в начало цикла и он повторяется.
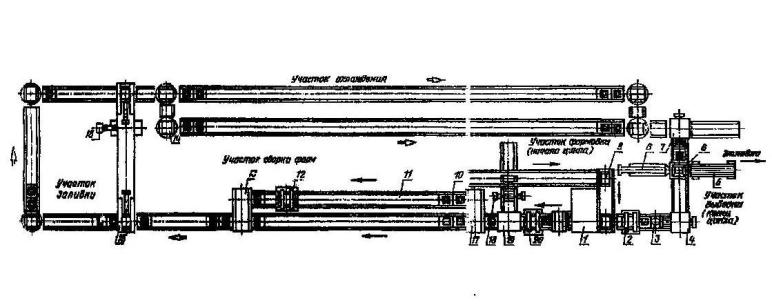
Рисунок 1- Схема формовочной линии модели Л651