5.3. Выбор измерительных средств
При проектировании технологического процесса для межоперационного и окончательного контроля обрабатываемых поверхностей необходимо использовать стандартный измерительный инструмент, учитывая тип производства, но, иногда целесообразно, применять специальный контрольно-измерительный инструмент или контрольно-измерительное приспособление.
Метод контроля должен способствовать повышению производительности труда контролера и станочника, создавать условия для улучшения качества выпускаемой продукции и снижения её себестоимости.
В качестве мерительного инструмента выбираем:
Штангенциркуль С125 – для измерений и разметки линейных наружных и внутренних размеров. По ГОСТ 166-73 штангенциркули выпускают типов: ЩЦ-I, ЩЦ-II, ЩЦ-III.
Калибр-пробка 8133-0939 ГОСТ 14810-69 для контроля размеров отверстий.
Расчет режимов обработки
Аналитический метод режимов обработки
Режим
резания металла определяется следующими
основными параметрами: глубиной резания
(мм), подачи S (мм/об) и скоростью резания
 .
Параметры режима резания выбираются
таким образом, чтобы достичь наибольшей
производительности труда при наименьшей
себестоимости данной технологической
операции. Аналитический расчет режимов
резания по формулам с учетом всех
поправочных коэффициентов производит
по указанию руководителя проекта для
первых переходов операции, для остальных
операций технологического процесса
режимы резания устанавливают по таблицам
нормативных справочников и определенные
режимы резания занести в таблицу 5
.
Параметры режима резания выбираются
таким образом, чтобы достичь наибольшей
производительности труда при наименьшей
себестоимости данной технологической
операции. Аналитический расчет режимов
резания по формулам с учетом всех
поправочных коэффициентов производит
по указанию руководителя проекта для
первых переходов операции, для остальных
операций технологического процесса
режимы резания устанавливают по таблицам
нормативных справочников и определенные
режимы резания занести в таблицу 5
Рассчитаем режимы обработки для сверления:
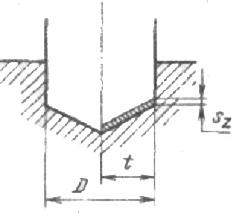
Рисунок 3 – Схема резания при сверлении
Подачу выбираем максимально допустимую по прочности сверла из справочной таблицы. Для данной работы подача S=0,55 мм/об.
Скорость резания, мм/мин:
 (6.1)
(6.1)
где
 - коэффициент;
- коэффициент;
x, m, q - показатели степеней;
Т - период стойкости.
Общий поправочный коэффициент на скорость резания, учитывающий фактические условия резания:

(6.2)
где
 – коэффициент на обрабатываемый
материал;
– коэффициент на обрабатываемый
материал;
 – коэффициент на инструментальный
материал ;
– коэффициент на инструментальный
материал ;
 – коэффициент, учитывающий глубину
сверления.
– коэффициент, учитывающий глубину
сверления.
При
сверлении отверстий вводится
дополнительно поправочный коэффициент
 :
:
 (6.3)
(6.3)
где
 – показатель степени (
=
0,9);
– показатель степени (
=
0,9);
HB=170;
– коэффициент, учитывающий влияние
инструментального материала на скорость
резания, ( =0,8);
=0,8);
– коэффициент изменения периода
стойкости, ( =0,6).
=0,6).
Подставив числовые значения в формулу 6.1, получим:
Крутящий момент, Нм:
 (6.4)
(6.4)
, где CM – коэффициенты;
q, y – показатели степени.
Коэффициент, зависит от материала обрабатываемой заготовки и определяется выражением:
 (6.5)
(6.5)

Осевую силу рассчитывают по формуле, Н:
 (6.6)
(6.6)
, где СР – коэффициент;
q, y – показатели степени.
Подставив численные значения в формулу 6.6, получим:

Частота вращения инструмента или заготовки, об/мин:
 (6.7)
(6.7)
Подставив численные значения, получим:
Принимаем
Пересчитываем скорость:

Мощность резания, кВт, определяют по формуле:

(6.7)
Подставив численные значения, получим:

Основное время, мин:

(6.8)
Подставив численные значения, получим: