

Разработка и обоснования технологического процесса обработки детали
Разработка технологического маршрута
Технологический маршрут содержит описание технологического процесса изготовления изделия по всем операциям в технологической последовательности с указанием соответствующих данных по оборудованию, оснастке, материалам, трудовым и другим нормативам.
005 – Фрезеровальная операция
А – Установить заготовку
1 – Фрезеровать поверхность, выдерживая размер 417 h12
2 – Сверлить 4 отверстия 12Н12
3 – Цековать 4 отверстия 12Н12
Б – Переустановить заготовку
4 – Фрезеровать поверхность, выдерживая размер 415 h9
В – Снять заготовку
Г – Провести технологический контроль
010 – Расточная операция
А – Установить заготовку
1 – Расточить отверстие 100 Н7
2 – Сверлить 6 отверстий 9 H12
3 – Нарезать резьбу М10
Б – Повернуть заготовку по оси на 180 градусов
4 – Расточить отверстия 110 Н7
5 –Сверлить 6 отверстий 9Н12
В – Снять заготовку
Г – Технологический контроль
Выбор баз и их обоснование
При выборе установочных баз следует стремиться к соблюдению двух основных условий: совмещение технологических баз с конструкторскими, то есть установочной и измерительной друг с другом; постоянство баз, то есть выбору такой базы, ориентируясь на которую можно провести всю или почти всю обработку детали. Место приложения зажимной силы выбирают по условию наибольшей жесткости и устойчивости крепления и минимальной деформации заготовки. Начертить схемы базирования и закрепления на схемах.
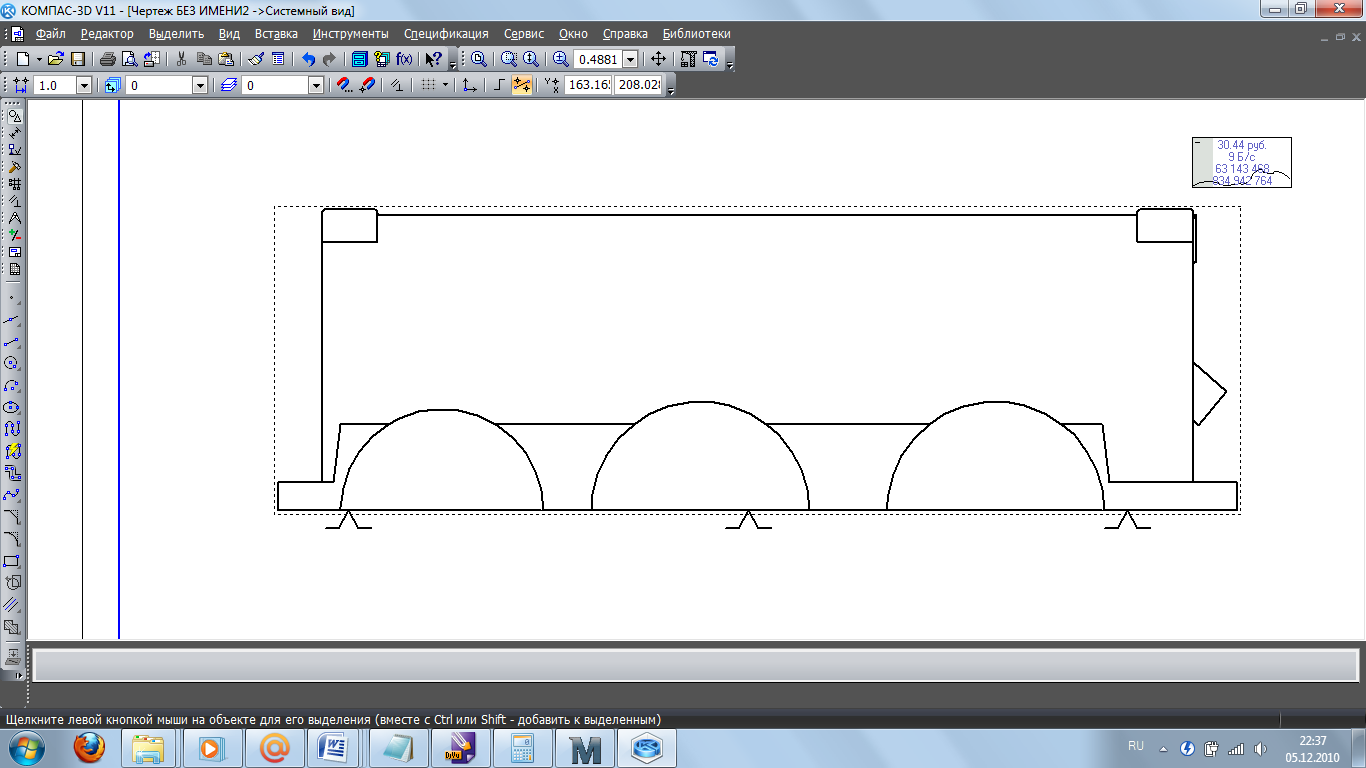
Рисунок 1 – Теоретическая схема базирования при фрезеровальной операции
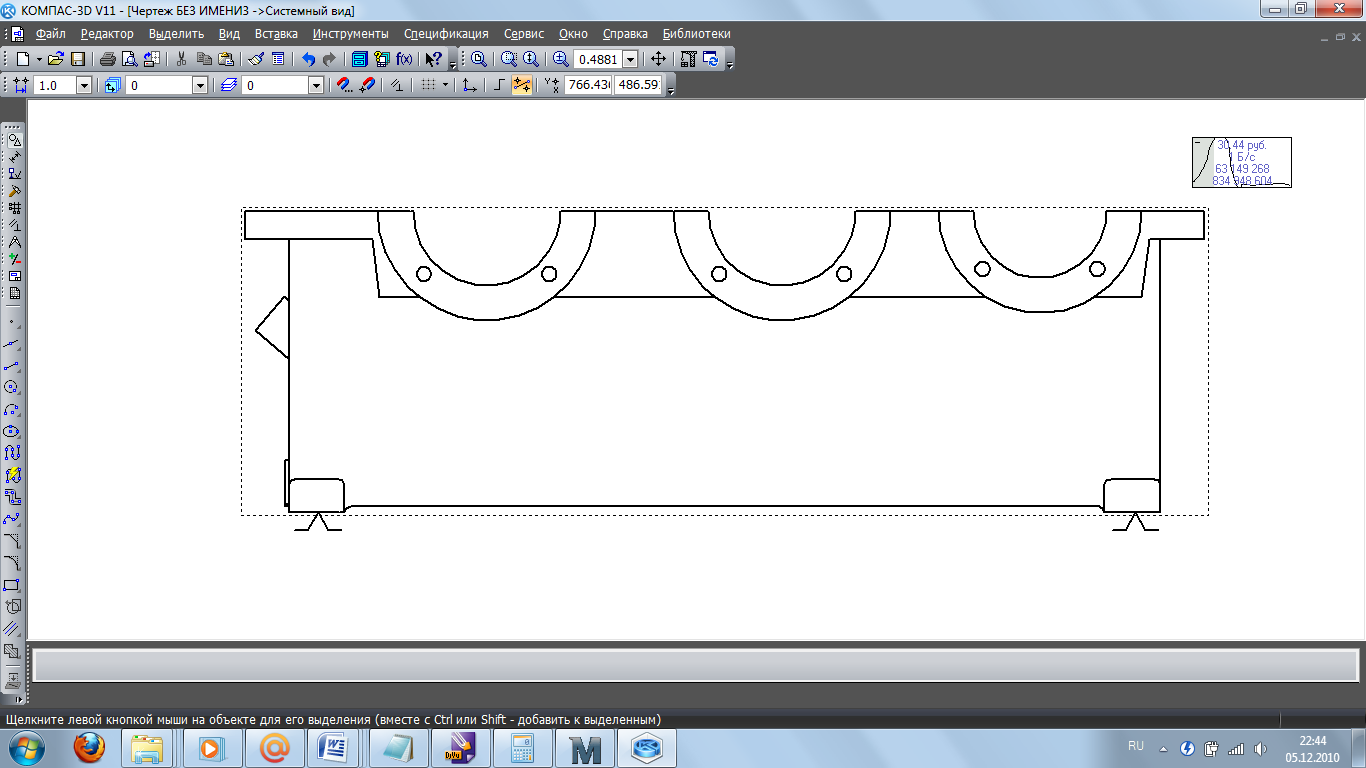
Рисунок 2 – Теоретическая схема базирования при фрезеровальной, расточной операции
Определение припусков и межоперационных размеров
Общий припуск на обработку – слой металла, удаляемый с поверхности заготовки в процессе обработки на всех операциях.
Межоперационный припуск – слой металла необходимый для выполнения технологического перехода. Межоперационный припуск определяется разностью размеров получаемых на предшествующем и выполняемом переходов процесса обработки данной поверхности.
Величина припуска должна быть достаточной для того, чтобы были устранены различные дефекты заготовки (неровности, обезуглероженный или дефектный слой и т. п.), а также для компенсации погрешности установки и погрешности формы и размеров, полученных на предыдущей операции.
Промежуточные припуски имеют очень большое значения значение в процессе разработки технологических операций механической обработки деталей. Правильное назначение промежуточных припусков на обработку заготовки обеспечивает экономию материальных и трудовых ресурсов, качество выпускаемой продукции, снижает себестоимость изделий и ускоряет дальнейшее развитие машиностроительной промышленности и всего народного хозяйства страны.
Величина межоперационных припусков на механическую обработку заготовки, допуски на каждую операцию и требуемый размер заготовки выбирают в зависимости от экономической точности принятого способа: обработки, конфигурации изделия и вида заготовки. При этом необходимо учитывать следующее.
1) межоперационный допуск (точность обработки) не должен выходить за пределы экономической точности заготовки.
2) величина допуска должна быть согласована с величиной соответствующего ему припуска.
3) Задавать допуск надо «тело» заготовки от номинального межоперационного размера, то есть для валов и плоских деталей с минусом, для отверстий и пазов с плюсом.