

Методы изготовления многослойных печатных плат (послойного наращивания, с микропереходами, со встроенными пассивными компонентами).
МЕТОД ПОСЛОЙНОГО НАРАЩИВАНИЯ
в данном методе чередование слоев печатных рисунков и изоляционного материала
межслойные переходы формируются путем гальванического осаждения меди в отверстия в изоляционном слое
используется для изготовления уникальных мпп в лабораторных условиях
ПОРЯДОК ИЗГОТОВЛЕНИЯ МПП ПРИ ПОСЛОЙНОМ НАРАЩИВАНИИ
к фольге для формирования наружного слоя приклеивают первый изоляционный слой с заранее перфорированными отверстиями для переходов во внутренние слои
в отверстия осуществляется гальваническое осаждение меди
на поверхности изоляционного слоя полуаддитивным методом формируется печатный рисунок внутреннего слоя и напрессовывается следующий слой изоляционного материала
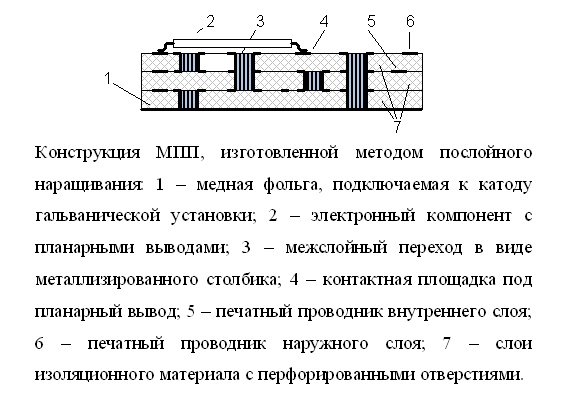
КОНСТРУКЦИЯ МПП ПРИ ПОСЛОЙНОМ НАРАЩИВАНИИ
ОСОБЕННОСТИ МЕТОДА ПОСЛОЙНОГО НАРАЩИВАНИЯ
Преимущество- возможность создания переходов между любыми слоями
Недостатки:
многократные термические и химические воздействия при формировании структуры мпп
низкая технологичность из-за необходимости контроля гальванического осаждения меди, совмещения слоев, предотвращения затеков клея в отверстия при прессовании, шлифования столбиков осажденной меди в отверстиях
МЕТОД МЕТАЛЛИЗАЦИИ СКВОЗНЫХ ОТВЕРСТИЙ
Базовый вариант метода предполагает:
изготовление отдельных внутренних слоев химическим методом
прессование их в монолитный пакет с чередованием со слоями изолирующего материала
сверление и гальваническая металлизация сквозных отверстий. при сверлении на стенки отверстий выходят контактные площадки внутренних слоев
НЕДОСТАТКИ МЕТОДА МЕТАЛЛИЗАЦИИ СКВОЗНЫХ ОТВЕРСТИЙ
потеря полезной площади слоев из-за необходимости использования только сквозных отверстий
сложность обеспечения качественного механического и электрического соединения гальванически осаждаемой меди в сквозные отверстиями с контактными площадками внутренних слоев
в модификациях метода используются сквозные отверстия групп слоев
КОНСТРУКЦИЯ МПП СО СКВОЗНЫМИ МЕТАЛЛИЗИРОВАННЫМИ ОТВЕРСТИЯМИ

МПП С МИКРОПЕРЕХОДАМИ
к МПП с микропереходами (микроотверстиями) относят платы с переходными отверстиями, диаметр которых менее 0.15 мм, а плотность их размещения составляет более 1000 на 1 дм2
микропереходы предназначены для связи наружных и внутренних слоев (глухие микропереходы), а также внутренних слоев (скрытые микропереходы)
КОНСТРУКЦИЯ МПП С МИКРОПЕРЕХОДАМИ

ОСОБЕННОСТИ МПП С МИКРОПЕРЕХОДАМИ
использование микропереходов позволяет повысить плотность расположения элементов печатного рисунка за счет совмещения контактной площадки и микроперехода (технология vip – via in pad)
для мпп со сквозными металлизированными отверстиями для их соединения с контактной площадкой используется тепловой поясок
наличие пояска препятствует затеканию припоя в отверстие при пайке выводов компонента
при использовании глухих микропереходов такой опасности не существует, поэтому возможно расположить микропереход в пределах контактной площадки, уменьшив тем самым размер посадочного места компонента и повысив плотность размещения компонентов
УМЕНЬШЕНИЕ РАЗМЕРОВ ПОСАДОЧНЫХ МЕСТ КОМПОНЕНТОВ

ОСОБЕННОСТИ ИЗГОТОВЛЕНИЯ МПП С МИКРОПЕРЕХОДАМИ
микропереходы формируются на спрессованном пакете мпп лазерным выжиганием или механическим сверлением с контролем их глубины
глубина отверстий не должна превышать диаметр (требование формирования качественной металлизации отверстий)
в качестве изолирующих прокладок используют смолистые материалы без содержания волокнистых материалов, которые при сверлении дают неровную поверхность с разрывами волокон, что может приводить к дефектам металлизации
для повышения устойчивости мпп с большой плотностью расположения микроотверстий к термоударам целесообразно применять термостойкие изоляционные материалы
ПАРАМЕТРЫ МИКРОПЕРЕХОДОВ

ВЫСОКОПЛОТНЫЕ МПП СО ВСТРОЕННЫМИ ПАССИВНЫМИ КОМПОНЕНТАМИ (фильтрующие конденсаторы, согласующие резисторы)
перенос фильтрующих конденсаторов с поверхности во внутренние слои пп повышает эффективность их использования за счет уменьшения паразитной индуктивности соединения с выводами питания ИС
переход к вертикальной компоновке фильтрующих конденсаторов освобождает площадь на наружных слоях ПП, которая может использоваться для размещения дополнительных СБИС и улучшения качества топологии печатных проводников
существенное сокращение числа сквозных отверстий обеспечивает повышение технологичности плат за счет снижения доли операций механического сверления
за счет сокращения длин линий связи улучшается качество передачи сигналов на высоких частотах, повышается помехозащищенность
сокращение числа навесных компонентов упрощает сборку ПП
КОНСТРУКЦИЯ МПП СО ВСТРОЕННЫМИ ПАССИВНЫМИ КОМПОНЕНТАМИ

Требования, предъявляемые к многослойным печатным платам при проектировании. Основные конструктивные параметры МПП. Выбор класса точности МПП. Особенности организации производства МПП различных классов точности.
ТРЕБОВАНИЯ К МПП ПРИ ПРОЕКТИРОВАНИИ
конструкторские (обеспечивают механическую прочность и сохранение характеристик МПП в заданных условиях Эксплуатации)
электрические (обеспечивают максимальное значение электропроводности элементов печатного рисунка и минимальные токи утечки)
технологические (обеспечивают условия для бездефектной сборки конструкций на основе МПП)
климатические и механические (определяют условия обеспечения работоспособности МПП в составе электронной аппаратуры заданного класса (наземной, бортовой, морской) при воздействии факторов внешней среды)
ОСНОВНЫЕ КОНСТРУКТИВНЫЕ ПАРАМЕТРЫ МПП
ширина проводника - зависит от протекаемого тока, материала и толщины фольги, температуры окружающей среды. проводники должны иметь стабильные параметры как по форме, так и по проводящим свойствам
зазор между элементами печатного рисунка - определяется рабочими напряжениями, свойствами диэлектрика, и условиями обеспечения помехоустойчивости
диаметры монтажных и переходных отверстий – определяются формой и размерами штыревых выводов компонентов, токовыми нагрузками и толщиной изоляционного материала
размеры и формы контактных площадок – определяются формой и размером выводов компонентов (штыревые выводы, поверхностный монтаж, круглое или прямоугольное сечение, шариковые выводы и т.д.)
размеры ПП – в ряде случаев определяются соответствующими стандартами (PCI, cPCI, VME и т.д.). В противном случае при выборе размеров руководствуются количеством и габаритами компонентов, принимая во внимание необходимость обеспечения тепловых режимов. Линейные размеры выбираются по ГОСТ10317-79. Соотношение линейных размеров должно быть не более 3:1.
количество слоев ПП – зависит от сложности схемы, требований к качеству передачи сигналов, помехозащищенности, отводу тепла и стоимости.
толщина ПП – выбирается с учетом массо-габаритных характеристик устанавливаемых компонент и внешних факторов (ударные и вибрационные нагрузки). Толщина ПП в основном определяется толщиной изоляционного основания, а для МПП рассчитывается по специальным методикам.
УЧЕТ ТЕХНОЛОГИИ ПРИ ВЫБОРЕ РАЗМЕРОВ МПП
максимально допустимые размеры фотошаблонов, обеспечивающие требуемое качество фотолитографии
возможности сверлильных станков
размеры гальванических ванн
характеристики прессового оборудования
ВЫВОД: при выборе размеров МПП в общем случае необходимо учитывать характеристики технологического оборудования конкретного производства.
ВЫБОР КЛАССА ТОЧНОСТИ МПП НА ОСНОВЕ КОМПЛЕСНОГО УЧЕТА ТРЕБОВАНИЙ
ВЫБОР КЛАССА ТОЧНОСТИ ОПРЕДЕЛЯЕТСЯ:
сложностью схемы и предполагаемой плотностью трассировки соединений
размерами электронных компонентов
технологическими возможностями производства
ограничениями по стоимости (из-за высоких требований по точности воспроизведения печатного рисунка уменьшается процент выхода годных)
ОСНОВНЫЕ ХАРАКТЕРИСТИКИ ЭЛЕМЕНТОВ ПЕЧАТНОГО РИСУНКА ДЛЯ МПП РАЗЛИЧНЫХ КЛАССОВ ТОЧНОСТИ

ОСОБЕННОСТИ ОРГАНИЗАЦИИ ПРОИЗВОДСТВА МПП РАЗЛИЧНЫХ КЛАССОВ
для МПП 5-го класса требуется уникальное высокоточное оборудование, специальные дорогие материалы, безусадочная фотопленка для фотошаблонов, создание в производственных помещениях «чистой зоны» с термостатированием
печатные платы четвертого класса выпускаются на высокоточном оборудовании, но требования к материалам, оборудованию и производственным помещениям ниже, чем для пятого класса.
ПП 3-класса – наиболее распространенные, обеспечивают высокую плотность трассировки и монтажа и не требуют уникального оборудования
ПП 2-го и 1-го классов осуществляется на рядовом оборудовании, а иногда даже на оборудовании, не специализированном для изготовления печатных плат (платы с низкими конструктивными параметрами)