

Элементы теории и расчет измельчителей
1.1. Элементы теории и расчет вальцовых станков
Для дробления
зерновых кормов рабочие части вальцовых
станков (рис. 1) выполняются в виде двух
параллельных чугунных цилиндров
(вальцов) с рифленой поверхностью. Оба
вальца приводятся во вращение в разные
стороны и с различной скоростью (![]() ).
Зерно при этом в виде тонкого слоя
непрерывно подается в рабочую щель
вальцов, захватывается последними,
измельчается и продукт размола в виде
крупки падает вниз. Этот принцип дробления
(резание, скалывание, растирание)
позволяет получать корм в виде крупки
с малым содержанием мучнистых, пылевидных
фракций. К недостаткам его относится
быстрая залипаемость риф при дроблении
влажных (влажность более 18%) и маслянистых
кормов, а также сильный нагрев продукта
размола.
).
Зерно при этом в виде тонкого слоя
непрерывно подается в рабочую щель
вальцов, захватывается последними,
измельчается и продукт размола в виде
крупки падает вниз. Этот принцип дробления
(резание, скалывание, растирание)
позволяет получать корм в виде крупки
с малым содержанием мучнистых, пылевидных
фракций. К недостаткам его относится
быстрая залипаемость риф при дроблении
влажных (влажность более 18%) и маслянистых
кормов, а также сильный нагрев продукта
размола.
Плющение или
раздавливание зерна осуществляется
посредством двух гладких вальцов (рис.
2), вращающихся в разные стороны, но с
одинаковой окружной скоростью (![]() ).
Зерно подводится к рабочей щели вальцов
и благодаря микрошероховатости нерифленых
вальцов, под действием силы трения,
затаскивается вальцами в щель, сжимается
и раздавливается.
).
Зерно подводится к рабочей щели вальцов
и благодаря микрошероховатости нерифленых
вальцов, под действием силы трения,
затаскивается вальцами в щель, сжимается
и раздавливается.
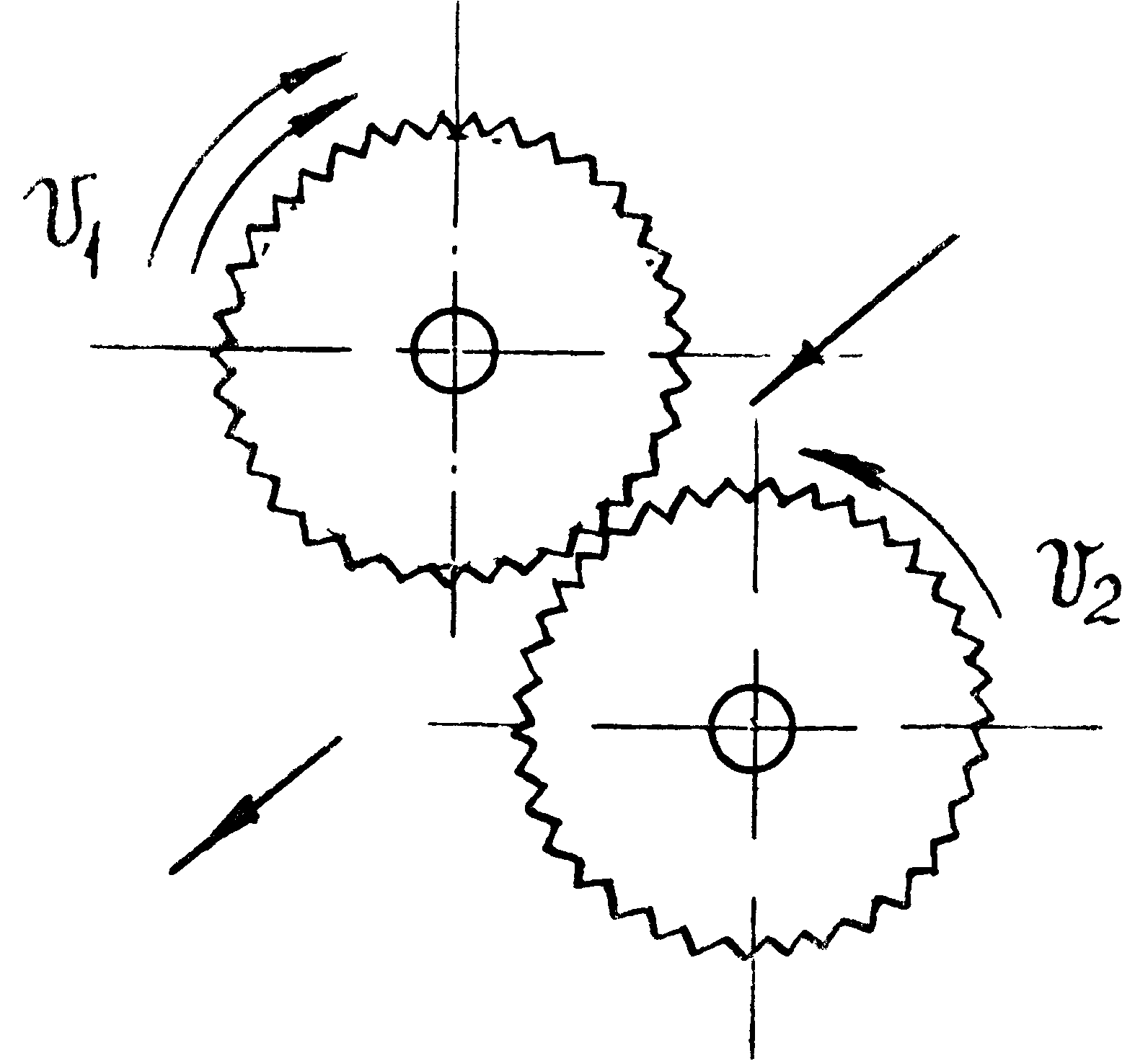
Рис. 1 - Принципиальная схема вальцовой зернодробилки
При этом происходит плющение зерна. Принцип плющения зерна применяется редко ввиду ограниченности использования получаемого корма. Плющеное зерно пригодно в корм лишь для лошадей, волов (на откорме) и редко для коров.
Вальцы зернодробилок и плющилок изготовляют из никель-хромистого отбеленного чугуна. Они отливаются в металлических формах (кокилях). Быстрым охлаждением поверхность их закаляется на глубину 10-15 мм до твердости по Бринеллю в пределах 350-450 кг/мм2.
Мелющие вальцы располагаются под углом к горизонту в 20° и горизонтально (рис. 3.). Чем меньше угол наклона вальцов, тем благоприятнее условия подачи материала в зону измельчения, но ширина вальцового станка при этом несколько увеличивается.
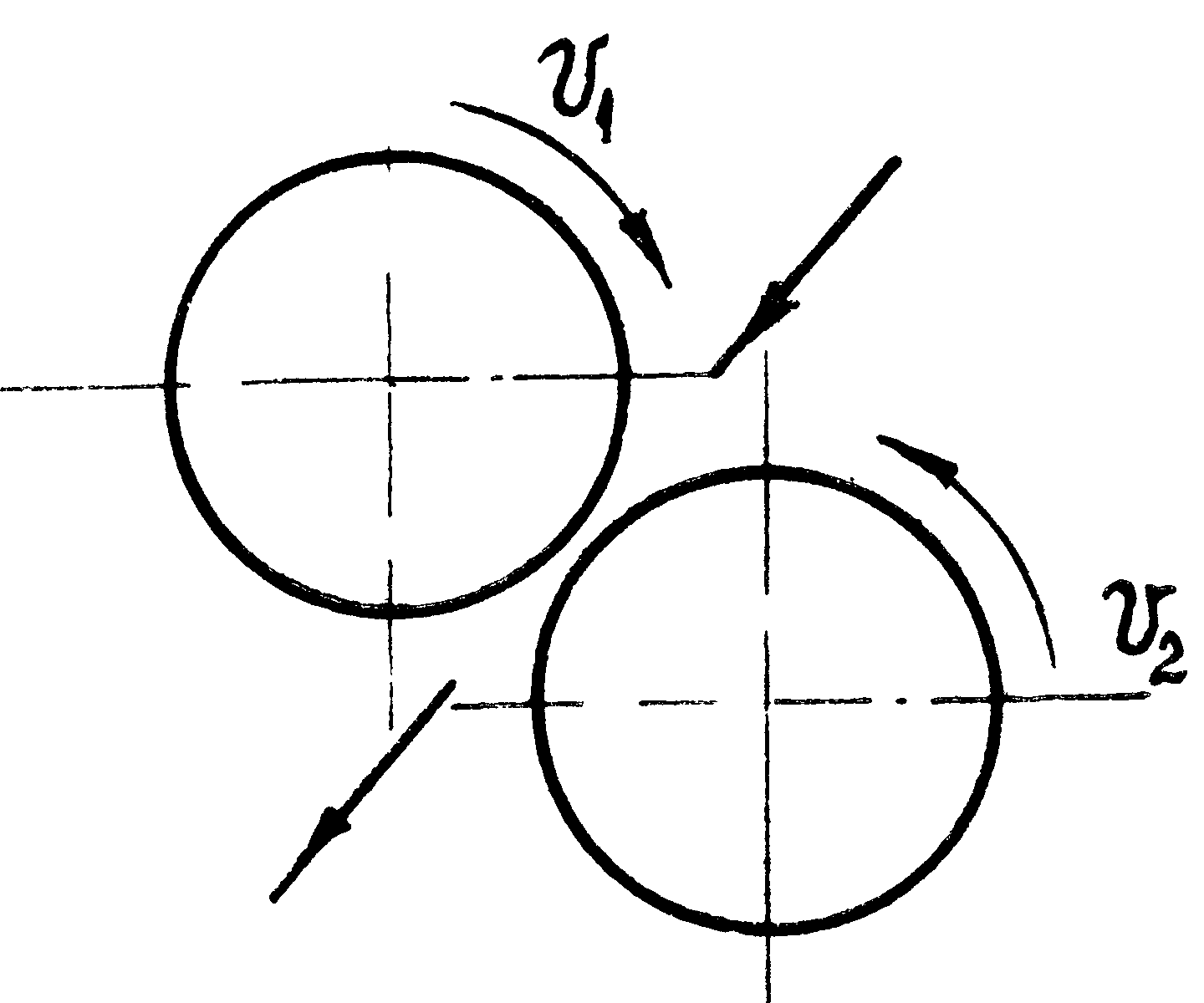
Рис.2 - Принципиальная схема вальцовой плющилки
В рабочем процессе вальцовых мельниц имеют значение следующие основные факторы: угол захвата, диаметр вальцов, окружные скорости вальцов и их соотношение, профиль и угол наклона рифлей, число рифлей на единицу длины окружности вальца, величина рабочей щели между вальцами и свойства размалываемого материала.

Рис. 3 - Варианты расположения мелющих вальцов
Допустим, что мы имеем два гладких вальца радиусом R (рис. 4.).
В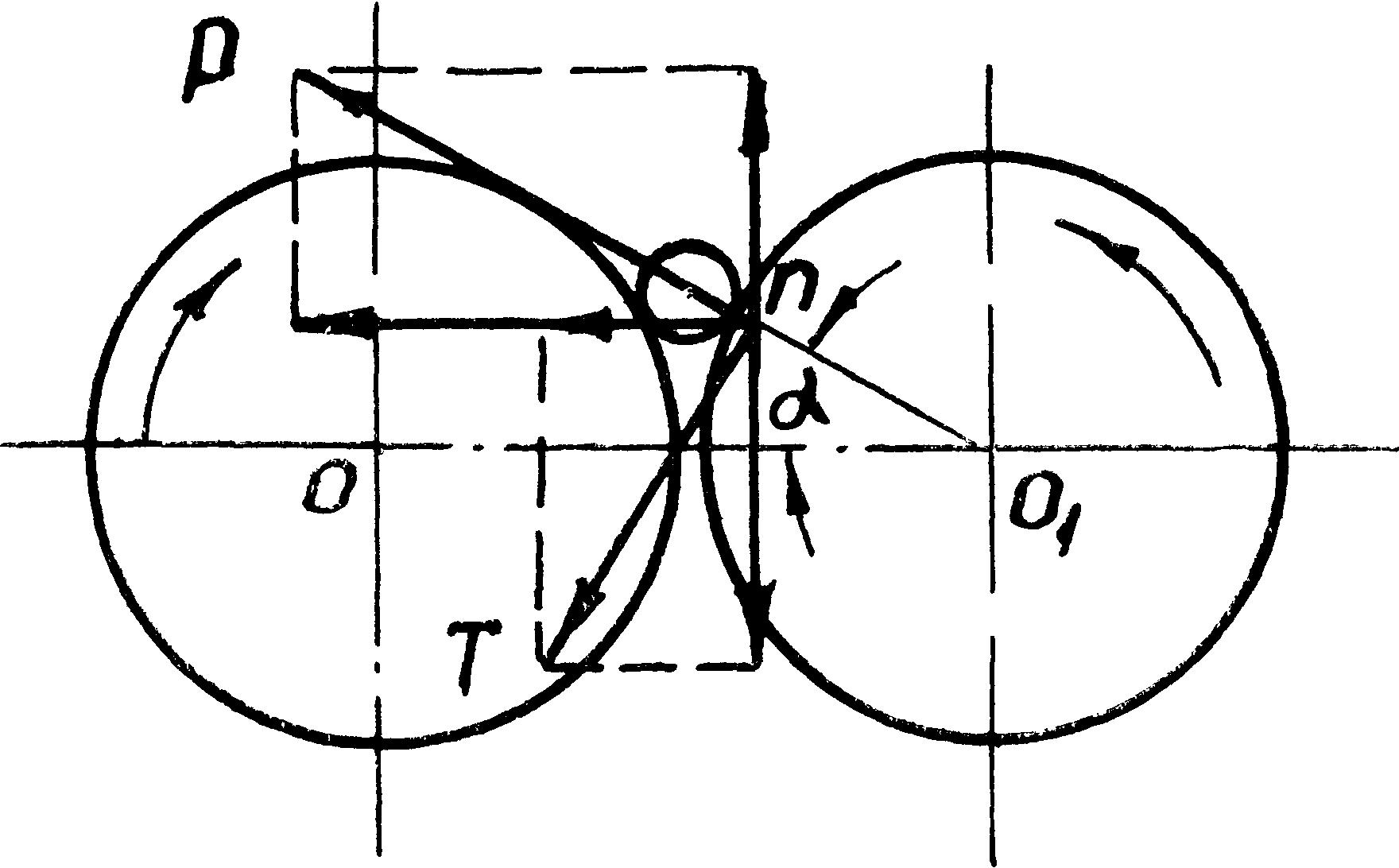 момент вхождения в щель частица в точке
соприкосновения п
воспринимает давление вальца Р,
возникающая при этом сила трения T=fP
направлена по касательной (на рисунке
показаны силы, действующие со стороны
только одного вальца)
момент вхождения в щель частица в точке
соприкосновения п
воспринимает давление вальца Р,
возникающая при этом сила трения T=fP
направлена по касательной (на рисунке
показаны силы, действующие со стороны
только одного вальца)
Рис. 4. К анализу рабочего процесса вальцов
Разложим силы Р и Т на горизонтальные и вертикальные составляющие. Горизонтальные силы, действующие на частицу со стороны правого и левого вальцов, взаимно уничтожаются. Вертикальная составляющая силы трения направлена вниз. Она затягивает частицу материала в рабочее пространство и равна
![]() (1)
(1)
где
![]() - угол захвата, составленный направлением
силы Р
и линией центров ОО1.
Вертикальная же составляющая силы
направлена вверх и препятствует вхождению
частицы в рабочее пространство. Она
равна
- угол захвата, составленный направлением
силы Р
и линией центров ОО1.
Вертикальная же составляющая силы
направлена вверх и препятствует вхождению
частицы в рабочее пространство. Она
равна
![]() .
.
Захват частицы материала вальцами будет происходить, очевидно, только при условии
![]() (2)
(2)
откуда
![]() или
или
![]() ,
но
,
но
![]() ,
значит можно записать
,
значит можно записать
![]()
![]()
Следовательно,
для обеспечения захватывания материала
поверхностями вальцов необходимо, чтобы
угол
,
называемый углом захвата, был меньше
угла трения
![]() между измельчаемым материалом и вальцом.
между измельчаемым материалом и вальцом.
Радиус вальцов определяется размером частиц материала и величиной угла трения.
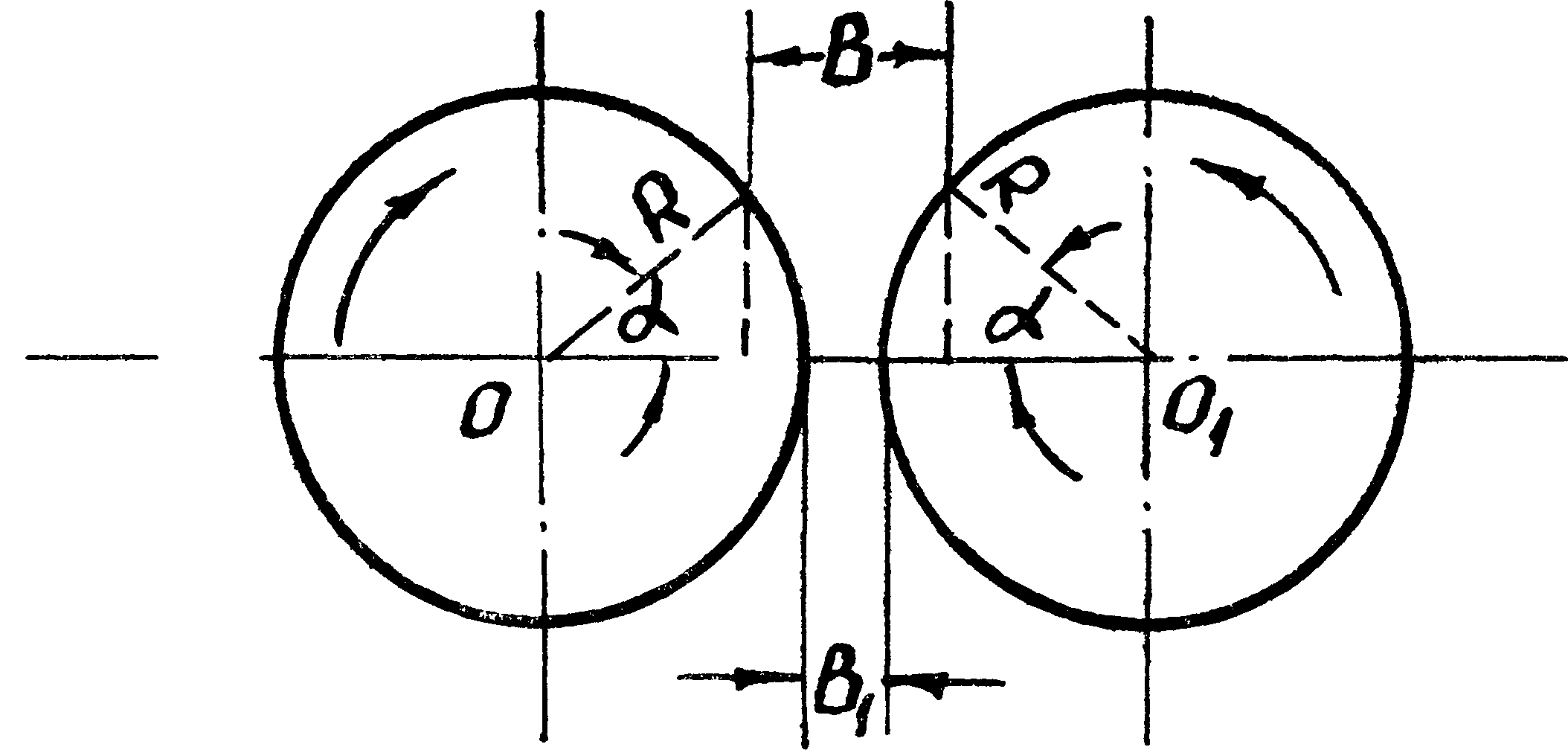
Рис. 5. Схема к определению радиуса вальцов
Обозначим (рис. 5.) начальный размер частицы материала через В, конечный размер частицы будет равен ширине рабочей щели В1. Тогда расстояние между центрами можно представить как
![]() (3)
(3)
Отсюда радиус вальца
но так как угол
ее не должен превышать угла трения
,
т. е. в пределе
![]() ,
получим
,
получим

Это указывает на существование почти прямой зависимости между R и В и обратной зависимости между R и .
В практике встречаются вальцы диаметром от 150 до 350 мм.
Диаметр рифленых вальцов во избежание залипания поверхности измельчаемым материалом обычно принимается равным расчетному диаметру гладких вальцов.
Интенсивность измельчения материала в вальцовом станке определяется длиной l пути (дуги) обработки (рис. 5). Чем больше l, тем интенсивнее происходит дробление и растирание продукта. Значение l можно определить из следующих уравнений:
![]()
![]() (4)
(4)
Из последнего уравнения находим :
![]()
и, подставив в первое, получим:
![]()
Таким образом, длина пути обработки тем больше, чем больше радиус вальцов и разность (B-B1).
В процессе измельчения зерна вальцами решающее значение имеют форма и состояние поверхностей вальцов. Рифленая поверхность образуется путем нарезки вальцов резцами на специальных станках.
Вершина рифли как бы срезана по периметру вальца, и образовавшаяся площадка шириной 0,1-0,2 мм обеспечивает точность цилиндрической формы вальца после его нарезки.
Рифли (рис. 6, а) характеризуются профилем, количеством их на единицу длины окружности вальца, уклоном рифлей и взаиморасположением их на парноработающих вальцах.
В поперечном
сечении рифли имеют две неравные боковые
грани - узкую (грань острия) и широкую
(грань спинки). Угол
![]() ,
образованный этими гранями, называется
углом заострения рифлей. Если из центра
вальца провести радиус к вершине рифли,
то угол
разделится на два угла: угол острия
и угол спинки
,
образованный этими гранями, называется
углом заострения рифлей. Если из центра
вальца провести радиус к вершине рифли,
то угол
разделится на два угла: угол острия
и угол спинки
![]() .
Тупой угол, заключенный между касательной
АВ,
проведенной через вершину рифли и гранью
острия, условно называется углом резания
.
.
Тупой угол, заключенный между касательной
АВ,
проведенной через вершину рифли и гранью
острия, условно называется углом резания
.
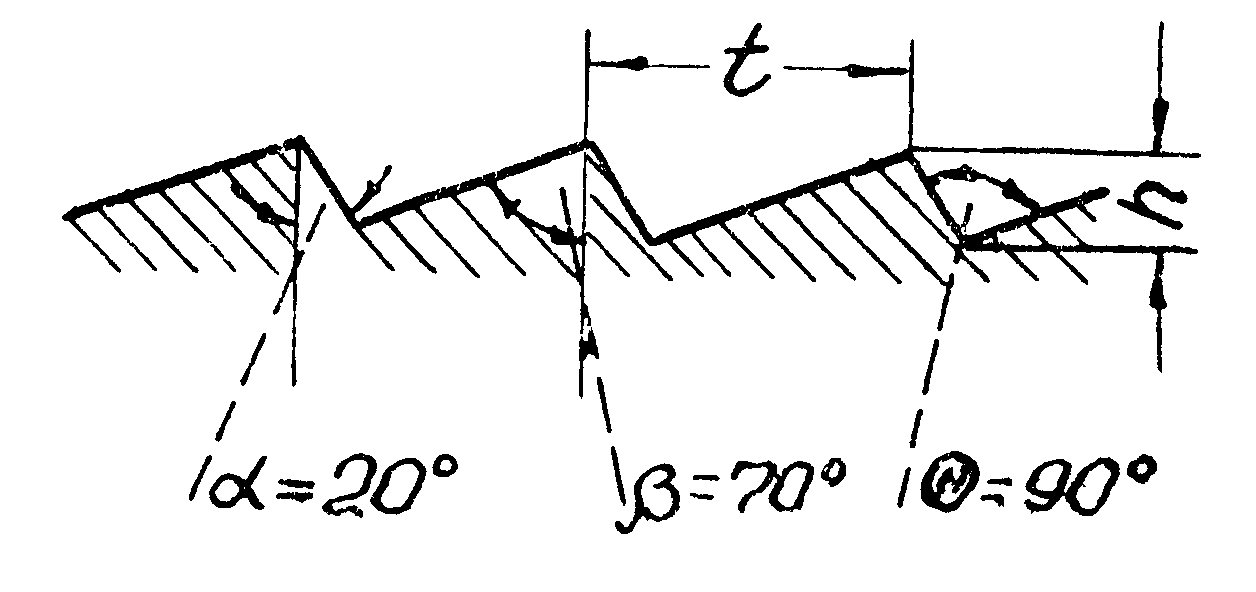
Принятый на наших предприятиях единый профиль рифлей характеризуется углом заострения =90°, углом острия =20° и углом спинки =70°. Расстояние t между двумя вершинами рифлей, измеренное по окружности, называется шагом рифлей, а расстояние h между окружностью впадин и окружностью выступов, измеренное по радиусу вальца, называется высотой рифлей (рис. 6, б). Шаг и число рифлей связаны следующим соотношением:
![]()
где п - количество рифлей на 1 см длины окружности вальца (принимают от 4 до 10).
а
б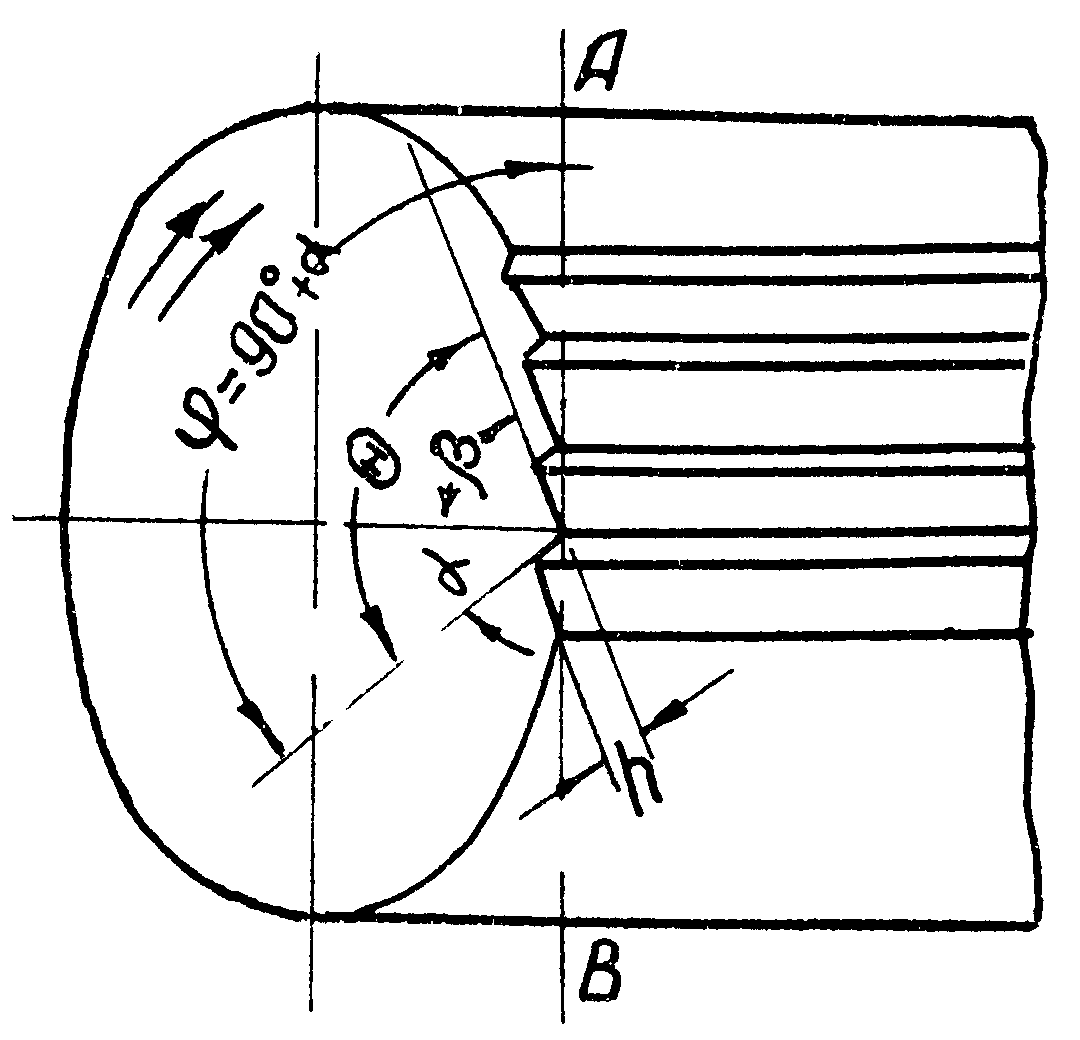
в
г
Рис. 6. Форма, профиль и уклон рифлей вальцов.
Высоту рифли h определяют по формуле:
![]()
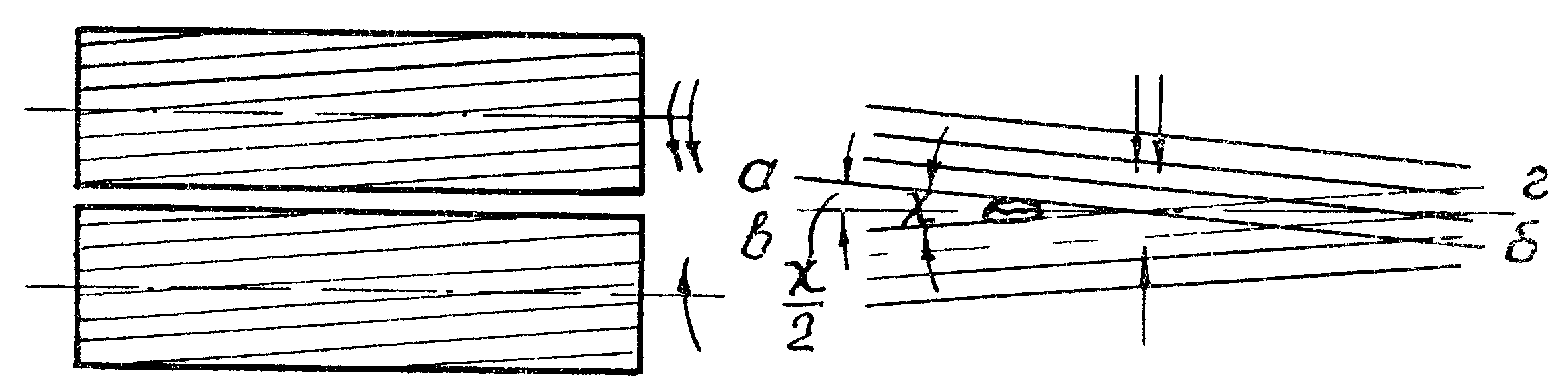
Во всех вальцовых дробилках рифли нарезаются по винтовой линии, т. е. под углом к образующей, который выбирается в пределах от 5 до 15°. Назначение уклона рифлей - создать большую равномерность в работе вальцов и избежать их дрожания. При расположении рифлей по образующим рабочий процесс происходил бы периодически, только в момент движения граней друг против друга. На парноработающих вальцах рифли нарезают в одном направлении и под одним и тем же углом (рис. 36, в). При вращении таких вальцов навстречу друг другу рифли в момент прохождения рабочей щели пересекаются под углом, равным двойному углу наклона рифлей, и тем способствуют лучшему резанию (скалыванию) частиц корма.
В этом случае угол
наклона рифлей
![]() определяется из условий резания двумя
пересекающимися рифлями аб
и вг (рис.6,
г).
определяется из условий резания двумя
пересекающимися рифлями аб
и вг (рис.6,
г).
Из теории резания
известно, что частица будет подвергаться
резанию лишь при условии, если угол
раствора рифлей не будет превышать двух
углов трения, т. е.
![]()
Для чугунных вальцов при угле трения , равном 16°, наибольший допустимый угол наклона рифлей будет равен 16°.
1
2
3
4
Рис. 7. Варианты взаимного расположения рифлей вальцов
В вальцовых зернодробилках на эффективное измельчения большое влияние оказывает расположение режущих граней рифлей по отношению к частицам материала. Возможны четыре варианта расположения рифлей (рис. 7). При варианте 1 измельчаемая частица поддерживается режущей гранью медленно вращающегося вальца и измельчается режущей гранью быстро вращающегося вальца. Такое расположение рифлей (острие по острию) создает условия, при которых частицы разрушаются в основном в результате срезания или скалывания на крупку. При вариантах 2 - «острие по спинке» и 3 - «спинка по острию» частицы больше растираются, и выход муки увеличивается. При варианте 4 - «спинка по спинке» имеют целью получить наибольший выход муки. Для дробления кормов наиболее целесообразным является 1 вариант взаиморасположения рифлей на парноработающих вальцах.
Производительность вальцового станка зависит от величины рабочего зазора между вальцами, длины вальцов, окружной скорости вальцов, свойств измельчаемого материала и степени заполнения объема рабочей щели.
Для пары гладких вальцов, вращающихся с одинаковой окружной скоростью, производительность, кг/ч, определяется по формуле:
![]() (5)
(5)
где
![]() - величина рабочего зазора между вальцами,
м
(рекомендуется: при крупном размоле
0,6-0,8 мм,
при среднем - 0,4-0,5, при мелком - 0,2-0,3); L -
длина вальцов, м,
V - скорость
вращения вальцов, м/с,
- величина рабочего зазора между вальцами,
м
(рекомендуется: при крупном размоле
0,6-0,8 мм,
при среднем - 0,4-0,5, при мелком - 0,2-0,3); L -
длина вальцов, м,
V - скорость
вращения вальцов, м/с,
![]() - плотность
материала до измельчения, кг/м3,
- плотность
материала до измельчения, кг/м3,
![]() - коэффициент объемного заполнения
рабочей щели, равный 0,1-0,2.
- коэффициент объемного заполнения
рабочей щели, равный 0,1-0,2.
При определении производительности пары рифленых вальцов, вращающихся с различной окружной скоростью, дополнительно учитывается заполнение зерном впадин между рифлями, и в расчет принимается средняя скорость зерна в зоне измельчения, т. е. формула для расчета производительности примет вид:
![]()
где h - высота рифлей, м; Vб - скорость быстровращающегося вальца, как правило, равная 5,5-6 м/с, VМ - скорость медленно вращающегося вальца, м/с.
Эта скорость определяется из следующего соотношения скоростей парноработающих вальцов:
![]() (6)
(6)
которое обычно
принимают i
= 1,5![]() 3,0.
3,0.
Мощность, потребная на привод вальцовых плющилок и зернодробилок, расходуется в основном непосредственно на раздавливание или дробление материала, на трение частиц материала друг о друга и вальцы, на трение в цапфах и на потери в передаточном механизме. Ориентировочно, исходя из опыта эксплуатации зернодробилок, H. Г. Соминич [8] считает, что на каждые 100 мм длины пары вальцов требуется 1,1-1,5 кВт.