

Лекция 5 Элементы приспособлений для установки заготовок одновременно по нескольким поверхностям.
3.6 Элементы приспособлений для установки заготовок одновременно по нескольким поверхностям.
При установки различных типов заготовки в качестве технологических баз часто используют различное сочетание ее элементарных поверхностей. На рис. 3.26 показаны примеры установки специальных деталей. Жирными линиями обозначены обрабатываемые поверхности; цифрами — поверхности, используемые в качестве технологических баз; стрелками — места приложения силы зажима Q; АТ — выдерживаемые при обработке размер с допуском T. При анализе уточняют технологические и измерительные базы, их размеры и точность выполнения, схему закрепления, место приложения, направление, величину и нестабильность силы закрепления. Если технологическая и измерительная базы не совмещены, то на основе геометрических связей проводят расчет погрешностей базирования, предварительно установив размеры, точность и взаимное положение установочных элементов приспособления. После определения погрешности закрепления и погрешности, вызываемой неточностью приспособления, находят погрешность установки. При анализе схемы установки выявляются и другие варианты ее выполнения, целесообразные с точки зрения повышения точности обработки и упрощения конструкции приспособления.
Например, для схемы установки кривошипа при последовательной обработке противолежащих плоскостей щек а—а и b—b (рис. 3.26, а) производят по цилиндрической поверхности коренной шейки 1, торцовой плоскости 2 и цилиндрической поверхности мотылевой шейки 3 (плоскость b—b обрабатывают после переустановки кривошипа в аналогичное приспособление). При обработке нужно выдержать параллельность плоскостей щек в пределах допуска Т на размер А и симметричность их относительно средней плоскости детали.
При наличии допуска Т1 на диаметры коренной и мотылевой шеек их оси не занимают определенного положения по высоте. Пределы изменения положения по высоте осей шеек: коренной
 ,
и мотыловой
,
и мотыловой
![]() .
.
Угол
наклона осевой плоскости к горизонтальной
изменяется в пределах![]() .
Значение
находится из соотношения
.
Значение
находится из соотношения
 .
.
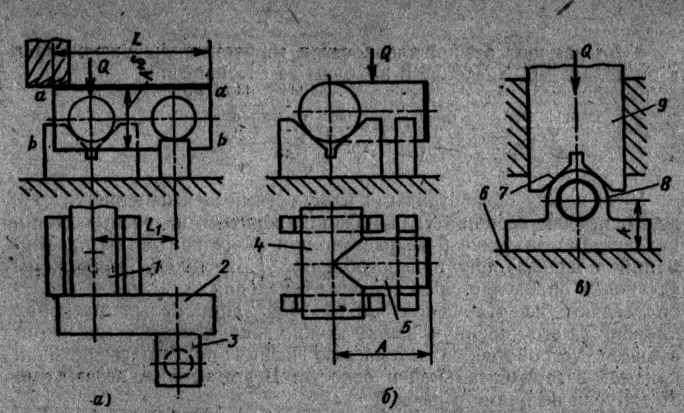
Рис. 3.26. Схемы установки заготовок одновременно по нескольким поверхностям
Угол
между обработанными плоскостями щек
изменяется от 0 до 2
,
причем вершина угла может находиться
на разных сторонах детали. Значение
возрастает при учете контактных
деформаций и износа опор приспособления.
Пригодность этой схемы| установки
определяется выполнением условия
![]() ,
где угол
,
где угол
![]() определяют из отношения
определяют из отношения
![]() .
При малых размерах кривошипа его коренную
шейку можно закреплять в самоцентрирующем
устройстве, а мотылевую шейку поджимать
боковой призмой в горизонтальной
плоскости. В этом случае независимо от
допуска на диаметр шеек
.
При малых размерах кривошипа его коренную
шейку можно закреплять в самоцентрирующем
устройстве, а мотылевую шейку поджимать
боковой призмой в горизонтальной
плоскости. В этом случае независимо от
допуска на диаметр шеек
Установка тройника (рис. 3.26, б) при подрезке торца и растачивании отверстия осуществляется по наружным цилиндрическим поверхностям 4 и 5 в призмы. Согласно схеме погрешность базирования и погрешность закрепления для размера А равны нулю, Если растачиваемое отверстие должно быть соосно внешней поверхности заготовки, то эта схема не пригодна. Величина наибольшего отклонения от сносности
Если
допустимое смещение равно
![]() то условие пригодности схемы выразится
неравенством
то условие пригодности схемы выразится
неравенством
![]() .
.
Установку заготовки подшипника (рис. 3.26, в) при растачивании отверстия производят по нижней 6 и торцовой 7 плоскостям с центровкой по наружной цилиндрической поверхности 8 призматическим зажимающим элементом 9. Эта схема позволяет точно выдержать размер А, но не обеспечивает равностенность детали в вертикальной плоскости, так как оси отверстия и внешнего контура могут не совпадать. Требование равностенности удовлетворяется базированием детали по внешней цилиндрической поверхности. При растачивании с последующей обработкой плоскости 6 от отверстия для выдерживания размера А.
Приведенные примеры показывают, что сочетание элементарных поверхностей (плоскостей, наружных и внутренних цилиндрических, сферических и других поверхностей), используемых в качестве технологических баз, может быть различным. Количество этих сочетаний, т. е. число возможных частных установочных схем, весьма велико. В каждом случае необходим анализ соответствия принятой схемы установки заданным требованиям точности обработки.