

5.5.3. Клиновые шпонки
Размеры шпонок, сечения пазов, допуски и посадки соединений с клиновыми шпонками регламентируются ГОСТ 24068—80 «Основные нормы взаимозаменяемости. Соединения шпоночные с клиновыми шпонками. Размеры шпонок и сечений пазов. Допуски и посадки».
Эти соединения аналогичны призматическим с тем отличием, что шпонка изготавливается в виде клина с уклоном 1:100. Осевым перемещением шпонки обеспечивается соединение вала и втулки. Точность клиновых шпонок устанавливается теми же полями допусков, что и для призматических. Требование в отношении точности ширины паза у вала и втулки нормируется одним полем допуска DIO. Требование к углу наклона нормируется предельными отклонениями. Посадки для сопряжении с клиновыми шпонками не нормируются, так как соединение осуществляется осевым смещением шпонки, т. е. имеет место регулируемая посадка с натягом.
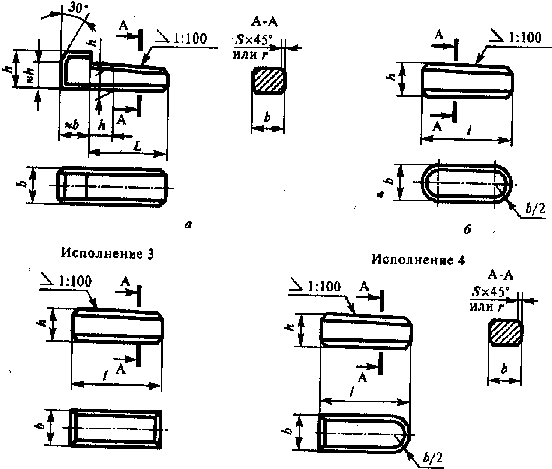
Предусмотрено четыре исполнения клиновых шпонок (рис. 5.33, а—г).
Условное обозначение клиновой шпонки состоит из размеров Ь х h х / и номера ГОСТа. Например, шпонка с размерами Ь = 18 мм, h ~ 11 мм и /= 100 мм в исполнении 1:
Шпонка 18х Их 100ГОСТ24068-80, то же, в исполнении 2:
Шпонка 2- 18 х 11 х Л» ГОСТ 24068—80.
5.5.4. Нанесение размеров на чертежах шпоночных соединений
Применяют три способа нанесения размера глубины паза на валу: от противоположной расположению паза крайней точки диаметра вала (рис. 5.34, а); от ближайшей к пазу кромки цилиндрической поверхности вала (рис. 5.34, б); от крайней точки диаметра, лежащей на оси симметрии паза (рис. 5.34, в).
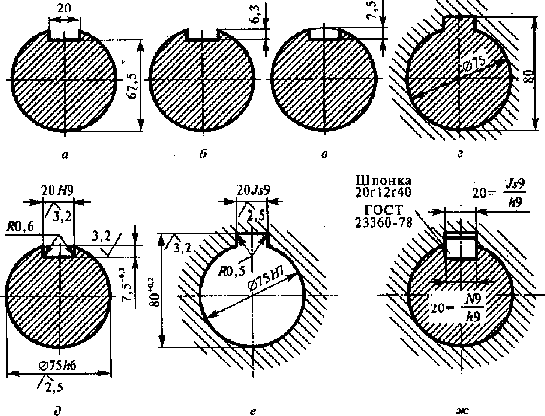
Рис. 5.34. Нанесение размеров на элементы шпоночного соединения
С точки прения контроля наиболее правильна третья схема. На рис. 5.34 приведены примеры нанесения размеров на валу (рис. 5.34, в, (J), во втулке (рис. 5.34, г, е) и в сборе (рис. 5.34, ж).
5.5.5. Шлицевые соединения
Шлицевые соединения имеют значительные преимущества перед шпоночными по прочности, которая обусловлена следующими причинами: число элементов, передающих крутящий момент, больше, а силы, действующие на элементы, соответственно меньше; концентрация напряжений у основания шлицев меньше, чем в пазах шпоночного соединения.
Прямобочнце шлщевые соединения
Размеры и допуски прямоточных шлицевых соединений регламентируются ГОСТ 1139—80 «Основные нормы взаимозаменяемости. Соединения шлицевые прямоточные. Размеры и допуски».
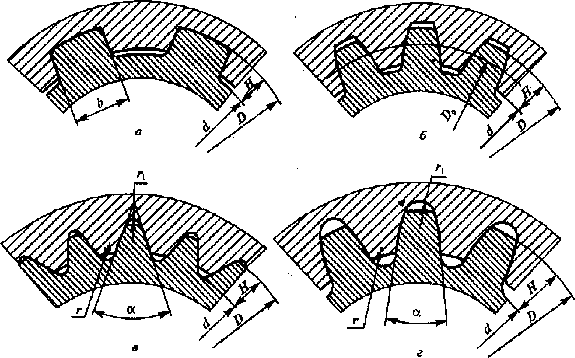
Рис. 5,35. Типы шлицевых соединений
Этот ГОСТ распространяется на шлицевые соединения общего назначения с прямоточных профилем зубьев, расположенных параллельно оси соединения, и с боковыми сторонами профиля, параллельными оси симметрии шлица вне окружности диаметра. Он предусматривает три серии шлицевых соединений: легкую (наружный диаметр 1) = 26—120 мм с числом зубьев в зависимости от диаметра z = 6; 8; 10), среднюю (D= 14—125 мм, z= 6; 8; JO) и тяжелую (D = 20—125 мм, z - 10; 16; 20), различающихся между собой размерами и числом шлицев.
Основное применение имеют соединения легкой и средней серий. Соединения тяжелой серии применяют преимущественно в тяжелых по износу условиях. Размеры прямоточных шлицевых соединений и их исполнение (по ГОСТ 1139—80) показаны на рис. 5.36.
Шлицевое соединение отличается от гладкого тем, что сопряжение осуществляется одновременно по трем поверхностям: наружной, внутренней и по боковым сторонам шлицев. В связи с этим в шлицевых прямоточных соединениях применяются три способа относительного центрирования вала и втулки (совмещения осей вала и втулки): по наружному диаметру (рис. 5.37, а), по внутреннему диаметру (d) (рис. 5.37, б, в) и по боковым поверхностям зубьев (Ь) (рис. 5.37, г).
Центрирование по наружному диаметру рекомендуется в случаях повышенных требований к соосности элементов соединения, когда
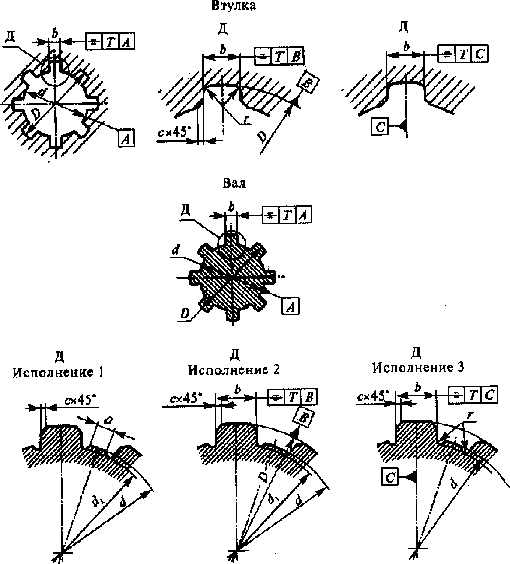
Рис. 5.36. Размеры прямоточных шлицевых соединений и их исполнения
твердость втулки допускает обработку чистовой протяжкой, а вал обрабатывается фрезерованием и шлифованием по наружному диаметру. Не центрирующие диаметры выполняют. По внутренней поверхности соединения остается зазор. Применяется в неподвижных соединениях, а также в подвижных соединениях, передающих малый крутящий момент, т. е. в соединениях с малым износом поверхностей.
ГОСТ 1139—80 предусмотрены следующие посадки при центрировании по наружному диаметру (табл. 5.22).
Посадки по боковым сторонам шлицев при этом должны соответствовать приведенным в табл. 5.23.
Центрирование по. внутреннему диаметру d применяют при повышенных требованиях .к совпадению геометрических осей, когда охватывает.
Втулка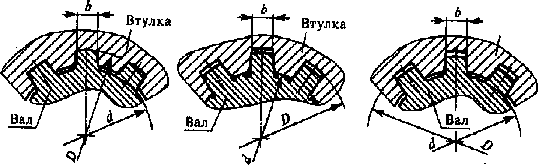
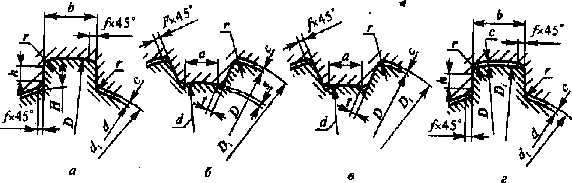
Рис. 5.37. Способы относительного центрирования в прямоточных
шлицевых соединениях
5.22. Посадки центрирующего диаметра
Поле допусков втулки |
Поле допусков вала |
||||||
d |
e |
f |
g |
h |
js |
n |
|
H7 |
---- |
---- |
H7/f7 |
H7/g6 |
H7/h7
|
H7/js6 |
h7/n6
|
H8 |
H8/d8 |
H8/e8 |
--- |
-- |
h8/h7 |
--- |
---- |
H10 |
H10/d8 |
H10/e10 |
--- |
--- |
----- |
--- |
--- |
Примечание. В киадратиых скобках приведены посадки предпочтительного применения. |
|||||||
отрываемая деталь подвергается термообработке до твердости. Исправить коробление детали, полученное при термообработке, и получить точную центрирующую поверхность можно только шлифованием внутреннего диаметра отверстия, а точные поверхности на валу только шлифованием впадин между шлицами профильными кругами.