

5.3. Расчет и выбор посадок
5.3.1. Посадки с натягом
Посадки с натягом предназначены для получения неподвижных неразъемных соединений без дополнительного креплении деталей и нашли широкое применение в машиностроении. Это объясняется простотой конструкции соединения, отсутствием дополнительных креплений (шпонок, шлицев, штифтов и т.п). Иногда, для повышения надежности соединения дополнительно используют шпонки, штифты и другие средства крепления.
Относительная неподвижность деталей обеспечивается силами трения, возникающими на контактирующих поверхностях вследствие их деформации, создаваемой натягом при сборке соединения. На прочность соединения с натягом оказывают влияние много различных факторов, среди которых можно выделить следующие:
размеры геометрических параметров деталей и соединения (диаметр, длина соединения, точность геометрической формы дета лей и параметры шероховатости, величина натяга);
физико-механические свойства материалов соединяемых де талей (модуль упругости, предел текучести, коэффициент Пуассон. На, релаксация напряжений, коэффициент линейного расширен Материала детали); условия нагружения (величина передаваемых усилий, моментов, скорость вращения и масса вращающихся деталей); технология сборки соединения (условия запрессовки, усилие запрессовки, скорость запрессовки, форма фасок соединяемых деталей). Рассмотрим общий случай расчета посадок с натягом, когда состоит из полого вала и втулки (рис. 5.20, а).
Разность между диаметром вала d и внутренним диаметром втулки сборки определяет натяг N. При запрессовке деталей происходит растяжение втулки на величину ND и одновременно сжатие вала. На величину Na, причем
![]() (5,33)
(5,33)
В результате упругой деформации на контактных поверхностях сопрягаемых деталей возникают напряжения, пропорциональные натягу. Передаваемое таким соединением усилие Р или крутящий момент М стремится в процессе эксплуатации узла сместить или повернуть одну деталь относительно другой. Этому усилию или крутя-
моменты противодействуют силе трения (сцепления), Возникающие на контактных поверхностях и обеспечивающие относительную неподвижность деталей, т. с. Мкр < М^, где М — момент трения, зависящий от натяга, размеров соединяемых деталей, шероховатости поверхностей и т. п. Используя известные зависимости для определения напряжений:и перемещений в толстостенных полых цилиндрах (задачи Ляме)
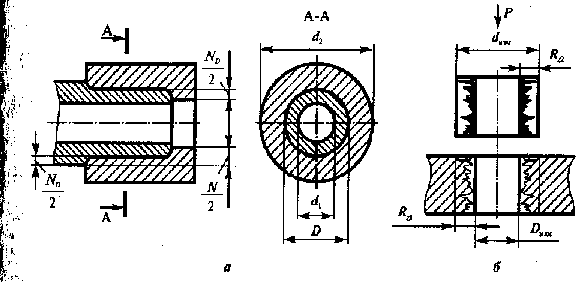
Рис.
5.20. Схемы
к
расчету посадок с натягом
![]() (5.34)
(5.34)
![]() (5.35)
(5.35)
получим
 (5.37)
(5.37)
Возможны три вида нагрузок, передаваемых неподвижным соединением:
 (5.38)
(5.38)
Для заданных материалов и размеров соединяемых деталей натяг зависит от давления pmin, которое определяют из условия обеспечения неподвижности соединяемых деталей при эксплуатации, т. е. из условия прочности соединения. Для исключения относительного смещения деталей в соединении при нарушении осевой силой Р необходимо, чтобы расчетное усилие не превышало сил трения, возникающих на поверхности:
![]() (5.39)
(5.39)
откуда
![]() (5.40)
(5.40)
При нагружении соединения крутящим моментом это условие:
![]() (5.41)
(5.41)
откуда
![]() (5.42)
(5.42)
При одновременном нагружении соединения крутящим моменты сдвигающей силой расчет следует выполнять по равнодействующей Т:
![]() (5.43)
(5.43)
откуда
![]() (5.44)
(5.44)
Исходя из формул (5.36), (5.40),(5.42) и (5.44) наименьший расчетный натяг при осевом нагружении:
 (5.45)
(5.45)
при нагружении крутящим моментом:
 (5.46)
(5.46)
Измерение размеров соединяемых деталей производят по вершинам неровностей (рис. 5.20, б), поэтому в измеренный натяг:
![]() (5.47)
(5.47)
входят значения высот неровностей вала и отверстия . В процессе запрессовки неровности на контактных поверхностях деталей сминаются, что уменьшает прочность соединения.
Следовательно, расчетный натяг соединения становится меньше табличного найденного по табличным значениям предельных отклонений, на величину вершин неровностей и. Опыт показывает, что при запрессовке деталей в холодном состоянии вершины неровностей сминаются примерно на 0,6 сшей величины с каждой стороны, следовательно
![]() (5.48)
(5.48)
Поэтому наименьший натяг N при котором обеспечивается прочность соединения, определяется выражение
![]() (5.49)
(5.49)
Если соединение работает при температуре, значительно отличающейся от температуры сборки (/с = 20°С), при разных коэффициентах линейного расширения материалов деталей, то учитывают изменение натяга ul (мкм):
![]() (5.50)
(5.50)
где
![]() —
коэффициенты
линейного расширения; /„ /2
— рабочая температура
деталей. В этом случае посадку выбирают
по натягу
—
коэффициенты
линейного расширения; /„ /2
— рабочая температура
деталей. В этом случае посадку выбирают
по натягу
![]() (5.51)
(5.51)
Выбранная по ГОСТ 25347—82 рекомендуемая посадка должна удовлетворять условию
![]() (5.52)
(5.52)
Чтобы обеспечить прочность соединяемых деталей, расчет следует проводить по наибольшему табличному натягу для выбранной посадки. Для этого определяют наибольшее давление, возникающее после запрессовки на соединяемых поверхностях при наибольшем натяге, используя формулы (5.36) и (5.48):
 (5.53)
(5.53)
Прочность деталей соединения проверяют по наибольшему натягу выбранной посадки. Этот натяг может быть значительно большее номинальною. Эпюры распределении нормальных напряжений окружных (Т, и радиальных — показаны на рис. 5.21. Слабым Р8веном, как правило, является охватывающая деталь. Наибольшие напряжения возникающие в соединяемых деталях (втулка и при наибольшем давлении:
 (5.54)
(5.54)
 (5.55)
(5.55)
Если эти напряжения меньше предела текучести материала деталей (условие прочности)
![]() (5.56)
(5.56)
посадка выбрана правильно.
Вследствие значительных колебаний свойств материалов деталей, погрешностей при обработке, различия в способах осуществления посадок с натягом массовым применением производится экспериментальная проверка прочности соединения.
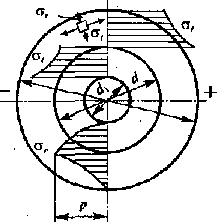
Рис. 5.21 Эпюры распределения
Нормальных напряжений
В состоянии покоя под действием силы тяжести вал находится В крайнем нижнем положении (рис. 5.22).
При вращении вала силы трения увлекают смазку в узкую клинообразную щель между валом и отверстием. Под действием возникающего в щели давления при определенном соотношении размеров соединения, частоты вращения, вязкости смазки и давления вал. Как бы всплывает, опираясь на слой смазки и несколько смещаясь в сторону вращения.
Жидкостное трение между трущимися поверхностями будет остойчивым, если толщина слоя смазки в самом узком месте hmln будет больше некоторого критического значения. В результате опытов было установлено, что наилучшие условия работы подшипника, достигаются при (зазор между Валом и подшипником в состоянии покоя). Коэффициент полезного действия подшипника скольжения в. Этом случае будет наибольшим, а коэффициент трения получается наименьшим. Из гидродинамической теории смазки известно соотношение между h и S в подшипниках скольжения
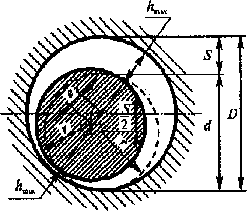 Рис.
5.22. Схема к расчет посадок
с зазором
Рис.
5.22. Схема к расчет посадок
с зазором