

Рис. 5.15. Графическая
иллюстрация
зависимости
единицы допуска
Номинального размера
Третьим признаком ЕСДП является градация точности (ряды точности). В каждом изделии детали разного назначения изготовляют с различной точностью, в зависимости от требований, предъявляемым к ним. Для нормирования требуемой точности установлены квалитеты (степени точности).
Квалшпет (степень точности) — совокупность допусков, рассматриваемых как соответствующие одному уровню точности для всех номинальных размеров. Для каждого квалитета существует закономерно построенный ряд полей допусков, в котором разные по величине размеры имеют одну и ту же относительную точность, определяемую коэффициентом а.
Допуски деталей одинаковой точности содержат равное число единиц допуска а.
Число квалитетов определяется потребностью промышленности. В ЕСДП предусмотрено 20 квалитетов, которые обозначаются порядковыми номерами, возрастающими с увеличением допуска: 01; 0; 1; 2; 3, ..., 16; 17; 18. Допуск обозначается буквами IT (International tolerance),
за которыми следует номер квалитета, например: /712; У78; /70. Величину допуска для 5—17 квалитета (для любого размера) умножением единицы допуска i на определенное, данного квалитета число единиц допуска a,т.е.
![]() (5,32)
(5,32)
Число единиц допуска а для различных квалитетов приведено . 5.2.
5.2. Число единиц допуска в 3—17 квалитетех (для размеров до 500 мм)
Кмлвтет |
5 |
6 |
7 |
в |
9 |
10 |
11 |
11 |
13 |
14 |
15 |
16 |
17 |
18 |
Количество |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
единиц |
1 |
10 |
16 |
25 |
40 |
64 |
100 |
160 |
250 |
400 |
640 |
1000 |
1600 |
2500 |
допуска, а |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Для других квалитетов допуски определяются по специальным '.формулам.
Отметим, что начиная с 6-го квалитета, количество единиц допуска а изменяется по геометрической прогрессии со знаменателем = 1,6 (ряд Д5). Это означает, что при переходе от одного квалитета. Другому допуск возрастает в 1,6 раза (на 60%),а при переходе на квалитетов — допуск увеличивается в 10 раз. Это правило можно. Использовать и для получения допусков грубее ./718.
Квалитет определяет величину допуска на изготовление, а, следовательно, предопределяет методы и средства изготовления деталей машин.
По заданному допуску размера можно определить квалитет, которому он изготовлен. Назначение необходимого квалитета является сложной технико-экономической задачей.
Четвертым признаком ЕСДП. служит основанное на принципе экономии металла предельно одностороннее расположение полей допусков основных деталей (рис. 5.16).
Нулевая линия
Основное от верст не |
Основной. вал улевая линия |
||
|
H |
||
0 |
h |
|
|
|
|||
|
|
||
|
|
||
Рис. 5.J6. Предельно одностороннее расположение полей допусков основного
отверстия (Н) и основного вала (h)
Основное отверстие — отверстие, нижнее отклонение которого равно нулю, т. е. EI = 0.
Основной вал — вал, верхнее отклонение которого равно нулю, т. е. es = 0.
Основное отверстие обозначается буквой, а основной вал
Система ЕСДП является предельно односторонней. Существенным следствием принятого расположения полей допусков основной детали является снижение массы изделий и экономия металла на заготовках.
Пятым признаком ЕСДП является расположение полей допусков. Значение размера определенной точности характеризуется величиной и расположением допуска относительно номинального размера. В ЕСДП для указания положения поля допуска относительно номинального размера нормируются величины основных отклонений, которые обозначаются латинскими буквами — большими для отверстия
(А, Д С, CD, Е, EF, F, FG, G, Я, J(JS), К, М, N, P, R, S, Т, U, У, X, У, Z, ТА, 7В, ZC)
и малыми для валов (а, Ь, с, cd, e,ef,f,fg, g, h, j(js), k, m, n, p, r, sy t, u, v, x, у, z)
Основное отклонение — одно из двух предельных отклонений (верхнее или нижнее), определяющее положение поля допуска относительно нулевой линии. Каждому из основных отклонений рис. 5.17 соответствует определенный уровень относительно нулевой линии, от которого начинается поле допуска. Штриховкой показано направление допуска, а второе предельное отклонение не указано, так как оно зависит от поля допуска.
Основные отклонения стандартизованы, как правило, независимее от допусков, а их численные значения установлены в зависимости от интервалов номинальных размеров.
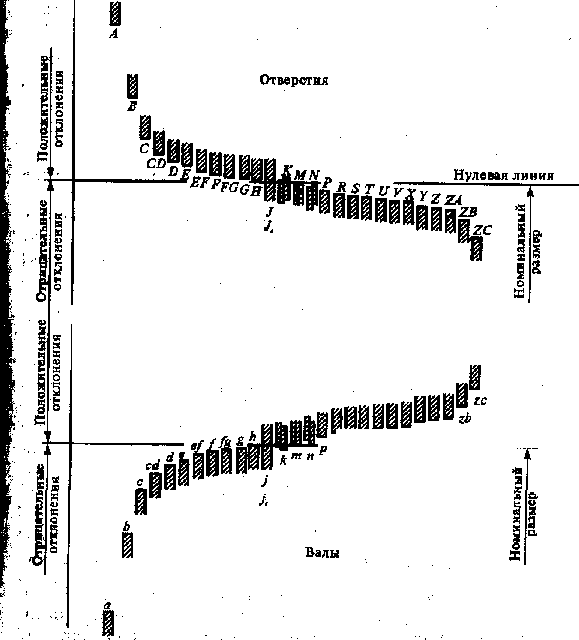
Рис. 5,17. Схема расположения и обозначения основных отклонений (штриховкой показано направление расположении поля допуска
При расположении поля допуска выше нулевой линии основ-: Й[ЬШ отклонением является нижнее отклонение, а верхнее отклонение определяется по формуле
Ркс. 5.18. Иллюстрация
к специальному
правилу
определении
основных
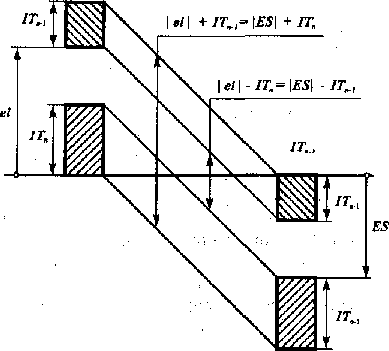
e s
= ei +
IT,
s
= ei +
IT,
ES=EI+ IT
В этих формулах IT - допуск размера, который зависит от номера квалитета и номинального размера и не зависит от основного отклонения.
В ЕСДП допускаются любые сочетания основных отклонений и квалитетов, что позволяет получить большое число различных полей допусков валов и отверстий. Это значительно превышает потребности промышленности. В связи с этим путем отбора была установлена ограниченная номенклатура полей5 допусков (ГОСТ 25347-82).
Поля допусков валов и отверстий для номинальных размеров от 1 до 500 мм приведены в табл. 5.3 и 5.4.
Шестым признаком ЕСДП предусмотрены посадки в системе отверстия и в системе вала,
Посадки в системе отверстия — посадки, в которых требуемые зазоры и натяги получаются сочетанием различных полей допусков валов с полем допуска основного отверстия (рис. 5.19).
Посадки в системе вала — посадки, в которых требуемые зазоры и натяги получаются сочетанием различных полей допусков отверстия с полем допуска основного вала (рис. 5.19).
Системы отверстия и вала формально равноправны. Однако система отверстия является предпочтительной. Она более экономичная. Это обусловлено значительно меньшей номенклатурой инструментов для обработки. Различные валы в системе отверстия могут обрабатываться резцом, тогда как для получения в системе вала разнообразных посадок при определенном размере сопряжения требуется большое количество мерного инструмента (сверл, зенкеров, разверток, протяжек).
![]()
Основные отклонения j и аналогичны во многом отклонениям и JS и отличаются тем, что поля допусков с этой буквой не имеют строго симметричного расположения.
Основные отклонения валов от р до zc и отверстий от Р до ZC используются в основном для образования полей допусков для посадок с натягом. В табл. 5.5 приведены рекомендуемые к применению посадки в системе отверстия (69 посадок), а к табл. 5.6 — и системе вала (61 посадка).
В практической деятельности используется значительно меньшее количество посадок. Количество посадок предпочтительного применения в системе отверстия для размеров от 1 до 500 мм (в табл. 5.5 выделены жирныv шрифтом) равно 17, а н системе вала (табл. 5.6) — 10.
Седьмым признаком ЕСДП служит температурный режим. В зависимости от температуры, которую имеет изготовленная деталь, ее размеры будут различные. Поэтому установлено, что стандартные допуски и посадки относятся к деталям, размеры которых определены при нормальной температуре 20°С. Такая температура принята близкой к температуре рабочих помещений машиностроительных заводов. Аттестация измерительных средств, а также точные измерения необходимо выполнять при нормальной температуре.
Для точных измерений часто выделяют специальные помещения, в которых температура поддерживается в пределах одного градуса в любое время года. Неравномерность температурного поля в помещении, разность коэффициентов линейного расширения контролируемых изделий и измерительных средств являются причинами температурных погрешностей.
Погрешность измерения, вызванную отклонениями от нормальной температуры и разности коэффициентов линейного расширения детали и измерительного средства, можно определить по формуле:
Погрешность измерения может возникнуть также и от местного ' нагрева, например, под действием тепла рук контролера.
Для увеличения точности измерений необходимо применять тепловую изоляцию (термоизоляционные накладки и ручки у скоб) или термоизолирующие перчатки для контролеров.
Еще одним из способов устранения температурной погрешности ОТ разности температур детали и измерение средства является шниваяие температур. Для этого проверяемую деталь и измери-1 тельное средство выдерживают в одинаковых условиях в течение 'Определенного времени, которое можно определить по формуле
где k — коэффициент, зависящий от условий охлаждения; при охлаждении в эмульсии k = 1,75, при охлаждении на чугунной плите 6, при охлаждении на воздухе k = 30; у — плотность материала 'детали, кг/м3; F — площадь поверхности детали, м2; Т — начальная разность температур; / — конечная разность температур. Температуры изделия и измерительного средства выравниваются через достаточно большой промежуток измерении.
5.2.3. НАНЕСЕНИЕ ПРЕДЕЛЬНЫХ ОТКЛОНЕНИЙ РАЗМЕРОВ НА ЧЕРТЕЖАХ. ОБОЗНАЧЕНИЕ ПОСАДОК
Нанесение предельных отклонений на чертежах регламентируется ГОСТ 2.307—68, входящим в Единую систему конструкторской документации (ЕСКД). Предусмотрено три способа указания
— числовыми значениями предельных отклонении
![]()
— условными обозначениями полей допусков
![]()
— условными обозначениями полей допусков с указанием справочнике в скобках числовых значений предельных отклонений. Во всех трех случаях вначале указывается номинальный размер
![]()
Если одно из предельных отклонений равно нулю, то его можно не указывать
![]() (5.33)
(5.33)
Числовые значения предельных отклонений проставляются на чертежах, предназначенных для использования при изготовлении деталей в единичном производстве, при ремонтных работах, когда рабочий применяет универсальный измерительный инструмент.
Если чертеж предназначен для использования в серийном и массовом производстве, где для контроля точности изготовления используются предельные калибры, то на нем проставляются условные обозначения полей допусков.
Предпочтительным является третий способ, так как рабочему удобно пользоваться чертежом в любом случае.
Обозначение посадки на сборочном чертеже регламентируется ГОСТ 2.307—68 и состоит из указаний номинального размера и полей допусков сопрягаемых деталей в виде дроби: в числителе указывается поле допуска отверстия, а в знаменателе — поле допуска. Вместо условных обозначений полей допусков можно указывать в числителе и знаменателе предельные отклонения, например Форма обозначения посадок в системе вала и системе отверстия идентична