

10.5. Стандартные образцы состава и свойств веществ и материалов
Обеспечение стандартных свойств веществ и материалов, из которых изготавливается то или иное изделие, является основой для выпуска продукции высокого качества. Существующий уровень развития средств измерений химического состава и свойств веществ и материалов не обеспечивает- требуемой достоверности измерений, если используются традиционные способы поверки. Это определяется тем, что о составе и технических .свойствах судят по результатам измерения некоторых физических величия, характеризующих их вторичные свойства, а связь состава и свойств веществ и материалов с непосредственно измеряемыми величинами часто зависит от конкретных условий измерении. Возникающие при этом методические погрешности измерения не устраняются повышением точности средств измерений, и необходим переход к воспроизведению измеряемых свойств с помощью специальных средств измерения — стандартных образцов состава и свойств веществ и материалов. Стандартный образец — это средство измерений в виде вещества (материала), состав или свойство которого установлены при аттестации.
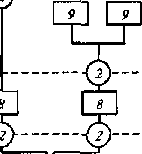
Рис. 10.3. Поверочная схема:
/ — государственный эталон; 2 — меч од передачи размера единиц;
3 — эталон-копия; 4 — эталон-свидетель; 5 — рабочий эталон;
6, 7, 8 — образцовые средства измерений соответствующих разрядов;
9 — образцовые средства измерений, заимствованные из других
поверочных схем; 10 —- рабочие средства измерений
Стандартные образцы предназначены для обеспечения единства и требуемой точности измерений. Их применяют для измерения состава и свойств веществ и материалов методом сравнения с данным стандартным образцом; градуировки, аттестации и поверки средств измерений, используемых для измерения соответствующих свойств и состава веществ и материалов; аттестации методик выполнения измерений состава и свойств; контроля правильности результатов измерений.
При использовании стандартного образца конкретные внешние условия одновременно и одинаково действуют как на стандартные образцы, так и на испытуемый объект, и тем самым устраняются методические погрешности измерения. В этой связи стандартный образец должен быть по своим химическим и физическим свойствам как можно ближе к аттестуемому объекту. Стандартный образец как бы моделирует объект, и, например, при определении содержания алюминия в легированной стали и в цветном сплаве необходимо применять различные стандартные образцы. Таким образом, номенклатура стандартных образцов должна быть достаточно большой. В предельном случае для каждого объекта должен быть свой стандартный образец.
В зависимости от аттестуемой физической величины все стандартные образцы разделяют на стандартные образцы состава и стандартные образцы свойств. В свою очередь, стандартные образцы состава подразделяют в зависимости от вещества (материала), а стандартные образцы свойств — в зависимости от физической величины, которую они воспроизводят. Стандартные образцы свойств веществ и материалов но своему назначению выполняют роль мер.
В зависимости от установленного уровня утверждения и применения все стандартные образцы разбивают на три категории:
стандартные государственные образцы (ГСО), утвержденные Госстандартом и зарегистрированные в Государственном реестре средств измерений, прошедших государственные испытания, при меняемые при выполнении измерений Государственной метрологической службой, для выполнения особо точных измерений;
отраслевые стандартные образцы (ОСО), утвержденные и за регистрированные в порядке, установленном министерством, и при меняемые для контроля правильности результатов измерений, но отраслевым методикам для разработки стандартных образцов предприятий; стандартные образцы предприятий (СОП),утвержденные И зарегистрированные в порядке, утвержденном руководителем пред приятия и применяемые для градуировки средств измерений, для контроля правильности результатов измерений состава и свойств методом сравнения на предприятии. Основными метрологическими характеристиками стандартного образца являются значение аттестуемой характеристики (значение физической величины, воспроизводимой стандартным образцом) и значение его погрешности, т. е. разности между значением аттестуемой характеристики, установленным при аттестации, и истинным значением, воспроизводимым при использовании конкретного экземпляра стандартного образца или его части (пробы).
Важными требованиями являются однородность (постоянство воспроизводимых образцом значений физической величины во всех экземплярах образца или его частях) и стабильность (постоянство воспроизводимых образцом значений физической величины в течение срока действия образца).
Все стандартные образцы подлежат аттестации, при которой устанавливаются их метрологические характеристики.
Стандартные образцы предприятии аттестуются по отраслевым или непосредственно по стандартным государственным образцам. Аттестация стандартных государственных образцов производится путем их исследования с применением эталонов, образцовых средств измерений, с использованием методик, прошедших аттестацию по ГОСТ 8.010—72. Значение аттестуемой характеристики — это установленное при аттестации стандартного образца значение воспроизводимой им физической величины, характеризующей его состав и свойства. Стандартный образец может иметь несколько аттестованных значений по числу воспроизводимых им физических величин. Каждый стандартный образец (или партия) снабжается свидетельством, в котором должны быть указаны значение аттестуемой характеристики, ее погрешность, срок действия образца, условия применения, хранения, транспортирования и т. п.
Для координации работ по разработке и внедрению стандартных образцов в стране действует Государственная служба стандартных образцов состава и свойств веществ и материалов (ГССО).