

5.12.16. Метод групповой взаимозаменяемости. Селективная сборка деталей
Сущность метода групповой взаимозаменяемости заключается в изготовлении деталей со сравнительно большими допусками, а для осуществления сборки детали сортируются на группы по фактической величине сопрягаемых размеров деталей с более узкими групповыми допусками. Это обеспечивает при последующей сборке получение требуемых по техническим условиям значений замыкающего звена в пределах каждой группы. Сортировка может осуществляться как автоматически, так и вручную. При селективной сборке обеспечивается полная взаимозаменяемость только в пределах каждой группы. Чем больше число групп сортировки, тем меньше разброс значений замыкающего звена в одной группе, тем выше точность селективной сборки. Из этого следует, что точность сборки можно увеличивать безгранично. Однако это невозможно, так как вступают в силу ограничения, связанные с возможностями измерительной техники, погрешностями базирования в приспособлениях и т. п. Кроме того, увеличение числа групп сортировки приводит к тому, что групповые допуски незначительно отличаются, а процессы сортировки и сборки значительно усложняются; увеличивается количество деталей, для которых нет пары; усложняется ремонт изделий в связи с отсутствием полной взаимозаменяемости деталей в разных сборочных группах.
Метод селективной сборки широко применяется в производстве подшипников качения, при сборке резьбовых шпилек со стальными корпусами (с целью обеспечения гарантированного натяга в соединении), некоторых деталей гидрооборудования.
Рассмотрим расчет размерных цепей с использованием метода селективной сборки на простейшем примере соединения двух деталей: вала и отверстия. Пусть допуски на изготовление вала и отверстия соответственно равны ITB и ITA. Обычно поле допуска отверстия в соединении больше, чем допуск вала, т. е. ITA > ITB. Сортировку деталей будем осуществлять на п групп (рис. 5Л 55). Тогда, очевидно, верхние (ESA, esB) и нижние (ELA, eib) отклонения для k-й группы деталей можно определить по формулам:
 (5.194)
(5.194)
 (5.195)
(5.195)
Предельные зазоры в соединениях определяются по следующим формулам:
![]() (5.196)
(5.196)
Средний зазор в соединении определяется по формуле. С учетом (5.196) получим:
![]() (5.197)
(5.197)
Допуск посадки в k-й группе деталей
![]() (5.198)
(5.198)
т. е. величина зазора в k-й группе изменяется в следующих пределах (относительно среднего значения):
Отсюда следует, что при селективной сборке наибольшие зазоры уменьшаются, а наименьшие увеличиваются, приближаясь с ростом числа групп сортировки к среднему зазору для данной посадки.
При равенстве допусков вала и отверстия зазор в любой группе определяется по формуле
(5.199)
![]() (5.200)
(5.200)
![]() (5.201)
(5.201)
![]() (5.202)
(5.202)
Число групп, полученное по формуле (5.202), округляется до ближайшего целого числа.
При расчете посадок с гарантированным натягом наибольший натяг (наименьший зазор) будет в группе, а наименьший натяг (наибольший зазор) — в 1-й группе:
![]() (5.203)
(5.203)
Тогда число групп для селективной сборки
![]() (5.204)
(5.204)
Одно из отклонений EIA или eiB определяется по формулам (5.203).В посадках с натягом при селективной сборке наибольшие натяги уменьшаются, а наименьшие увеличиваются, приближаясь с ростом числа групп сортировки к среднему натягу для данной посадки.
Переходные
посадки![]() рассчитывают по формулам
для посадок с зазором, а число групп
можно определить как по
формуле (5.202), так и по формуле (5.204). В
переходных посадках наибольшие натяги
и зазоры уменьшаются, приближаясь с
увеличением числа групп сортировки к
тому натягу или зазору, который
соответствует серединам полей допусков
деталей. В посадках с гарантированным
зазором при ITA <
ITB (см. рис. 5.155)
наибольший зазор будет в 1-й группе, а
наименьший, т. е. так же, как в формулах
(5.203), т. е. по ним и надо определять
необходимые предельные отклонения.
Число групп в этом случае определяют
по формуле (5.204).
рассчитывают по формулам
для посадок с зазором, а число групп
можно определить как по
формуле (5.202), так и по формуле (5.204). В
переходных посадках наибольшие натяги
и зазоры уменьшаются, приближаясь с
увеличением числа групп сортировки к
тому натягу или зазору, который
соответствует серединам полей допусков
деталей. В посадках с гарантированным
зазором при ITA <
ITB (см. рис. 5.155)
наибольший зазор будет в 1-й группе, а
наименьший, т. е. так же, как в формулах
(5.203), т. е. по ним и надо определять
необходимые предельные отклонения.
Число групп в этом случае определяют
по формуле (5.204).
Посадки с натягом при ITA < ITB рассчитываются по формулам (5.201), (5.202), а переходные посадки по формулам (5.203), (5.204).
Действительные законы рассеяния размеров валов и отверстий, как правило, несимметричны. При изготовлении деталей типа «вал».
центр группирования размеров обычно смещается в сторону исправимого брака, т. е. в сторону больших валов (рис. 5.156). В связи с этим деталей типа «вал» в 1-й, 2-й, ... группах будет несколько меньше, чем в симметричных с ними относительно центра поля допуска в группах п и (п — 1).
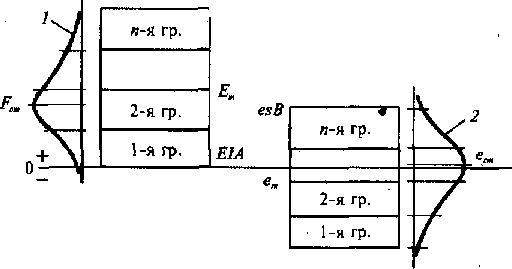
Рис. 5.156. Асимметрия распределения отклонений размеров деталей:
} — плотность распределения отклонений размеров деталей типа «отверстие»; 2 — плотность распределения отклонений размеров деталей типа «вал;
е„, £„ — координаты середин полей допусков вала, отверстия;
ея,' ^<™ ~~ координаты максимумов плотностей распределения отклонений размеров вала,
отверстия
Для деталей типа «отверстие» — наоборот: деталей в 1-й, 2-й,... группах будет больше, чем в группах п и (я—1).
При селективной сборке деталей 1-й, 2-й, ... групп будут оставаться «лишние» детали типа «отверстие», а при сборке деталей групп п и (п— 1) остаются «лишние» детали типа «вал», что ведет к накоплению незавершенного производства непарных деталей. Для уменьшения незавершенного производства необходимо так организовать технологический процесс обработки сопрягаемых размеров, чтобы уменьшить асимметрию распределения размеров деталей типа «валов» и «отверстий». Полное отсутствие незавершенного производства возможно только при идентичности кривых распределения.
Отношения 1ТА/п и ITB/п называют групповыми допусками.