

5.11.2. Система допусков цилиндрических зубчатых передач
Система допусков цилиндрических зубчатых передач изложена в ГОСТ 1643—81, который распространяется на эвольвентные передачи внешнего и внутреннего зацепления с прямыми, косозубыми и шевронными колесами с делительным диаметром до 6300 мм, шириной зубчатого венца или полушеврона до 1250 мм, модулем зубьев 1—55 мм, с исходным контуром по ГОСТ 13755—81 независимо от метода получения боковых поверхностей зубьев.
Для зубчатых колес и передач установлено двенадцать степеней точности, обозначаемых в порядке убывания точности цифрами от 1 до 12.
Степени 1 и 2 не имеют установленных норм и являются резервными. Все допуски рассчитаны для шестой степени точности. Числовые значения допусков других степеней определяют умножением на переходный коэффициент.
Для каждой степени точности зубчатых колес и передач устанавливаются независимые нормы допустимых отклонений параметров, определяющих кинематическую точность колес и передачи, плавности работы и контакт зубьев передачи, что позволяет назначать различные нормы и степени точности для передач в соответствии с их эксплуатационным назначением и учитывать отличие технологических способов обеспечения требуемой точности.
5.11.3. Кинематическая точность передачи
Ведущее
зубчатое
колесо
Ведомое
зубчатое
колесо
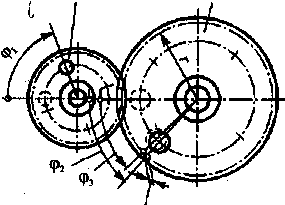
Кинематическая точность характеризуется полной погрешностью углов поворота находящихся в зацеплении колес за один оборот. Комплексным показателем нормы кинематической точности является кинематическая погрешность. Для обеспечения кинематической точности предусмотрены нормы, ограничивающие кинематическую погрешность передачи и кинематическую погрешность колеса.
Кинематическая погрешность
Рис. 5.115. Схема определения
кинематической погрешности
передачи
Кинематическая погрешность передачи — разность между действительным и номинальным (расчетным) углами поворота ведомого зубчатого колеса передачи. Выражается в линейных величинах длиной дуги его делительной окружности (г) (рис. 5.115), т. е.
![]()
![]()
Наибольшая кинематическая погрешность передачи ограничивается допуском /V , который определяется как сумма допусков на кинематическую погрешность зубчатых колес 1 и 2, т. е.
![]()
Кинематическая погрешность зубчатого колеса — есть разность между действительным и номинальным (расчетным) углами поворота зубчатого колеса на его рабочей оси, ведомого измерительным зубчатым колесом при номинальном взаимном положении осей вращения этих колес; выражается в линейных величинах длины дуги делительной окружности.
Под рабочей осью зубчатого колеса понимается ось, вокруг которой оно вращается в передаче, а под измерительным зубчатым колесом понимается зубчатое колесо повышенной точности, применяемое в качестве измерительного элемента для однопрофильного и двух профильного методов контроля зубчатых колес.
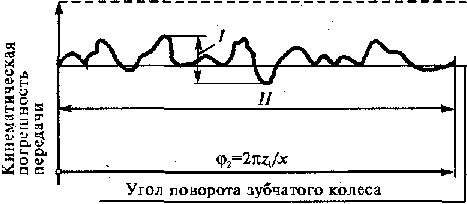
Рис. 5.116.Кинематическаяпогрешность передачи
Наибольшая кинематическая погрешность зубчатого колеса определяется как наибольшая алгебраическая разность значений кинематической погрешности зубчатого колеса в пределах его полного оборота (рис. 5.117). Ограничивается допуском на кинематическую погрешность колеса F,' . Величина допуска на кинематическую погрешность в стандарте не приводится. Ее можно определить как сумму допуска на накопленную погрешность шага колеса F (назначаемого в зависимости от степени точности, принятой для нормы кинематической точности) и допуска на погрешность профиля зуба (назначаемого в зависимости от степени точности по нормам плавности работы), т. е.
![]()
Комплексный показатель — наиболее полно характеризует суммарное проявление погрешностей колеса в условиях, близких к эксплуатационным. Однако его использование ограничено из-за отсутствия простых и надежных измерительных приборов для его контроля.
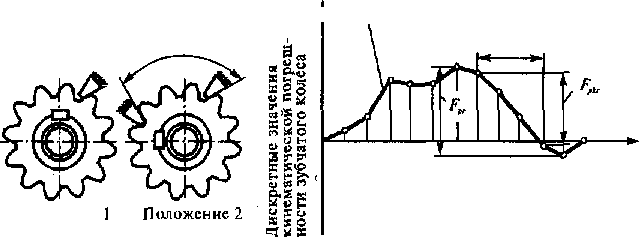
Рис. 5.118. Накопленная погрешность шагов
Кинематическая погрешность зубчатого колеса на шагах определяется как разность между действительным и номинальным (расчетным) углами поворота зубчатого колеса (на рассматриваемом числе зубьев k) на его рабочей оси, ведомого измерительным зубчатым колесом, при номинальном взаимном положении осей вращения обоих колес. Выражается в линейных величинах длиной дуги делительной окружности. Ограничивается допуском на кинематическую погрешность колеса на шагов .
Кинематическая погрешность цилиндрических колес, изготовляемых на зуборезных станках методом обката, вызывается погрешностью цепей обката зуборезного станка, несовпадением центра основной окружности колеса с рабочей осью его вращения, неточностью зуборезного инструмента, погрешностью его установки и т. д. Кинематическая точность зубчатых колес (как комплексный показатель) зависит от погрешностей, суммарное влияние которых обнаруживается один раз за оборот колеса. К ним относятся погрешность обката, накопленная погрешность шага, радиальное биение зубчатого венца, колебания длины общей нормали и измерительного межосевого расстояния за оборот зубчатого колеса. Комплексным показателем для оценки кинематической точности является также накопленная погрешность шага по зубчатому колесу или по шагов.
Накопленная погрешность шагов. (рис. 5.118) — наибольшая разность дискретных значений кинематической погрешности зубчатого колеса при номинальном его повороте на k целых угловых шагов.
Накопленная погрешность шагов .(рис. 5.118) — наибольшая разность дискретных значений кинематической погрешности зубчатого колеса при номинальном его повороте на k целых угловых шагов, т. е.
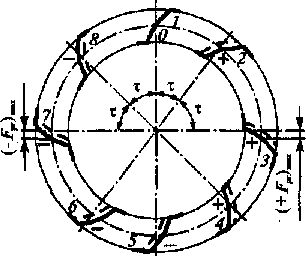
Рис.
5.119. Схема
наглядного
определения
накопленной
погрешности
k
шагов
По существу это наибольшая погрешность во взаимном расположении двух любых одноименных профилей зубьев по одной окружности колеса или на заданной ее части в k угловых шагов, проходящей по середине высоты зуба, с центром на рабочей оси колеса в сечении, перпендикулярном его оси. Наглядное представление о показателе дает рассмотрение условной схемы (рис. 5.119), на которой теневая проекция зубчатого венца проверяемого колеса наложена на выполненный в заданном масштабе геометрически правильный чертеж того же венца (штриховой профиль). После совмещения бокового профиля одного из зубьев (условно — первого) с соответствующим теоретическим профилем на чертеже обнаруживается, что профили остальных зубьев колеса в той или иной степени не доходят (отрицательные погрешности) или переходят (положительные погрешности) за свои номинальные контуры. Ошибки отдельных шагов могут быть и незначительными, когда их измеряют между двумя любыми соседними зубьями колеса. Но относительно номинального расположения профиля зуба они постепенно суммируются, достигая на каком-то зубе (3) наибольшего положительного, а на другом (7) наибольшего отрицательного значений.
Радиальное биение зубчатого венца F^ ~ это разность действительных предельных положений исходного контура в пределах зубчатого колеса (от его рабочей оси). Вызывается неточным совмещением рабочей оси колеса с технологической осью при обработке зубьев, радиальным биением делительного колеса станка и ограничивается допуском на радиальное биение зубчатого венца Fr (под технологической осью зубчатого колеса понимается ос ь, вокруг которой оно вращается в процессе окончательной обработки зубьев по обеим сторонам). Контроль радиального биения осуществляется на биение мерах.
Погрешность обката — составляющая кинематической погрешности зубчатого колеса, определяемая при вращении его на технологической оси и при исключении Циклических погрешностей зубцовой частоты и кратных ей более высоких частот.
Погрешность обката может определяться как погрешность кинематической цепи деления зубообрабатывающего станка. Погрешность обката ограничивается допуском Р.
Колебание длины общей нормали -- это разность между наибольшей и наименьшей действительным длинами общей нормали в одном и том же зубчатом колесе, т. е.
![]()
Длиной общей нормали называется расстояние между двумя параллельными плоскостями, касательными к двум разноименным активным боковым поверхностям зубьев Зубчатого колеса, измеренное по общей нормали к ним. Общей нормалью является прямая, соединяющая точки касания параллельных поверхностей губок измерительного инструмента с разноименными профилями измеряемых зубьев. Длина общей нормали не зависит от положения измерительных губок инструмента (рис. 5.120), т. е.
Рис.
5.120.
Схема измерения длины общей
нормали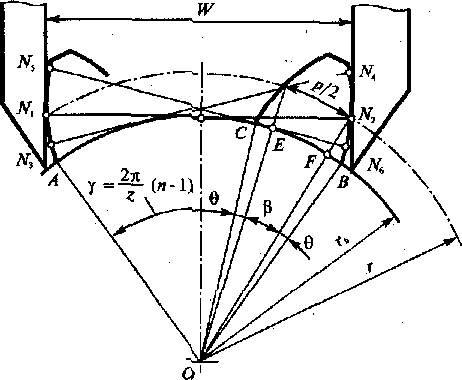
![]()
примет следующий вид:
![]()
![]()
![]()
Колебание длины общей нормали зависит от тангенциальной составляющей погрешности обката и ограничивается допуском . Для контроля длины общей нормали используются специальные зубомерные микрометры и индикаторные нормалемеры, а для зубчатых колес грубых степеней точности используются штангенциркули с ценой деления 0,05 мм.
Колебание измерительного межосевого расстояния за оборот зубчатого колеса F"T и на одном зубе // (показатель плавности работы) — это разность между наибольшим и наименьшим действительными межосевыми расстояниями при двухлрофильном зацеплении измерительного зубчатого колеса с контролируемым зубчатым колесом при повороте последнего на полный оборот или соответственно на один угловой шаг (рис. 5.121).
Под номинальным измерительным межосевыми расстоянием а понимается расчетное межосевое расстояние при двух профильном зацеплении измерительного зубчатого колеса // с контролируемым зубчатым колесом /, имеющим наименьшее дополнительное смещение исходного контура (рис. 5.122).
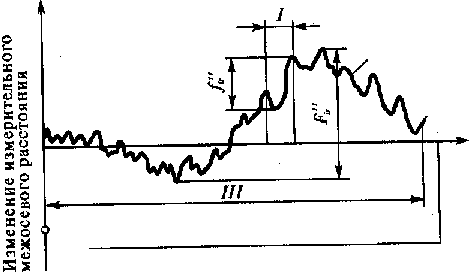
Рис. 5.121. Изменение измерительного межосевого расстояния: / — один угловой шаг; // — кривая изменения измерительного межосевого расстояния; И! ~ один оборот зубчатого колеса
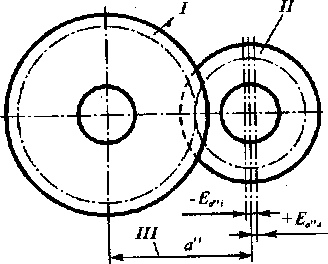
Рис. 5.122. Номинальноемежосевое расстояние а :
I — контролируемое зубчатое колесо;
//— измерительное зубчатое колесо;
Я/ — номинальное измерительное межосевое
расстояние
Колебание измерительного межосевого расстояния за оборот зубчатого колеса F£ и на одном зубе ff" проверяют на межцентромере — приборе для комплексного контроля зубчатого колеса при двух профильном (беззазорном) зацеплении с измерительным (точным) колесом.
Кинематическая точность зубчатых колес может быть повышена путем снижения радиального биения колеса и обработке его на станке с повышенной кинематической точностью при точном центрировании заготовки в процессе нарезания и шлифования зубьев. Шевингование колес не уменьшает их кинематическую погрешность.