

- •Радкевич, я.М.
- •Предисловие
- •Раздел I Метрология
- •1. Метрология и ее значение в научно-техническом прогрессе
- •2. Физические величины и единицы их измерения
- •2.1. Физические величины
- •2.2. Понятие о системе физических величин
- •2.3. Принципы построения Международной системы единиц
- •2.1. Основные единицы си
- •2.2. Производные единицы си, имеющие собственное наименование
- •2.4. Преимущества Международной системы единиц
- •2.3. Множители и приставкидля образования десятичных
- •3. Виды и методы измерений. Основные понятия и определения
- •3.1. Виды измерений
- •3.2. Методы измерений
- •3.4. Основы обеспечения единства измерений
- •3.5. Эталоны единиц физических величин
- •3.1. Результаты международных сличений эталона массы
- •4. Погрешности измерений
- •4.1. Понятие о погрешности измерений
- •4.2. Классификация погрешностей измерения
- •4.3. Систематические погрешности
- •4.3.1. Общие сведения о систематических погрешностях
- •4.3.2. Исключение систематических погрешностей
- •5. Случайные погрешности
- •5.1. Распределения случайных величин
- •5.2. Числовые характеристики случайных величин
- •5.3. Моменты случайных величин
- •5.4. Асимметрия и эксцесс
- •5.5. Примеры законов распределения случайных величин
- •5.5.1. Закон нормального распределения
- •5.5.2. Равномерное распределение
- •5.5.3. Закон симпсона
- •5.6. Точечные оценки параметров распределения
- •5.7. Интервальные оценки числовых характеристик
- •Оценка точности вычисления генеральной средней X,
- •Если точности вычисления среднего квадратичного Отклонения генеральной совокупности по данным выборки.
- •6. Грубые погрешности и промахи
- •6.1. Обнаружение и исключение грубых погрешностей
- •6.2. Критерии грубых погрешностей
- •6.2.1. Критерий греббса (смирнова)
- •6.2.2. Критерий шарлье
- •2.3. Критерий шовенэ
- •6.2.4. Критерий диксона
- •6.3. Критерии для исключения систематических погрешностей
- •6.3.1. Метод последовательных разностей (критерий аббе)
- •6.3.2. Комбинаторные критерии
- •6.4. Исключение систематической погрешности
- •.2. Вычисления без применения эвм
- •7. Обработка результатов наблюдений и оценка погрешностей измерений
- •7.1. Измерения с однократными наблюдениями
- •7. Обработка результатов наблюдений и оценка погрешностей измерений
- •7.1. Измерения с однократными наблюдениями
- •7.2. Обработка прямых многократных равноточных измерений
- •6.1. Проверка гипотезы с помощью критерия
- •7.1. Вычисления без применения эвм
- •7.3. Номера членов упорядоченного ряда для определения границ доверительного интервала для медианы при доверительной вероятности (р - 0*95)
- •7.3. Обработка результатов неравноточных измерений
- •7.4. Обработка результатов косвенных измерений
- •7.5. Критерий ничтожных погрешностей
- •7.6. Совокупные и совместные измерения
- •8. Средства измерений
- •8.1. Классификация средств измерений
- •8.2. Основные метрологические характеристики средств измерений
- •8.3. Погрешности средств измерений
- •8.4. Нормирование погрешностей средств измерений
- •8.5. Классы точности средств измерений
- •8.1. Нормирование точности средств измерений
- •8.6. Нормируемые метрологические характеристики средств измерений
- •9. Государственная метрологическая служба в российской федерации
- •9.1. Организационные основы Государственной метрологической службы
- •9.2. Нормативная база метрологии
- •9.3. Государственный метрологический контроль за средствами измерений
- •9,3.1. Порядок проведения испытаний и утверждения типа средств измерений
- •9.3.2. Поверка средств измерений
- •9.1. Поверительные клейма для метрологической службы
- •9.3.3. Порядок лицензирования деятельности по изготовлению, ремонту, продаже и прокату средств измерений
- •9.5. Применение юридических санкций за нарушение метрологических правил и норм
- •10. Российская система калибровки
- •10.1. Положение о Российской системе калибровки {pcк)
- •10.3. Порядок составления графиков поверки (калибровки) средств измерений
- •10.1. Шифр видов измерений
- •10.4. Поверочные схемы
- •10.5. Стандартные образцы состава и свойств веществ и материалов
- •10,6. Стандартные справочные данные о физических константах и свойствах веществ и материалов
- •Раздел II
- •Государственная система стандартизации (гсс)
- •Основные понятия и определения
- •1.2. Задачи стандартизации
- •1.3. Основные принципы стандартизации
- •1.4. Нормативные документы по стандартизации и их применение
- •1.5. Виды стандартов
- •1.6. Категории стандартов
- •1.7. Информация о нормативных документах по стандартизации, их издание и реализация
- •1.8. Порядок разработки государственных стандартов
- •1.9.2. Требования к содержанию основополагающих стандартов
- •1.9.3. Требования к содержанию стандартов на продукцию, услуги
- •1.9.4. Требования к содержанию стандартов на методы контроля
- •1.9.5. Требования к содержанию стандартов на работы
- •1.9.6, Требования к обозначению стандартов
- •1.10. Государственный контроль и надзор за соблюдением требований государственных стандартов
- •1.11. Международное сотрудничество в области стандартизации
- •Методы стандартизации
- •2.1. Упорядочение объектов
- •2.2. Параметрическая стандартизация
- •2.2.1. Выбор и обоснование параметрических рядов стандартизуемых объектов
- •2.2.2. Система предпочтительных чисел и требования, предъявляемые к рядам предпочтительных чисел
- •2.2. Предпочтительные числа основных рядов 85—s4u
- •2.3. Числа ряда £24 я десятичном интервале
- •2.2.3. Выбор номенклатуры главных и основных параметров изделий
- •2.2.4. Выбор диапазона параметрического ряда
- •2.2.5. Выбор градации параметрического ряда
- •2.3. Унификация продукции
- •2.3.1. Общие положения методики унификации
- •2.4. Критерии балльных оценок
- •2.3.2. Показатели уровня унификации
- •2.3.3. Практика унификации машин, их деталей и узлов
- •2.3.4. Межотраслевая унификация элементов машин
- •2.4. Агрегатирование
- •2.5. Последовательность работы по агрегатированию технологического оборудования
- •3. Основные сведения о качестве продукции
- •3.1. Основные термины и определения
- •3.2. Систематизация методик оценки качества промышленной продукции
- •3.3. Функциональные структурные элементы методик оценки качества
- •3.3.1. Выбор номенклатуры показателей качества продукции
- •3.3.2, Выбор вида представления показателей
- •3.3.3. Выбор базовых показателей
- •3.3.4. Оценка уровня качества по единичным показателям
- •3.3.5. Определение уровня качества по комплексному показателю
- •3.4. Оценка качества изготовления деталей
- •3.5. Оценка качества соединений
- •3.6. Оценка качества изготовления редуктора
- •4. Международные организации . По стандартизации и качеству продукции
- •4.1. Международная организация по стандартизации исо
- •5. Стандартизация основных норм взаимозаменяемости
- •5.1. Основные понятия и определения
- •5.1.1. Понятие о взаимозаменяемости
- •5.1.2. Виды взаимозаменяемости
- •5.1.3. Понятие о размерах и отклонениях
- •5.1.4. Соединения
- •Посадки с зазором
- •Посадки с натягом
- •5.2. Единые принципы построения систем допусков и посадок
- •5.2.1. Принципы построения системы допусков и посадок
- •5.2.2. Основные нормы взаимозаменяемости. Единая система полей допусков и посадок (есдп) Признаки построения системы допусков и посадок
- •5.1. Интервалы размеров диапазоне до» 3150 мм
- •Номинального размера
- •5.2. Число единиц допуска в 3—17 квалитетех (для размеров до 500 мм)
- •5.2.4. Рекомендации по выбору допусков и посадок
- •В табл. 5.7 приводятся методы обработки, соответствующие различным квалитстам
- •5.3. Расчет и выбор посадок
- •5.3.1. Посадки с натягом
- •5.3.3. Переходные посадки
- •5.3.4. Характеристика и примеры применения посадок Посадки с зазором
- •5.8. Процент натягов для переходных посадок
- •Переходные посадки
- •5.10. Переходные посадки
- •Посадки с натягом
- •5.2Допуски и посадки подшипников качения
- •5.4.1. Классы точности
- •5.4.2. Выбор посадок подшипников качения на валы и в корпуса
- •5.12. Характер нагружения колес
- •5.13. Рекомендуемые поля допусков для посадок подшипников
- •5.5. Стандартизация шпоночных и шлицевых соединений
- •5.5.1. Призматические шпонки
- •5.19. Предельные отклонения размеров по глубине пазов в зависимости от высоты шпонки а
- •5.5.2. Сегментные шпонки
- •5.21. Размеры шпонки нормальной и эквивалентной низкой формы
- •5.5.3. Клиновые шпонки
- •5.5.4. Нанесение размеров на чертежах шпоночных соединений
- •5.5.5. Шлицевые соединения
- •Прямобочнце шлщевые соединения
- •5.23. Посадки по боковым сторонам шлицев ь
- •5.26. Посадки по боковым сторонам шлицев
- •5.27. Поля допусков нецентрирующих диаметров
- •5.5.6. Эвольвентные шлицевые соединения
- •Способы центрирования деталей эвольвентного соединения
- •5.28. Соотношение между отдельными элементами шлицевого соединения
- •5.31. Поля допусков при центрировании по наружным диаметрам
- •5.32. Поля допусков при центрировании по внутренним диаметрам
- •Контроль шлицевых соединений
- •5.6. Угловые размеры и гладкие конические соединения
- •5.6.1. Основные понятия об угловых величинах
- •5.6.2. Допуски угловых размеров и углов конусов
- •5.6.3. Гладкие конические соединения Основные параметры
- •Посадка конических соединений
- •5.6.4. Расчет баэорасстояний конического соединения
- •5.6.5. Инструментальные конусы
- •5.34. Конусы инструментальные
- •5,6.6. Обозначение гладких конических соединений на чертежах
- •5.6.7. Методы и средства контроля угловых размеров
- •5.7. Гладкие калибры и их допуски
- •5.7.1. Классификация калибров
- •5.35. Схематическое изображение калибров
- •5.7.2. Допуски калибров
- •5.7.3. Расчет исполнительных размеров калибров
- •5.37. Формулы для определения размеров калибров в диапазоне
- •5.36. Классификация отклонений и допусков формы поверхностей
- •5.8.2. Отклонения и допуски расположения поверхностей
- •5.40. Отклонения и допуски расположения поверхностей
- •5.8.3. Отклонения и допуски наклона
- •5.8.4. Отклонения и допуски соосности, симметричности, пересечения осей
- •5.8.5. Суммарные отклонения и допуски формы и расположения поверхностей
- •5.42. Суммарные отклонения и допуски формы и расположения поверхностей
- •5.8.8. Зависимые и независимые допуски
- •5.8.7. Числовые значения отклонений формы и расположения
- •5.8.8. Позиционные допуски осей отверстий
- •Рис, 5.64. Схема для определения позиционного допуска центрирующей поверхности
- •5.8.9. Неуказанные допуски формы и расположения поверхностей
- •5,43. Способы нормирования неуказанных допусков формы и расположения
- •5.8.10. Обозначение на чертежах допусков формы и расположения поверхностей деталей
- •5.8.11. Отклонения и допуски формы плоских поверхностей
- •5.8.12. Отклонения и допуски формы цилиндрических поверхностей
- •5.44. Применения степеней точности для нормирования отклонений от плоскостности и прямолинейности
- •5.8.13. Частные виды отклонений
- •6 Рис . 5.77. Частные отклонения профиля в продольном и поперечном сечениях
- •5.8.14. Отклонения и допуски формы конических поверхностей
- •5.8.15. Отклонения и допуски формы криволинейных поверхностей
- •5.9. Волнистость и шероховатость поверхности
- •5.9.1. Общие понятия и определения
- •5.9.2. Параметры шероховатости
- •5.47. Соотношения параметров л,, Кг, к,к и базовой длины
- •5.9.3. Обозначение шероховатости поверхностей
- •5.9.4. Параметры волнистости поверхности
- •5.50. Оптимальные значения параметров шероховатости поверхностей деталей машин
- •5.10.2. Основные параметры крепежных цилиндрических резьб
- •5.10.3. Отклонения шага резьбы и его диаметральная компенсация
- •5.10.4. Отклонение половины угла профиля резьбы и его диаметральная компенсация
- •5.10.5. Приведенный средний диаметр резьбы
- •5.10.6. Суммарный допуск среднего диаметра
- •5.10.7. Допуски метрических резьб
- •Посадки с зазором
- •5.53. Степени точности диаметров внутренней и наружной резьбы
- •5.54. Основные отклонения диаметров болтов и гаек
- •5.55. Поля допусков болтов и гаек для различных длин свинчивания и классов точности
- •Посадки с натягом
- •5.56. Степени точности и основные отклонения наружных и внутренних диаметров резьбы в соединениях с натягом
- •5.57. Поля допусков диаметров резьбы в соединениях с натягом
- •5.58. Отклонение шага и угла наклона боковой стороны профиля для стандарта длин свинчивания
- •5.59. Поля допусков для получения переходных посадок в резьбовых соединений
- •5.10.8. Обозначения метрических резьб
- •5.10.9. Трапецеидальная резьба
- •Зазор по вершине резьбы ас определяется шагом
- •5.60. Поля допусков трапецеидальных резьбы для различных длин свинчивания и классов точности
- •5.10.10. Упорная резьба
- •5.61. Поля допусков упорных резьб для различных длин свинчивания и классов точности
- •5.10.11. Круглая резьба
- •5.106. Номинальный профиль и размеры элементов круглой резьбы
- •5.62. Нормальные длины свинчивания для круглых резьбы
- •5.63. Поля допусков круглой резьбы для различных длин свинчивания и классов точности
- •5.10.12. Круглая резьба для санитарно-технической арматуры
- •5.10.13. Метрическая коническая резьба
- •5.10.14. Трубная резьба
- •5.110. Расположение полей допусков трубной цилиндрической резьбы
- •5.10.15. Резьба коническая дюймовая
- •5.11. Взаимозаменяемость зубчатых передач
- •5.11.1. Назначение и классификация
- •5.11.2. Система допусков цилиндрических зубчатых передач
- •5.11.3. Кинематическая точность передачи
- •5.11.4. Плавность работы передачи
- •5.11.5. Контакт зубьев в передаче
- •5.11.6. Виды сопряжений зубьев колес в передаче
- •5.11.7. Обозначение точности колес и передач
- •5.11.8. Выбор степеней точности
- •5.11.9. Комплексы контролируемых параметров.
- •5.65. Диапазоны колебаний степеней точности зубчатых колес в различных машинах
- •5.66. Организационные формы контроля зубчатых колес
- •5.11.10. Отличительные особенности систем допусков конических и червячных зубчатых передач
- •5.11.11. Оформление чертежей зубчатых колес
- •5.67. Параметры зубчатого венца
- •5.67. Параметры зубчатого венца
- •5.68. Контролируемые параметры зубчатого колеса и корпуса передачи
- •5.12. Расчет размерных цепей
- •5.12.1. Основные термины и определения
- •Виды звеньев
- •5.12.2. Классификация размерных цепей
- •5.12.3. Задачи, решаемые с помощью размерных цепей
- •5.12.4. Методы расчета размерных цепей
- •5.12,5. Прямая и обратная задачи
- •12.6. Основные уравнения размерных цепей с параллельными звеньями Метод максимума-минимума уравнение номиналов
- •Уравнение допусков (точности)
- •5.12.7. Методика выявления размерных цепей и построение их схем Общее правило выявления размерных цепей
- •Последовательность решения прямой задачи
- •5. 12 Л. Метод полной взаимозаменяемости
- •Способ пропорционального деления
- •Способ одной степени точности
- •5.12.9. Метод неполной взаимозаменяемости
- •Способ равных полей допусков
- •Способ пропорционального деления допусков
- •Способ одной степени точности
- •5.12.10. Расчет малозвенных размерных цепей
- •5.12.12. Примеры расчета размерных цепей различными методами и способами
- •5.12.13. Расчет размерных цепей при компенсации погрешностей
- •5.71. Примеры конструкций с компенсаторами
- •5.12.14. Расчет компенсаторов при решении сборочной цепи методом предельного суммирования
- •5.12.15. Расчет неподвижных компенсаторов
- •5.12.16. Метод групповой взаимозаменяемости. Селективная сборка деталей
- •Раздел III
- •1. Сущность и содержание сертификации
- •1.1. Термины и определения
- •1.2. Основные цели и принципы сертификации
- •1.3. Обязательная и добровольная сертификация
- •1.3. Основные особенности обязательной и добровольной сертификации
- •1.5. Участники сертификации
- •1.5.1. Участники обязательной сертификации. Функции и обязанности
- •1.5.2. Участники добровольной сертификации. Функции и обязанности
- •1.6.1. Системы сертификации продукции
- •1.4. Российские системы обязательной сертификации
- •1.6.2. Схемы сертификации продукции
- •1.5. Схемы сертификации продукции
- •1.6.3. Последовательность проведения сертификации Сертификация продукции проходит по следующим основным этапам.
- •Рассмотрение и принятие решения по заявке.
- •Отбор, идентификация образцов и их испытания.
- •Проверка производства.
- •Анализ полученных результатов, принятие решения о возможности выдачи сертификата.
- •Инспекционный контроль за сертифицированной продукцией в соответствии со схемой сертификации.
- •2. Особенности сертификации работ и услуг
- •2.1. Номенклатура сертифицируемых услуг (работ) и порядок их сертификации
- •2.2. Порядок проведения сертификации работ и услуг
- •2.1. Схемы сертификации работ и услуг
- •2.3. Участники сертификации работ и услуг
- •3. Порядок сертификации продукции, ввозимой из-за рубежа
- •3.1. Правовые основы сертификации импортной продукции
- •3.2. Порядок ввоза продукции, подлежащей обязательной сертификации
- •4.2. Обязательная сертификация пищевых продуктов и продовольственного сырья
- •4.3. Добровольная сертификация пищевых продуктов и продовольственного сырья
- •4.4. Критерии выбора схем сертификации пищевых продуктов
- •4.5. Схемы, применяемые при сертификации пищевых продуктов
- •4.6. Участники сертификации пищевых продуктов
- •4.7. Порядок проведения обязательной сертификации пищевой продукции
- •4.8. Порядок сертификации хлебобулочных и макаронных изделий
- •5. Сертификация электрооборудования, сырьевых товаров и средств индивидуальной защиты
- •5.1. Сертификация электрооборудования и электронных изделий
- •5.2. Сертификация сырьевых товаров
- •6. Сертификация систем качества и производств
- •6.1. Становление сертификации систем качества
- •6.2. Структура Регистра системы
- •6.3. Объекты и участники проверки при сертификации систем качества
- •6.4. Этапы проведения работ по сертификации систем качества
- •6.5. Сертификация производств
- •В.5.1. Объекты сертификации производств
- •6.6. Совершенствование систем качества
- •7. Сертификация на региональном уровне
- •7.1. Сертификация в ес
- •В рамках глобальной концепции
- •7.2. Сертификация в странах снг
- •8. Сертификация на международном уровне
- •9. Национальные системы сертификации
- •9.1. Системы сертификации Франции
- •9.2. Системы сертификации Великобритании
- •9.4. Системы сертификации Японии
- •9.5. Системы сертификации Германии
- •10. Система аккредитации российской федерации (роса)
- •10.1. Система аккредитации
- •10.1.1. Общие требования
- •10.2. Роса. Общие требования к испытательным лабораториям
- •10.3. Роса. Общие требования к аккредитации испытательных лабораторий
- •10.4. Роса. Общие требования к органам по сертификации продукции и услуг.
- •10.5. Роса - Общие требования к аккредитации органов по сертификации продукции и услуг.
- •Приложение
- •Статья 2. Основные понятия
- •Статья 3. Принципы технического регулирования
- •Статья 4. Законодательство российской федерации о техническом регулировании
- •Статья 5. Особенности технического регулирования в отношении оборонной продукции (работ, услуг) и продукции (работ, услуг), сведения о которой составляют государственную тайну
- •Глава 2. Технические регламенты. Статья 6. Цели принятия технических регламентов
- •Статья 7. Содержание и применение технических регламентов
- •Статья 8. Виды технических регламентов
- •Статья 9. Порядок разработки, принятия, изменения и отмены технического регламента
- •Статья 10. Особый порядок разработки и принятия технических регламентов
- •Глава 3. Стандартизация статья 11 цели стандартизации
- •Статья 12. Принципы стандартизации
- •Статья 13. Документы в области стандартизации
- •Статья 14. Национальный орган российской федерации по стандартизации, технические комитеты по стандартизации
- •Статья 15. Национальные стандарты, общероссийские классификаторы технико-экономической и социальной
- •Статья 16. Правила разработки и утверждения национальных стандартов
- •Глава 4. Подтверждение соответствия статья 18. Цели подтверждения соответствия
- •Статья 20. Формы подтверждения соответствия
- •Статья 21. Добровольное подтверждение соответствия
- •Статья 25. Обязательная сертификация
- •Статья 26. Организация обязательной сертификации
- •Статья 27. Знак обращения на рынке
- •Статья 28. Права и обязанности заявителя в области обязательного подтверждения соответствия
- •Статья 29. Условия ввоза на территорию российской федерации продукции, подлежащей обязательному подтверждению соответствия
- •Статья 30. Признание результатов подтверждения соответствия
- •Глава 5. Аккредитация органов по сертификации и испытательных лабораторий (центров) статья 31. Аккредитация органов по сертификации и испытательных лабораторий (центров)
- •Глава 6. Государственный контроль (надзор) за соблюдением требований технических регламентов
- •Статья 34. Полномочия органов государственного контроля (надзора)
- •Статья 37. Информация о несоответствии продукции требованиям технических регламентов
- •Статья 3в. Обязанности изготовителя (продавца, лица,
- •Выполняющего функции иностранного изготовителя)
- •В случае получения информации о несоответствии
- •Продукции требованиям технических регламентов
- •Статья 39. Права органов государственного контроля (надзора) в случае получения информации о несоответствии продукции требованиям технических регламентов
- •Статья 40. Принудительный отзыв продукции
- •Статья 41. Ответственность за нарушение правил выполнения работ по сертификации
- •Статья 42. Ответственность аккредитованной испытательной лаборатории (центра)
- •Глава 8. Информация о технических регламентах и документах по стандартизации
- •Статья 44. Федеральный информационный фонд технических регламентов и стандартов
- •Глава 9. Финансирование в области технического регулирования
- •Статья 45. Порядок финансирования
- •За счет средств федерального бюджета расходов
- •В области технического регулирований
- •Глава 10. Заключительные и переходные положения статья 46. Переходные положения
- •Статья 47. Приведение нормативных правовых актов в соответствие с настоящим федеральным законом
- •Статья 48. Вступление в силу настоящего федерального закона
- •Список литературы
- •Содержание
- •Раздел I. Метрология 8
- •Раздел II. Стандартизация.
- •Раздел III. Сертификация 584
5.9.4. Параметры волнистости поверхности
Волнистость поверхности — совокупность периодически повторяющихся неровностей, у которых расстояния между смежными возвышенностями или впадинами превышают базовую длину /.
Волнистость оценивают двумя параметрами: высотой волнистости Wt и шагом волнистости S^,
Высота волнистости Wz — это среднее арифметическое из пяти ее значений, определенных на длине участка измерения Lw
![]() (5,99)
(5,99)
Числовые предельные
значения
![]() (мкм)
следует выбирать из следующего
ряда: 0,1; 0,2; 0,4; 0,8; 1,6; 3,2; б',3; 12,5; 25; 50; 100;
200.
(мкм)
следует выбирать из следующего
ряда: 0,1; 0,2; 0,4; 0,8; 1,6; 3,2; б',3; 12,5; 25; 50; 100;
200.
Средний шаг волнистости Sw — среднее значение расстояний Sw. между одноименными сторонами соседних волн, измеренных по средней линии профиля т.
![]() (5,100)
(5,100)
Положение средней линии т определяется так же, как и средней линии профиля шероховатости. Неравномерность составляющих сил резания, наличие неуравновешенных масс, погрешностей станка приводят к колебаниям в технологической системе станка, что является причиной появления волнистости поверхности.
5.9.5. ВЛИЯНИЕ ШЕРОХОВАТОСТИ,
ВОЛНИСТОСТИ, ОТКЛОНЕНИЙ ФОРМЫ
И РАСПОЛОЖЕНИЯ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ
НА ВЗАИМОЗАМЕНЯЕМОСТЬ И КАЧЕСТВО 1*АШИН
Качество изделия в значительной мере определяется эксплуатационными свойствами деталей и соединений. Эксплуатационные свойства характеризуются состоянием поверхностного слоя деталей, определяемым технологией их изготовления и обусловливаются совокупностью геометрических параметров и физико-механических свойств поверхностного слоя.
Геометрические показатели определяются шероховатостью реальной поверхности.
К физико-механическим свойствам поверхности относятся наклеп (повышение твердости поверхности в результате, например, механической обработки), характер и величина остаточных напряжений (растяжения или сжатия).
Требования к шероховатости поверхности конкретной детали устанавливают на основании знания связи параметров шероховатости с функциональным назначением данной поверхности.
Необоснованные назначения параметров состояния рабочих поверхностей деталей, как правило, приводит к необоснованному завышению требований, а следовательно, и удорожанию выпускаемых машин без должного повышения их качества.
Выбор системы параметров поверхностного слоя деталей машин предопределяется возможностью их технологического и метрологического обеспечения. Например, несущая способность шероховатости зависит от высоты сглаживания Rp и от среднего арифметического отклонения профиля Ra [23].
На рис. 5.95 в качестве условного примера, приведено построение линии нарастания опорной длины профиля в абсолютных координатах. Анализ различных профилей показывает, что несущая способность шероховатости при неизменной их высоте (Rz) и величине Ra тем больше, чем меньше высота сглаживания Rp (расстояние от линии выступов до средней линии. При одинаковых и несущая способность шероховатости тем выше, чем больше.
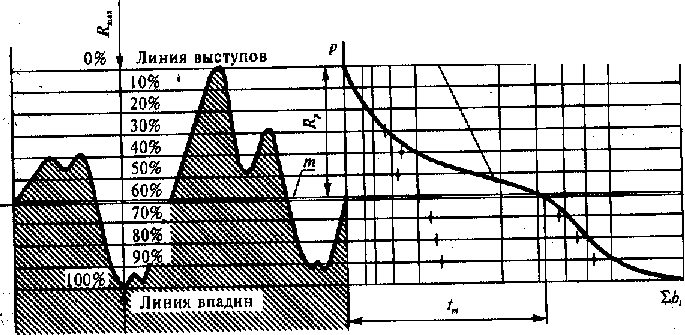
Рис. 5.95. построение линии нарастания опорной длины профиля
С уменьшением высоты шероховатости параметры Ra и Rp уменьшаются, а ее несущая способность увеличивается.
(5.101). Уравнение для определения относительных опорных длин профиля шероховатости до средней линии имеет вид:
 (5,101)
(5,101)
Относительная опорная длина профиля ниже средней линии определяется по уравнению:
 (5,102)
(5,102)
Приведенные уравнения носят общий характер и используются для определения относительных длин профиля на любом уровне р после различных методов обработки. Для общей ориентировки в табл. 5.49 приведена взаимосвязь эксплуатационных свойств деталей машин с параметрами состояния их поверхностного слоя, а в табл. 5.50 — оптимальные значения параметров шероховатости поверхностей некоторых деталей машин и методы их технологического обеспечения (табл. 5.51) .