

Опорные штыри;
Призмы;
Опорные пластины; +
Установы.
Призма, изображенная на рисунке применяется для:
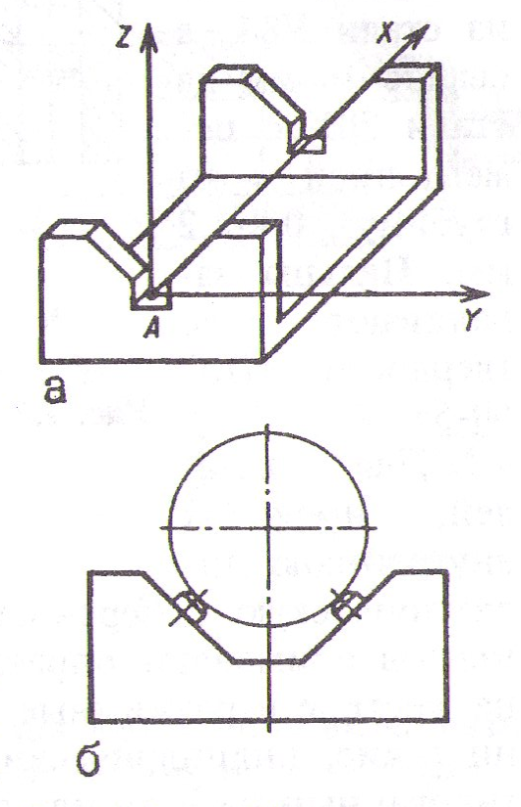
Для установки коротких валов;
Для контрольных приспособлений;
Для установки длинных валов;+
Для сборки.
Базирование по внутренней и наружной цилиндрической поверхности осуществляется в:
Призмы; +
Оправки; +
Опорные штыри;
Установочные пальцы; +
Опорные пластины;
Класификация оправок:
Коническая; +
Рифлёная;
Цилиндрическая; +
Цанговая. +
Погрешность установки определяется суммой:
Погрешности настройки приспособления;
Погрешности закрепления; +
Погрешности сборки приспособления;
Погрешности базирования; +
Погрешности приспособления и установки его на станке; +
Схема закрепления заготовки выбирается в зависимости от:
Размеров заготовки;
Приспособления;
Направления сил, возникающих при обработке;+
Режущего инструмента.
К деталям для направления рабочего инструмента относятся:
Оправки;
Копиры;+
Переходные втулки;
Кондукторные втулки; +
Классификация кондукторных втулок:
Сменные; +
Быстросменные;+
Рычажные;
Специальные; +
Вращающиеся; +
Кулачковые;
Точность внутреннего отверстия кондукторной втулки для прохода сверл и зенкеров:
H6;
f7; +
g7;
h7;
Классификация установов:
Сменные;
Высотные;+
Кулачковые;
Угловые.+
Основные элементы делительного устройства:
Корпус или неподвижная часть; +
Втулка;
Поворотная или подвижная часть; +
Делительный диск; +
Фиксатор; +
Цилиндрический палец;
Для обеспечения стабильного положения заготовки в процессе ее обработки предназначены:
Установочные элементы;
Опорные элементы;
Зажимные устройства и механизмы;+
Силовые приводы.
Тема 3. Расчет сил закрепления заготовок в приспособлениях.
Задача силового расчета состоит:
В определении всех действующих на заготовку сил и обеспечения их равновесия;+
В определении режимов резания;
В определении силы закрепления;
В расчете погрешности базирования.
Коэффициент запаса является величиной:
Комплексной;+
Относительной;
Абсолютной;
Векторной.
Сила закрепления W заготовки в данном случае
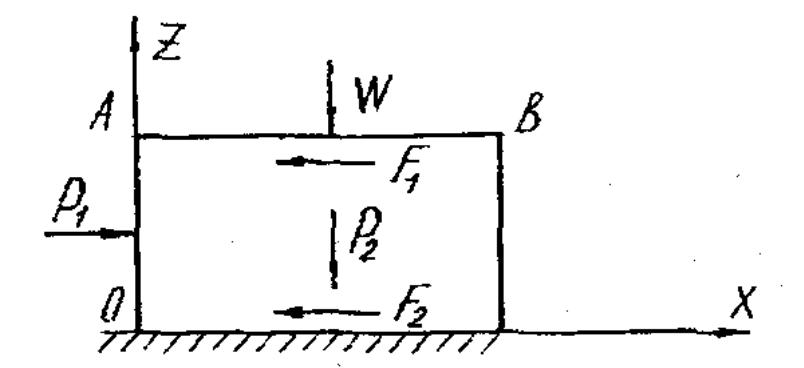
W=KP/(f1+f2);
W=(P1-P2f2)/(f1+f2)=0;+
W=(P1-P2f2)/(f1+f2);
W=(K1P1+K2P2f2)/(f1+f2).
При закреплении цилиндрической заготовки в 3-х кулачковом патроне сила закрепления W
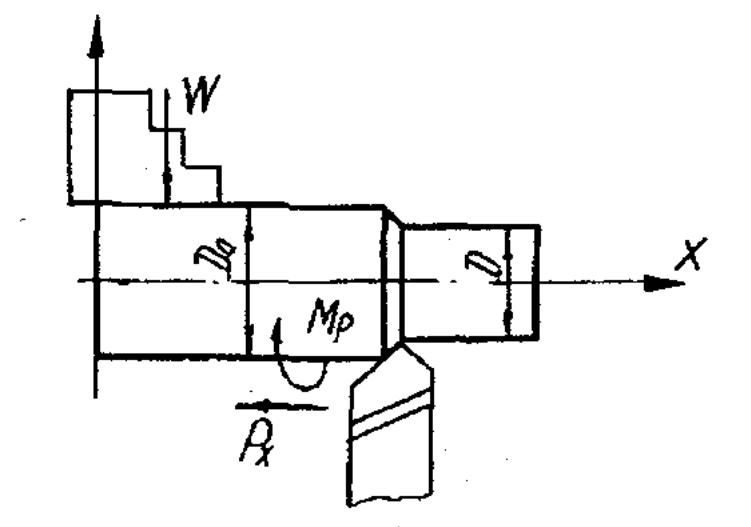
W=3KMp/zfD0 ;
W=2KMp/3fD0;+
W=3KMp/2fD0;
W=2KMp/2fD0.
Цилиндрическая заготовка в виде втулки базируется по внутренней поверхности на цанговой оправке, имеющей z лепестков. Сила закрепления W
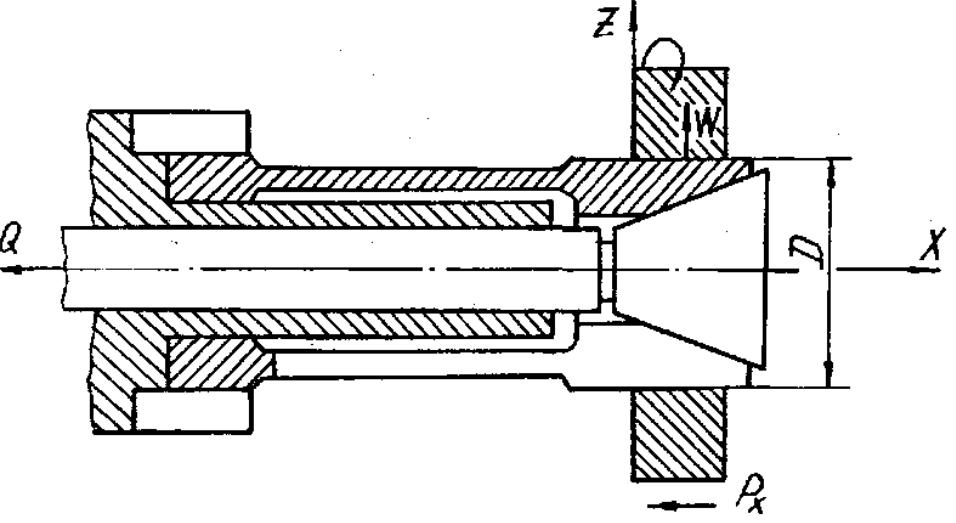
W=2KMp/zfD;
W=KMp/zfD;
W=2KMp/2zfD;
W=KMp/zfD.
Тема 4. Силовой расчет зажимных механизмов.
Простейшие механизмы, используемые для закрепления заготовок и выполняющие роль промежуточных звеньев в сложных зажимных устройствах относятся к
Простым зажимам;
Элементарным зажимам;+
Простым механизмам;
Элементарным механизмам.
Классификация зажимных механизмов:
Винтовые; +
Эксцентриковые; +
Клиновые; +
Наладочные;
Кулачковые; +
Регулируемые.
Особенностью рычажных механизмов является:
Возможность передачи усилия меньше прилагаемого;+
Возможность передачи усилия равного прилагаемому;+
Возможность не передачи усилия;
Возможность передачи усилия больше прилагаемого.+
Соответствие схем рычагов и их типов
А)
Б)
В)
А – второго типа, Б – третьего, В – первого;
А – третьего типа, Б – второго, В – первого;
А – первого типа, Б – второго, В – третьего;
А – первого типа, Б – третьего, В – второго.
К достоинствам клиновых механизмов можно отнести:
Простоту в изготовлении;+
Компактость;+
Быстодействие;+
Самоторможение.
На схеме изображен:
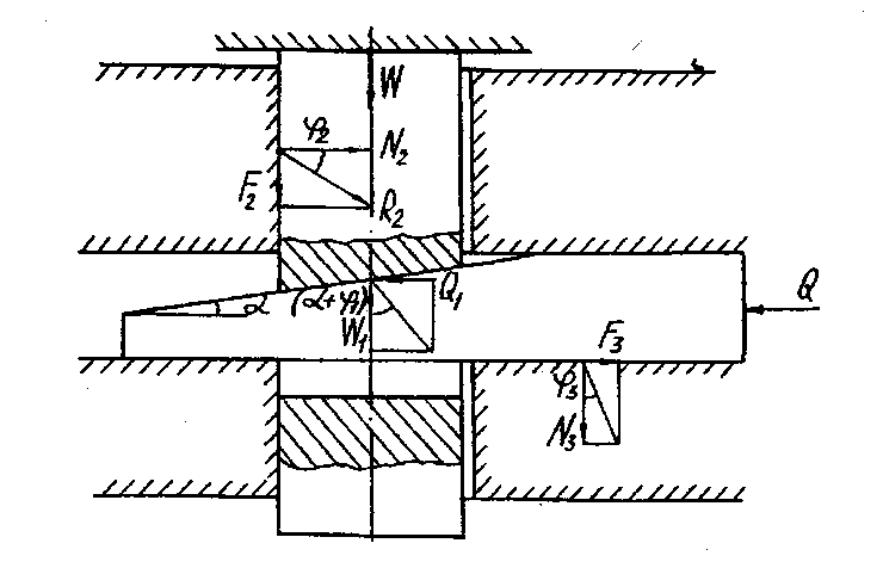
Винтовой механизм;
Двухплунжерный клиновой механизм;
Клиновой механизм;
Одноплунжерный клиновой механизм.+
Соответствие вариантов винтовых механизмов:
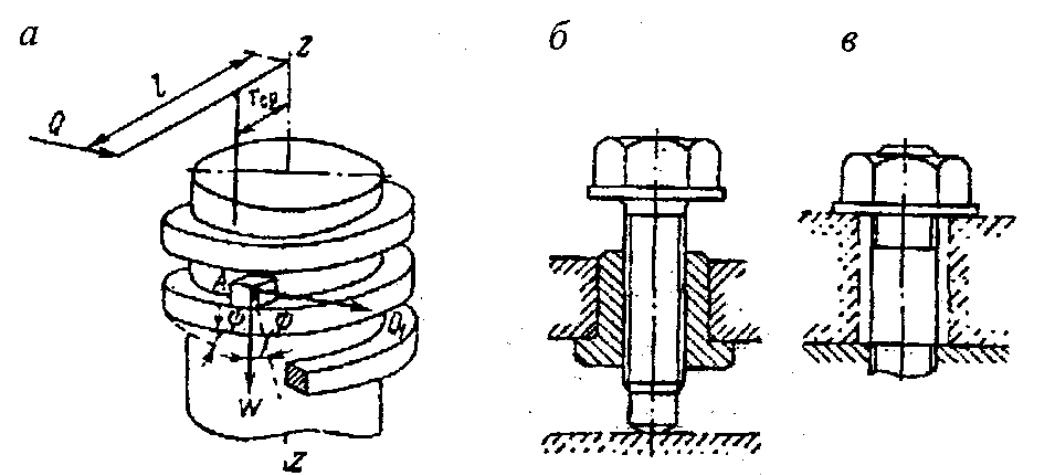
а – расчетная схема, б – зажим винтом, в – зажим гайкой;+
в – расчетная схема, б – зажим винтом, а – зажим гайкой;
б – расчетная схема, в – зажим винтом, а – зажим гайкой;
а – расчетная схема, в – зажим винтом, б – зажим гайкой.
Достоинствами винтовых механизмов являются:
Надежность закрепления;+
Технологичность;+
Возможность смещения детали от силы трения на торце винта;
Непостоянство усилия зажима
Недостатками эксцентриковых механизмов являются:
Малый ход;+
Небыстродействие;
Непостоянство усилий зажима;+
Саморможение.
Эксцентрики развивают силу зажима:
В 10…15 раз большую, чем сила, приложенная к рукоятке;+
В 5…10 раз большую, чем сила, приложенная к рукоятке;
В 15…25 раз большую, чем сила, приложенная к рукоятке;
в 20…25 раз большую, чем сила, приложенная к рукоятке.
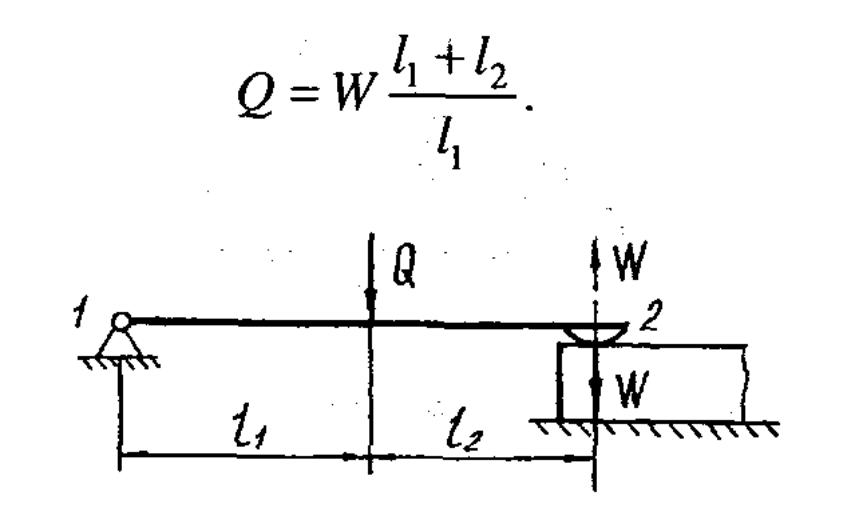
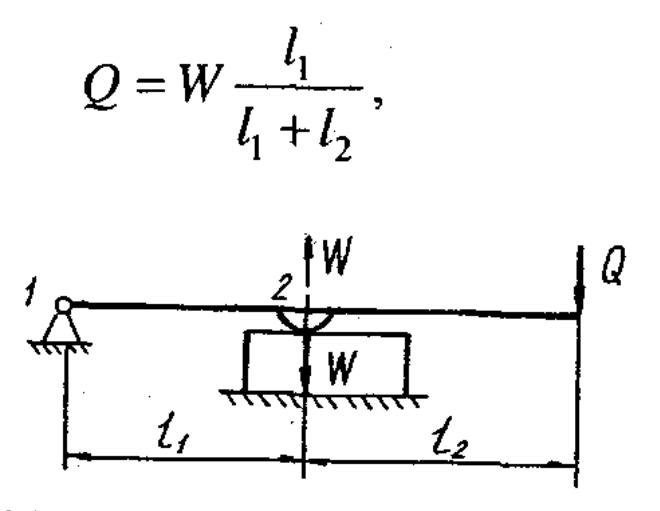
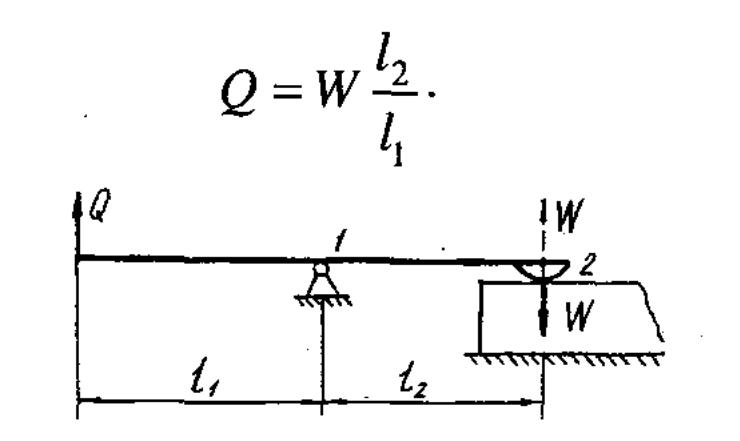
Для данной схемы сила Qp на ведущем плече рычага будет определяться как:
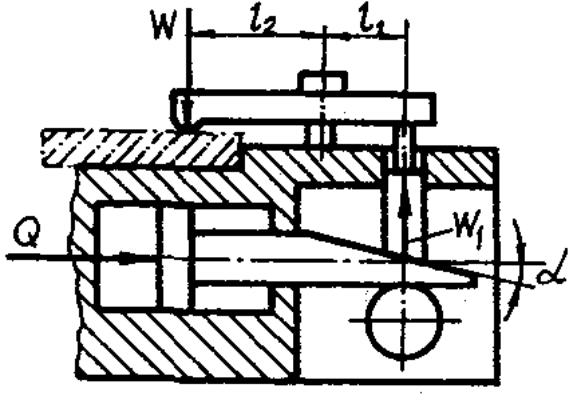
Qp=Wl2/l1;+
Qp=Wl1/l2;
Qp=W1l2/l1;
Qp=W1l1/l2.
Цанговые зажимные устройства (или цанги) являются:
центрирующими зажимами;+
самотормозящими механизмами;
комбинированными зажимами;
эксцентриковыми зажимами.
Разжимные оправки с выдвижными радиальными кулачками используются для закрепления:
заготовок по наружных и внутренним цилиндрическим поверхностям;
заготовок при их обработке с большими силами резания;
заготовок с обработанным или необработанным отверстием;+
плоских заготовок.
Мембранные патроны используются для точной центровки заготовок:
По цилиндрической поверхности;+
По отверстию;
По плоской поверхности;
По внутренней поверхности.