

Графическая работа № 7 (а), 7 (б)
(формат А3, А4)
Выполнить чертеж болтового и шпилечного соединения.
Резьбовые соединения среди всех соединений занимают 60%. Ни один механизм не может быть собран без применения таких резьбовых изделий, как винты, болты, шпильки, гайки. Они скрепляют отдельные детали в механизм, потому их и называют крепежными.
Резьбовые пары встречаются и в механизмах приборов и машин, где они служат для преобразования вращательного движения в поступательное и наоборот.
Наиболее распространенный вид разъемных соединений деталей – резьбовые соединения болтами, винтами, шпильками. Студентам необходимо научится пользоваться справочной литературой
В практике машино- и приборостроения часто встречаются соединения различных деталей с помощью резьбы.
Лист 7(а) – Болтовое соединение

Рисунок 8
Таблица 5
Лист 7(б) – Соединение шпилькой
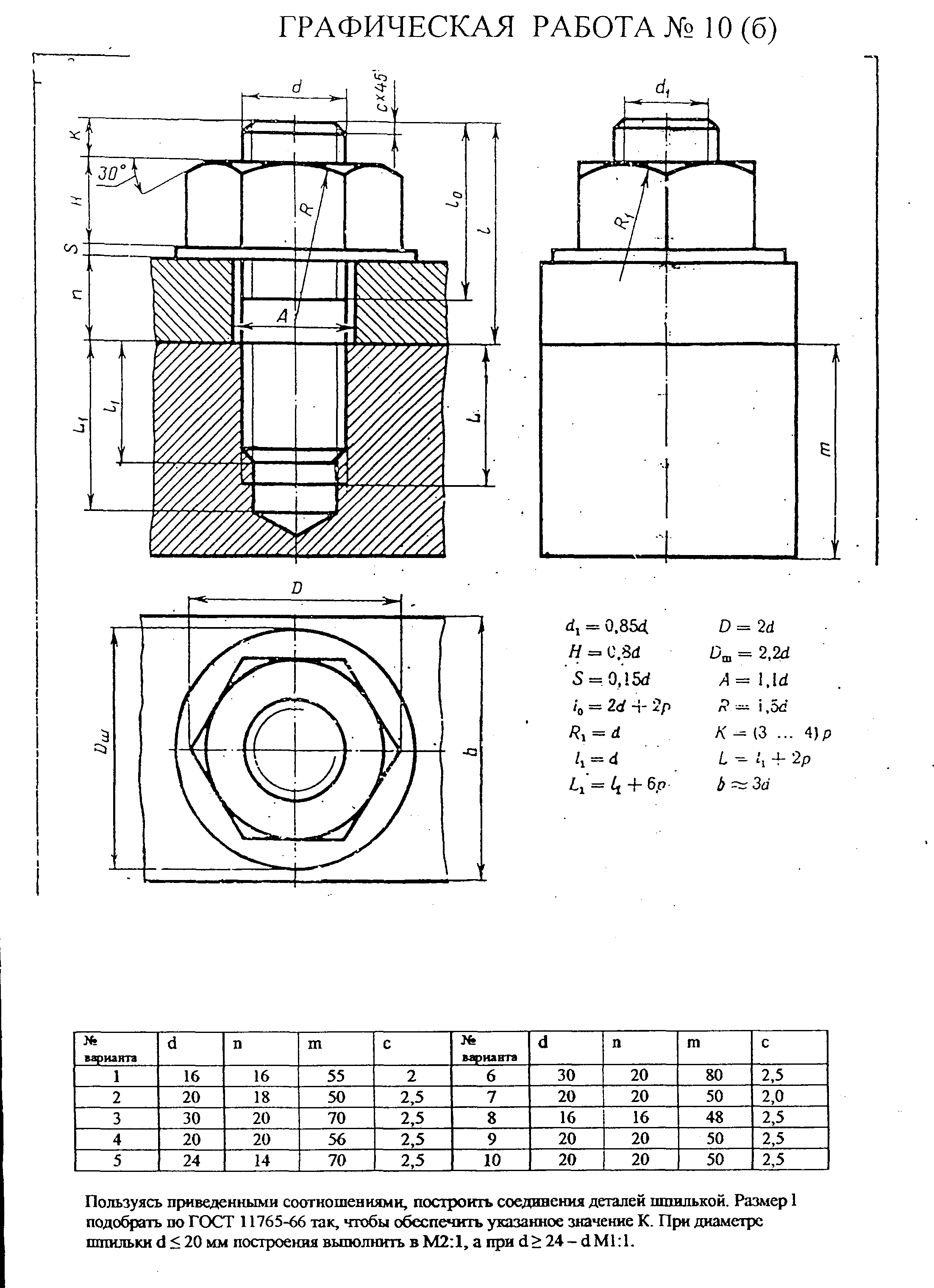
Рисунок 9
Таблица 6
Графическая работа № 8.
(формат А3. А4)
Деталирование – выполнение чертежей двух деталей по сборочному чертежу изделия.
Методические указания к выполнению листа.
Приступая к выполнению задания, необходимо ознакомиться с изделием: выяснить его назначение, рабочее положение, принцип действия и устройство, способы соединения его составных частей и деталей, последовательность сборки и демонтажа. Далее необходимо изучить –перечень деталей, входящих в изделие, выделить при этом сборочные единицы, детали и стандартные изделия.
Рабочий чертеж детали, выполненный по сборочному чертежу, должен содержать все размеры, необходимые для ее изготовления. Однако на сборочном чертеже представлены только габаритные размеры конструкции, размеры присоединительных и ответственных поверхностей. На предприятиях сборочные чертежи выполняют в определенном масштабе, и размеры отдельных элементов деталей можно заимствовать прямо с чертежа. Масштабы изображений сборочных единиц в данном пособии отличаются от технологические возможность, что указаны в основной надписи, и это требует выяснения масштаба. Например, на сборочном чертеже указан размер 70мм, а измерение его линейкой дает 41 мм. Масштаб уменьшения при печати чертежа равен 70/41=1,7, определяя по чертежу остальные размеры деталей, необходимо увеличивать их в 1,7 раза. Для сокращения подсчетов прибегают к пропорциональному масштабу. Сопрягаемые размеры должны быть согласованы во всех их чертежах. По номерам позиций на чертеже и в спецификации находим детали, уясняем их конструкцию, необходимое число изображений и масштаб для каждой из них, определяем главный вид. Оформляем контуры деталей в тонких линиях, намечаем разрезы, наносим размерные линии. Выполняем обводку чертежа, снабжаем его надписями и подписью.
Таблица вариантов
№ варианта |
№ рисунка |
№ позиции детали для деталирования |
№ позиций детали для аксонометрии |
|||||||||
1 |
11 |
21, |
31, |
41, |
51, |
61, |
71, |
81, |
91 |
66 |
1, 2, 3, 5, 6, 7, 4 |
1 |
2, |
12, |
22, |
32, |
42, |
52, |
62, |
72, |
82, |
92 |
67 |
1, 2, 3, 4, 6, 5 |
3 |
3, |
13, |
23, |
33, |
43, |
53, |
63, |
73, |
83, |
93 |
68 |
1, 2, 5, 1, 8, 9, 10 |
1 |
4, |
14, |
24, |
34, |
44, |
54, |
64, |
74, |
84, |
94 |
69 |
1, 2, 3, 4, 5, 7 |
2 |
5, |
15, |
25, |
35, |
45, |
55, |
65, |
75, |
85, |
95 |
70 |
1, 2, 3, 6, 9, 7, 8 |
6 |
6, |
16, |
26, |
36, |
46, |
56, |
66, |
76, |
86, |
96 |
71 |
1, 2, 3, 4, 5, 7, 8, 9 |
4 |
7, |
17, |
27, |
37, |
47, |
57, |
67, |
77, |
87, |
97 |
72 |
1, 2, 3, 4, 5, 6 |
2 |
8, |
18, |
28, |
38, |
48, |
58, |
68, |
78, |
88, |
98 |
73 |
1, 2, 3, 6, 7, 8 |
1 |
9, |
19, |
29, |
39, |
49, |
59 |
69, |
79 |
89, |
99 |
74 |
1, 2, 3, 4, 7, 8, 9 |
1 |
10, |
20, |
30, |
40, |
50, |
60, |
70, |
80, |
90 |
100 |
75 |
1, 2, 3, 4, 5, 6, 7 |
1 |
Клапан (рис. 8. Детали: 1 — клапан К0IV.01.00.01 (АЛ9, ГОСТ 2685—75); 2 — корпус К0IV.01.00.02. (АЛ9, ГОСТ 2685—75); 3— пружина К0IV.01.00.03 (проволока кл. III); 4 — колпак К0IV.01.00.04 (АЛ9, ГОСТ 2685— 75); 5— втулка К0IV.01.00.05. (Д15, ГОСТ 4784—74); 6—шпиндель К01У.01.00.06 (Д16, ГОСТ 4794—74); 7—рукоятка К0IV.01.00.07 (АЛ9, ГОСТ 2685—75). Стандартные изделия: 8— винт М25Х8, ГОСТ 1477—75: 9 — гайка М6, ГОСТ 5915—70; 10 — прокладка П27 Х 30 X 3, МН3138—62.
Клапан служит для регулирования предельного давления в пневмосистеме и предохраняет ее от перегрузки. Клапан регулирует вращением рукоятки 7 совместно со шпинделем 6, при этом втулка 5 перемещается вправо и сжимает пружину 3 до необходимого давления на клапан 1, который прижимается к седлу корпуса 2. При повышенном давлении в сети преодолевается усилие пружины 3, клапан 1 отходит от седла и через образовавшийся зазор воздух из сети, проходит в атмосферу через второй отвод в корпусе 2. При снижении давления в сети клапан 1 под действием давления пружины 3 вновь прижимается к седлу, и давление в сети стабилизируется. Во внутренние пазы колпака 4 входят уступы втулки 5, которые обеспечивают перемещение втулки 5 вдоль оси при вращении шпинделя 6. Колпак 4 ввертывается в корпус 2 с уплотняющей прокладкой 10. Винт 8 предохраняет от самоотвертывания из корпуса колпака.
Кран угловой (рис. 9). Детали: 1— корпус КУ1У.01.00.01 (сталь 45, ГОСТ 1050—74);

Рисунок 9

Рис. 68. Кондуктор для сверления и развертывания двух отверстий диаметром 3 мм. КРIV.01.00.00
2 - штуцер КУIV 01.00.02 (сталь 45, ГОСТ 1050—74); 3— штуцер угловой КУ1У.01.00.03 (сталь 45, ГОСТ 1050—74); 4 — шток клапан КУ1У.01.00.04 (сталь 45, ГОСТ 1050—74); 5— втулка КУIV.01.00.05 (сталь 45, ГОСТ 1050—74); 6 — маховик КУIV.01.00.06 (СтЗ, ГОСТ 380— 71). Стандартные изделия: 7 — винт МЗ X 10, ГОСТ 17473—72; 8 — гайка М24 Х 1,5, ГОСТ 11871—80; 9 — кольцо 012—016—25, ГОСТ 9833—73; 10 — прокладка (П10х13х2, МН3138—б2)—3 шт.; 11— шайба 3, ГОСТ 11371—68.
Кран угловой и служит для включения от магистрали еще одного трубопровода, расположенного под прямым углом к магистрали. Два отверстия в корпусе 7, в которые ввернуты два штуцера 2, соединены между собой постоянно и через них проходит основная магистраль. Для включения дополнительного отвода необходимо маховиком 6 отвернуть шток-клапан 4, и отвод соединится с магистралью через штуцер 3. Шток-клапан перемещается вдоль своей оси по резьбе в переходной втулке 5, которая законтривается гайкой 8. Винт 7 и шайба 11 крепят маховик 6 со шток-клапаном 4. Кольцо 9 и прокладка 10 служат для уплотнения деталей. На чертеже кран показан в перекрытом положении, при котором работает только основная магистраль. Кран угловой крепится на кронштейне винтами через четыре отверстия во фланце.
Кондуктор для сверления и развертывания двух отверстий диаметром 3 мм (рис. 68). Детали: 7 — корпус КР1У.01.00.01 (сталь 45, ГОСТ 1050—74); 2 — втулка КРIV.01.00.02 (сталь 20 X ВГ, ГОСТ 4543—71); 3 — втулка быстросменная КРIV.01.00.03 (сталь 9ХС, ГОСТ 5950—63); 4 — втулка КР.IV.01.00.04 (сталь У8А, ГОСТ 1435—74); 5 — толкатель КРIV.01.00.05 (сталь ГОСТ 1435—74); 6 — пружина К РIV.01.00.06 (сталь 65Г, ГОСТ 1050—74); 7—гайка КРIV.01.00.07 (сталь 45, ГОСТ 1050— 74); 8—втулка направляющая КР1У.01.00.08
(сталь 45, ГОСТ 1050—74); 9 — ручка КРIV.01.00.09 (сталь 45, ГОСТ 1050—74); 10 — пята КРIV.01.00.10 (сталь 45, ГОСТ 1050—74); 11— стойка КРIV.01.00.11 (сталь 45, ГОСТ 1050— 74); 12— планка КРIV.01.00.12 (сталь 45, ГОСТ 1050—74); 13— винт КРIV.01.00.13 (сталь 45, ГОСТ 1050—74); 14 — рукоятка КРIV.01.00.14 (сталь 35Л—1, ГОСТ 977—75); 15 — стойка КРIV.01.00.15 (сталь 45, ГОСТ 1050—74). Стандартные изделия: 16 — винт (М5 Х 12, ГОСТ 9052—68) — 2 шт.; 17 — гайка (М6, ГОСТ 5915—70)—2 шт.; 18 — шайба 6, ГОСТ 11371—78; 19 — штифт 1,5Г X 10, ГОСТ 3128—70; 20 — штифт 2Г X 12, ГОСТ 3128— 70) — 2 шт.; 21 — штифт (ЗГХ14, ГОСТ 3128— 70) — 3 шт.
Деталь, которая подлежит обработке, вставляется в отверстие втулки 2, затем планка 12 перекладывается в паз стойки 11 и при вращении рукоятки 14 с винтом 13 прижимает торец бурта установленной детали к базовой поверхности Г. Кондуктор устанавливают к шпинделю вертикально-сверлильного станка и через кондукторную втулку 3 последовательно сверлят два отверстия диаметром 2,95 мм, кантуя кондуктор на 180°. После сверления двух отверстий производится их развертывание для получения необходимой точности и шероховатости поверхности. Для этого снимается втулка 3 и производится развертывание двух отверстий. Для того чтобы вынуть обработанную деталь, необходимо повернуть рукоятку 14 и откинуть планку 72 со стойкой 77. Нажатием на ручку 9 выталкиватель 5 выталкивает деталь из отверстия втулки 2. Направляющая 8 регулирует величину сжатия пружины 6 для возвращения выталкивателя 5 в исходное положение, а гайка 7 фиксирует это положение направляющей 8. Штифты 19, 20 и 27 служат для соединения деталей.
Вентиль (рис. 69). Детали: 7 — корпус В0IV.01.00.01 (Бр.ОСЦ5-63, ГОСТ 613—79);


Рис. 69. Вентиль ВСНУ.01.00.00
2 — штуцер В0IV.01.00.02 (Бр.ОСЦ6-63, ГОСТ 612—79); 3 — шток-клапан В0IV.01.00.03 (сталь, ГОСТ 1050—74); 4 — втулка сальника В01У.01.00.04 (Бр. ОСЦ6-63, ГОСТ 613—79); 5 — гайка нажимная В0IV.01.00.05 (сталь 45, ГОСТ 1050—74); 6 — маховик ВОГУ.01.00.06 (АЛ9, ГОСТ 2685—75); 7 — кольцо сальника В0IV.01.00.07 (сталь 45, ГОСТ 1050—74). Стандартные изделия: 8 — гайка М8, 5, ГОСТ 5915—70; 9 — прокладка П35 45 3, МН3138—62; 10—шайба 8.01.059, ГОСТ 11371—78. Материалы: 11 — набивка ХБПД10, ГОСТ 5152—66.
Вентиль служит для регулирования пропускаемого количества жидкости или пара через трубопровод или его перекрытия. Трубопровод присоединяется к резьбовым отводам корпуса 1. Открытие вентиля и регулирование производится вручную с помощью маховика 6, насаженного на шток-клапан 3 и закрепленного гайкой 8 с шайбой 10.


Рис. 71. Приспособление для фрезерования гаек ПФIV.О1.00.00
При повороте маховика против часовой стрелки шток-клапан 3 вывертывается из штуцера 3 и поднимается. При этом зазор между клапаном и седлом увеличивается и количество пропускаемой жидкости возрастает. При повороте маховика 6 в обратную сторону клапан опускается и количество подаваемой жидкости уменьшается до полного перекрытия трубопроводов. Для того чтобы жидкость не выходила наружу, в штуцер 2 вставляется кольцо 7, набивка 11 и втулка сальника 4, которые уплотняются нажимной гайкой 5. Прокладка 9 уплотняет соединение штуцера с корпусом.
Редуктор (рис. 70). Детали 1 — клапан РОГУ.01.00.01 (сталь 45, ГОСТ 1050—74); 2—корпус Р0IV.01.00.02 (сталь 30, ГОСТ 1050—74); 3 — упор нижний Р0IV.01.00.03 (сталь 30, ГОСТ 1050—74); 4 — пружина Р0IV.01.00.04 (сталь 65Г, ГОСТ 1050—74); 5 — упор верхний Р0IV.01.00.05 (сталь 30, ГОСТ 1050—74); 6— стакан Р0IV.01.00.06 (сталь 30, ГОСТ 1050—74); 7 — винт регулировочный Р0IV.01.00.07 (сталь 45, ГОСТ 1050—74); 8 — штуцер Р0IV.01.00.08 (сталь 45, ГОСТ 1050—74); 9 — гайка накидная Р0IV.01.00.09 (сталь 30, ГОСТ 1050—74); 10 — трубка Р0IV.01.00.10 (сталь 20, ГОСТ 1050—74). Стандартные изделия: 11— гайка М12,5, ГОСТ 5916—70; 12 — прокладка (медь МЗ), ГОСТ 859—78; 13 — прокладка (медь МЗ), ГОСТ 859—78.
Редуктор предназначен для редуцирования воздуха высокого давления при входе до давления на выходе в 5—10 раз меньшего. На чертеже редуктор показан в закрытом состоянии, когда нет давления у входного канала и клапан 7 под действием пружины 4 плотно прижимается к седлу корпуса 2. При работе редуктор регулируется до получения нужного выходного давления в двух отводах. Регулировка производится винтом 7 и пружиной 4. Величина давления воздуха на выходе зависит от величины открытия клапана 1. После регулировки винт 7 законтривается гайкой 11. После сборки редуктор испытывается на герметичность посадки клапана на седло и всех соединений при максимальном давлении. Редуктор крепится к кронштейну стенда четырьмя винтами М5. При пользовании одним выходным отводом второй отвод заглушается.
Приспособление для фрезерования четырех пазов в Круглых гайках (рис. 71). Детали: 1—плита ПФIV.01.00.01 (сталь 30); 2 — направляющая ПФIV.01.00.02 (сталь 45, ГОСТ Ю50—74); 3 — ползун ПФIV.01.00.03 (сталь 45); 4 — стойка ПФIV.01.00.04 (сталь 45); 5 — оправка ПФIV.01.00.05 (сталь 45); 6 — кольцо ПФIV.01.00.0б (сталь 45, ГОСТ 1050—74); 7 — втулка ПФIV.01.00.07 (сталь У8А); 8 — эксцентрик ПФIV.01.00.08 (сталь У8А); 9 — рукоятка ПФIV.01.00.09 (сталь 45); 10 — винт М6 X 12 ПФIV.01.00.10 (сталь 30). Стандартные изделия: 11—винт (М4 Х 20, ГОСТ 1491—80) — 2 шт.; 12 — винт (М8 X 30, ГОСТ 1491—80) — 4 шт.; 13 — винт (М8 Х 35, ГОСТ 1491—80)—4 шт.; 14 — гайка М14, ГОСТ 5915—70; 15— шпонка (10х12х16х10Х4, ГОСТ 14738—69) — 2 шт.; 16 — штифт (8Г X 35, ГОСТ 3128—70) — 2 шт.; 17 — штифт (8Г X 40, ГОСТ 3128—70) — 2 шт.; 18 — штифт (ЮГ X 40, ГОСТ 3128—70) — 2 шт.
Приспособление устанавливают на стол фрезерного станка, фиксируют шпонками 15 по пазу стола и крепят к нему за проемы плиты 1. Группу гаек собирают на оправку 5 и прижимают к ее борту кольцом 6 и гайкой 14. Собранную оправку с деталями устанавливают в приспособление под штифты 18, после чего поворотом рукоятки 9 вращают эксцентрик 8, который перемещает в направляющей 2 ползун 3 влево, до зажима оправки 5. Для снятия оправки с приспособлениям необходимо вращать эксцентрик 8 рукояткой 9 в противоположную сторону, тогда ползун 3 будет перемещаться вправо и освободит оправку от зажима. Оправка 5 на одном конце имеет квадрат, с помощью которого она фиксируется в проеме ползуна в четырех положениях для фрезерования пазов в гайках. Штифты 16 служат для установки стойки 4 и направляющей 2 на плите 1, а винты 12 — для их крепления. Рукоятка 9 насаживается на квадратный конец эксцентрика 8 и закрепляется винтом 10.
Клапан предохранительный (рис. 72). Детали: 1—корпус ПКIV.01.00.01 (СЧ 21—40, ГОСТ 1412—70); 2 - клапан ПКIV.01.00.02 (сталь 45, ГОСТ 1050-70); 3 — пружина ПК1У. 01.00.03 (сталь 65Г, ГОСТ 1050—74); 4 — втулка ПКIV.01.00.04 (сталь 45, ГОСТ 1050—74); 5 — колпак ПК1У.01.05 (СЧ21—40, ГОСТ 1412— 79); 6—винт ПКIV.01.00.06 (сталь 45, ГОСТ 1050—74). Стандартные изделия: 7— гайка М16, ГОСТ 5915—70; 8— прокладка П40554, МН3138—62; 9 — шайба 8, ГОСТ 11371—78.
Клапан предназначен для поддержания постоянного давления в магистрали. Клапан регулируется на необходимое давление винтом 6, который при вращении сжимает пружину 3 до нужного давления на клапан 2. При повышенном давлении в магистрали, а также и в камере корпуса 1 под клапаном клапан 2 открывается от седла и через образовавшийся зазор магистраль соединяется с атмосферой.
При снижении давления в магистрали клапан 2 под действием усилия пружины 3 вновь прижимается к отверстию корпуса и давление в магистрали стабилизируется. Втулка 4 служит для перемещения винта 6 и для соединения предохранительного клапана 5 и прокладки 8 с корпусом 1. Клапан крепится к кронштейну болтами и гайками за фланцы корпуса 1.
Цилиндр гидравлический (рис. 73). Детали: 1 — корпус ЦМIV.01.00.01 (сталь 40Х, ГОСТ 4543—71); 2 — поршень ЦСIV.01.00.02 (сталь 40Х, ГОСТ 4543—71); 3 — гайка ЦСIV.01.00.03 (сталь 40Х, ГОСТ 4543—73); 4 — пружина ЦМIV.01.00.04 (проволока кл. II, ГОСТ 9389— 75); 5 — пробка ЦМIV.01.00.05 (сталь 35, ГОСТ 1050—74); 6 — штуцер ЦМIV.01.00.06; 7 - гайка прижимная ЦМIV.01.00.07 (сталь 35, ГОСТ 1050—74); 8 — ниппель ЦМ1У.01.00.08 (сталь 35, ГОСТ 1050—74); 9 — трубка ЦМIV.01.00.09 (сталь 20, ГОСТ 1050—74). Стандартные изделия: 10 — кольцо 028-036-46, ГОСТ 9833—73; 11 — кольцо 050-060-58, ГОСТ 9833— 73; 12 — кольцо СГ-40-30-5, ГОСТ 6418—67 МН180—61.
Цилиндр гидравлический одностороннего действия, малогабаритный, с фланцевым креплением используется в станочных приспособлениях в качестве силового агрегата и служит для преобразования энергии, подводимой под давлением жидкости в механическую работу исполнительных органов станка и приспособления. Цилиндр крепится к приспособлению или станку фланцем корпуса 1, через штуцер 6 соединяется с гидравлической системой, а поршень 2 резьбой М20 соединяется с тягой зажима. Под действием давления масла поршень 2 перемещается вправо и производит зажим, а в исходное положение поршень возвращается усилием предварительно сжатой пружины 4 при снятом давлении масла. Для уплотнений в соединениях поршня с цилиндром применены резиновые кольца 10, 11 и 12. Гайка 3 является упором пружины и закрывает полость цилиндра. Гайка 7, ниппель 8 и трубка 9 обеспечивают соединения маслопровода. Пробка 5 заглушает свободное отверстие в корпусе.
Вентиль двухотводный (рис. 74). Детали: 1 — корпус ВДIV.01. 00.01 (Бр.ОЦС5-5-5, ГОСТ 613—65); 2 — штуцер ВДIV.01.00.02 (Бр.СЦ5-525 ГОСТ 613—79); 3 — шток-клапан ВДIV.01.00.03 (Бр. ОСЦ5-5-5, ГОСТ 613—79); 4 — гайка накидная ВДIV.01.00.04 (сталь 20, ГОСТ 1050—74); 5- ниппель АДIV.01.00.05 (сталь 20, ГОСТ 1050— 74); 6—кольцо ВДIV.01.00.06 (Бр.ОСЦ5-5-5, ГОСТ 613—79); 7 — втулка сальника ВД1У .01.00.07 (Бр.ОСЦ5-5-5, ГОСТ 613—79); 8 — гайка нажимная ВДIV.01.00.08 (сталь 20, ГОСТ 1050—74);
9 — маховик ВДIV.01.00.09 (АЛ9, ГОСТ 2685 - 75)

Рис. 72. Клапан предохранительный ПК1У.01.00.00

Рис. 73. Цилиндр гидравлический ЦМIV.01.00.00
Стандартные изделия: 10 - гайка М8, ГОСТ 5915—70; 11 — набивка ХБПД10, ГОСТ 5152—66.
Конструкция вентиля позволяет открывать доступ жидкости из основной магистрали и направлять ее в одном или в двух направлениях, регулируя пропускаемое количество жидкости. Трубопроводы присоединяют к резьбовым отводам корпуса 1. Открытие вентиля и регулирование его производится маховиком 9, насажанным на шток-клапан 3 и закрепленным гайкой 10. При повороте маховика против часовой стрелки шток-клапан вывертывается и отходит от седла. При этом зазор между клапаном и седлом увеличивается и количество пропускаемой жидкости возрастает. Из полости корпуса жидкость распространяется в двух направлениях через отводы корпуса и далее по трубопроводам. При необходимости поток жидкости можно направить только в один отвод. В этом случае второй отвод заглушается специальной пробкой. При повороте маховика по часовой стрелке клапан ввертывается и приближается к седлу, при этом количество подаваемой жидкости уменьшается до перекрытия трубопроводов. Для уплотнения шток-клапана 3 в корпус вставляются кольцо 6, набивка 11, втулка сальника 7, которые уплотняются нажимной гайкой 8. Штуцер 2, ниппель 5 с накидной гайкой 4 служат для присоединения трубопроводов. Вентиль крепится к кронштейну своим фланцем, болтами и гайками.
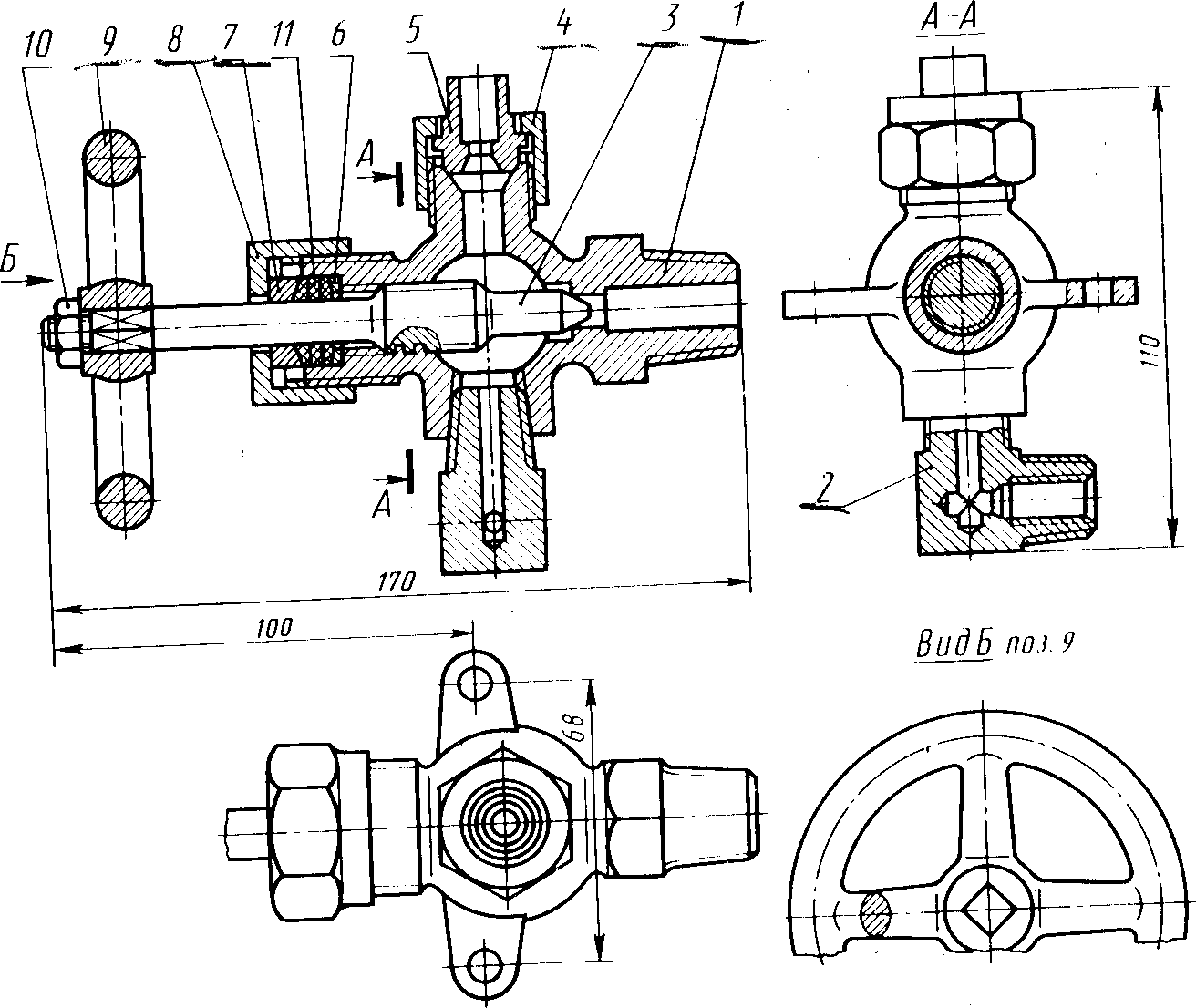
Рис. 74. Вентиль двухотводный ВДIV.01.00.00
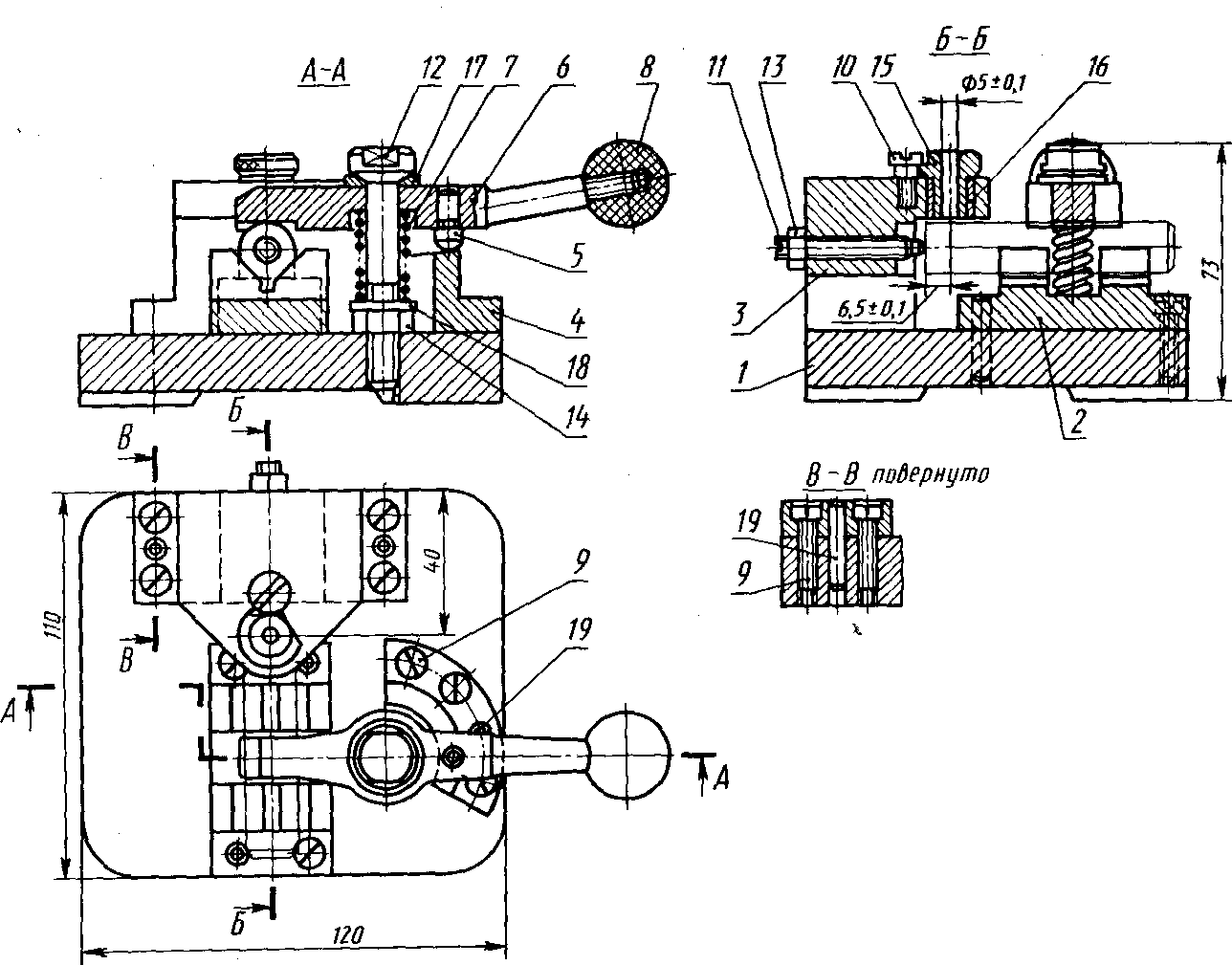
Рис. 75. Кондуктор с эксцентриковым зажимом К3IV.01.00.00
Кондуктор с эксцентриковым зажимом (рис. 75). Детали: 1 - корпус К3IV.01.700.01 (сталь 45, ГОСТ1050—74); 2 — призма К.3IV. 01 00.02 (сталь 20Х, ГОСТ 4543—71); 3 — кронштейн КЗIV .01.00.03 (сталь -20Х, ГОСТ 4543-71). 4— эксцентрик КЗIV. 01.00.04 (сталь 20Х, ГОСТ 4543-71); 5 - штырь К3IV .01.00.05 (сталь У7А, ГОСТ 1435 —74); 6 — прихват К3IV 01 00.06 (сталь 65Г, ГОСТ 1050—74); 7 — пружина К3IV.01.07 (сталь 65Г, ГОСТ 1050-74);
8 — головка рукоятки К3IV.01.00.08 (текстолит ПТ). Стандартные изделия: 9—винт (М5 Х 20, ГОСТ 1491—80) — 9 шт.; 10—винт (М5 Х 12, ГОСТ 9052—69); 11 — винт М6 Х 40, ГОСТ 13428—68; 12—болт М8 Х 60, ГОСТ 9048—69;
13 — гайка М6, ГОСТ 5915—70; 14 — гайка М8 ГОСТ 5927—70; 15 — втулка, ГОСТ 18432- 73; 16 — втулка, ГОСТ 18433-73; 17 — шайба 8, ГОСТ 13439-68; 18 - шайба 8, ГОСТ 11371-78; 19 - штифт (5125, ГОСТ 3128-70) - 5 шт.
Кондуктор предназначен для сверления отверстий в валиках. Конструкция кондуктора выполнена с торцовым эксцентриковым зажимом. Кондуктор состоит из корпуса 1, на котором закреплены призма 2 и кронштейн 3. В кронштейне размещаются упорный винт 11 и сменная кондукторная втулка 15 с постоянной втулкой 16 и винтом 10. Кроме того, к основанию корпуса 1 крепятся торцовый эксцентрик 4 и болт 12 в сборе с прихватом 6. Обрабатываемая деталь устанавливается в призму 2 до упорного винт 11. Зажим детали производится поворотом прихвата 6 за головку рукоятки 8. Штырь 5 при повороте скользит по закаленной рабочей поверхности торцового эксцентрика 4. При этом прихват 6 поворачивается вокруг сферической головки болта 12 на шайбе 17, зажимая установленную деталь в призме.
Разжимание детали осуществляется поворотом рукоятки прихвата, который поддерживается пружиной 7, под действием большой массы правой его части поворачивается относительно сферической головки винта и возвращается в исходное положение. Кондуктор рассчитан на обработку валиков близких типоразмеров с различными диаметрами отверстий.
Литература: [1, гл. 25, § 16—17]; [2, IV.2.—VI.3]; ГОСТы ЕСКД 2.104—68, 2.108-69: 2.301—68, 2.302—68, 2.305—68, 2.109—73.
Содержание и указания по выполнению листа. Кинематическую схему вычерчивают на листе
Таблица 24 (для листа IV—2). Варианты заданий на выполнение кинематических схем узлов металлорежущих станков
№ варианта |
№ рисунка |
||||||||||
1, |
16, |
31, |
79 |
||||||||
2, |
17, |
32, |
80 |
||||||||
3, |
18, |
33, |
81 |
||||||||
4, |
19, |
34, |
82 |
||||||||
5, |
20, |
35, |
83 |
||||||||
6, |
21, |
36, |
84 |
||||||||
7, |
22, |
37, |
85 |
||||||||
8, |
23, |
38, |
86 |
||||||||
9, |
24, |
39, |
87 |
||||||||
10, |
25, |
40, |
88 |
||||||||
11, |
26, |
41, |
89 |
||||||||
12, |
27, |
42, |
90 |
||||||||
13, |
28, |
43, |
91 |
||||||||
14, |
29, |
44, |
92 |
||||||||
15, |
30, |
45, |
93 |
||||||||
- |
- |
- |
|
|
|||||||
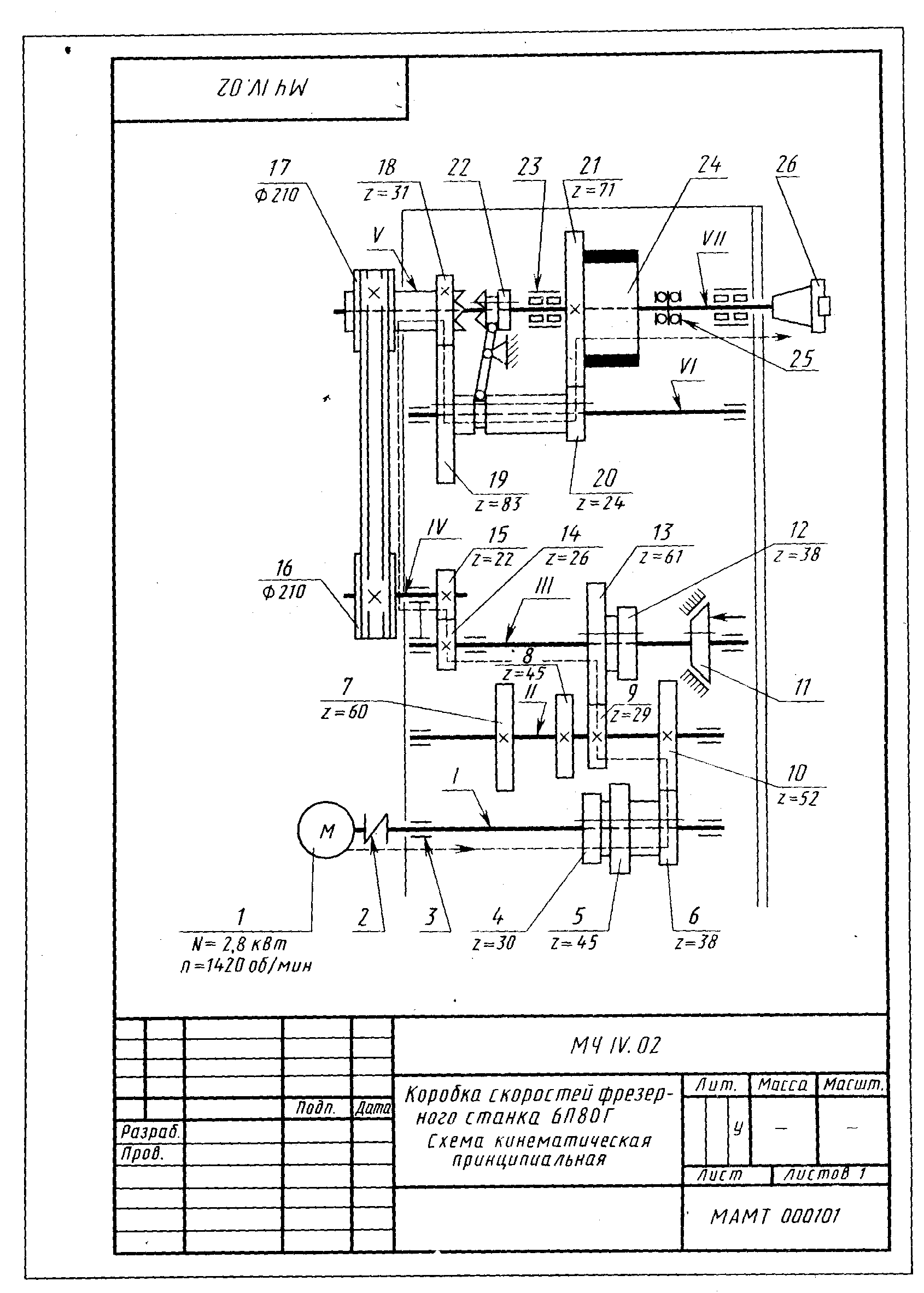
Рис. 76. Образец листа IV—2
формата А4 или А3. Образец листа приведен на рис. 76. К листу прилагается перечень кинематических элементов данной схемы, который выполняется на бумаге в клетку (образец в табл. 25). Индивидуальные задания по вариантам даны в табл. 24 и на рис. 79—93. Работу выполняют карандашом. Для показа принципа действия и движения станка, машины применяют кинематические схемы. Все элементы, занятые в передаче движения, по схеме имеют условное изображение. Правила выполнения кинематических схем изложены в ГОСТ 2.703—68.
Элементы схемы изображают следующими линиями:
1) валы, оси, стержни, шатуны, кривошипы и т. п. — сплошные основные линии толщиной s (рис. 74);
2) элементы, изображенные упрощенно внешними очертаниями (зубчатые колеса, червяки, звездочки, шкивы, кулачки и т. п.),— сплошные тонкие линии толщиной s/2;
3) контур изделия, в который вписана схема, — сплошные тонкие линии толщиной s/3;
4) валы или оси, закрытые другими элементами (невидимые), — штриховые линии s/2;
Каждому кинематическому элементу присваивают порядковый номер начиная от источника движения.
Валы нумеруют римскими цифрами, остальные элементы — арабскими. Порядковый номер проставляют на полке линии-выноски. Под полкой указывают основные характеристики и параметры кинематического элемента.

Рис. 77. Толщина линий отдельных элементов на кинематических схемах

Рис. 78. Изображение некоторых узлов на кинематических схемах
Таблица 25 (для листа IV—2). Перечень кинематических элементов (образец выполнения)
-
Порядковый номер (позиционное обозначение)
Наименование
Примечание
1
Источник движения (двигатель)
Электродвигатель
2
Соединение двух валов
Эластичное
3
Подшипник без уточнения типа
Радиальный
4, 5, 6
Блок из трех зубчатых колес
Соединение с валом подвижное, без вращения
7, 8, 9, 10
Зубчатые колеса (цилиндрические)
Соединение глухое
11
Тормоз
Корпусной
12, 13
Блок из двух зубчатых колес
Соединение с валом подвижное, без вращения
14, 15
Зубчатые колеса
Соединение глухое
16, 17
Шкивы передачи клиновидным ремнем
Соединение с валом глухое
18, 21
Зубчатые колеса
Соединение глухое
19, 20
Блок из двух зубчатых колес
Соединение с валом подвижное без вращения
22
Муфта сцепления кулачковая
Односторонняя
23
Подшипник качения
Радиальный, роликовый двойной
24
Маховик
Соединение с валом глухое
25
Подшипник качения
Упорный шариковый двойной
26
Конец шпинделя
Для фрезерных работ
На рис. 77 приводят несколько примеров узлов, применяемых в вариантах заданий листа IV—2, наиболее часто встречающихся в чертежах кинематических схем: на рис. 78, а — три шестерни, закрепленные наглухо на общей трубе, которая, в свою очередь, может перемещаться вдоль вала без вращения; на рис. 78, б — блочная, сдвоенная шестерня, изготовленная из одной заготовки, свободно сидящей на валу; на рис. 78, а — блочная шестерня, наглухо соединенная с валом; на рис. 78, г — блочная шестерня, состоящая из трех шестерен, изготовленная из одной заготовки, соединена с валом и может перемещаться вдоль вала по шлицам; на рис. 78, д — муфта, закрепленная на одном валу и сидящая на шарикоподшипнике на конце другого вала; во внутренние эвольвентные шлицы этой муфты может входить шестерня, которая тем самым сможет соединять два вала напрямую;
на рис. 78, е — удлиненная шестерня, применяемая для соединения с передвигающимися на валу шестернями.
Перед выполнением листа IV-2 рекомендуется:

Рис. 79. Кинематическая схема коробки скоростей универсально-фрезерного горизонтального станка 6М82
1) изучить по ГОСТ 2.770—68 или другой справочной литературе изображения элементов кинематических схем металлорежущих станков;
2) перечертить по своему варианту схему в произвольном масштабе на формате А4 или АЗ;
3) изучить по схеме действие данного элемента станка и поставить последовательно порядковые номера всех элементов, входящих в данную схему;
4) составить согласно образцу, приведенному в табл. 25, перечень кинематических элементов (лист 1У-2 и перечень кинематических элементов высылаются на рецензирование);
5) направление движения от электродвигателя к исполнительным звеньям станка показать штриховой тонкой линией красного цвета, снабжая эту линию периодически стрелками.
Литература: [1, гл. 26, § 1—2]; [2, Х1.1-Х1.5]; ГОСТы ЕСКД 2.701—76, 2.703—6Х 2.770—68,2.721—74.

Рис. 80. Кинематическая схема коробки скоростей радиально-сверлильного станка 257

Рис. 81. Кинематическая схема коробки скоростей поперечно-строгального станка 7В36

Рис. 82. Кинематическая схема коробки скоростей вертикально-сверлильного станка 2А150

Рис. 83. Кинематическая схема коробки скоростей карусельного станка 1508

Рис^84. Кинематическая схема коробки скоростей карусельного станка 1553
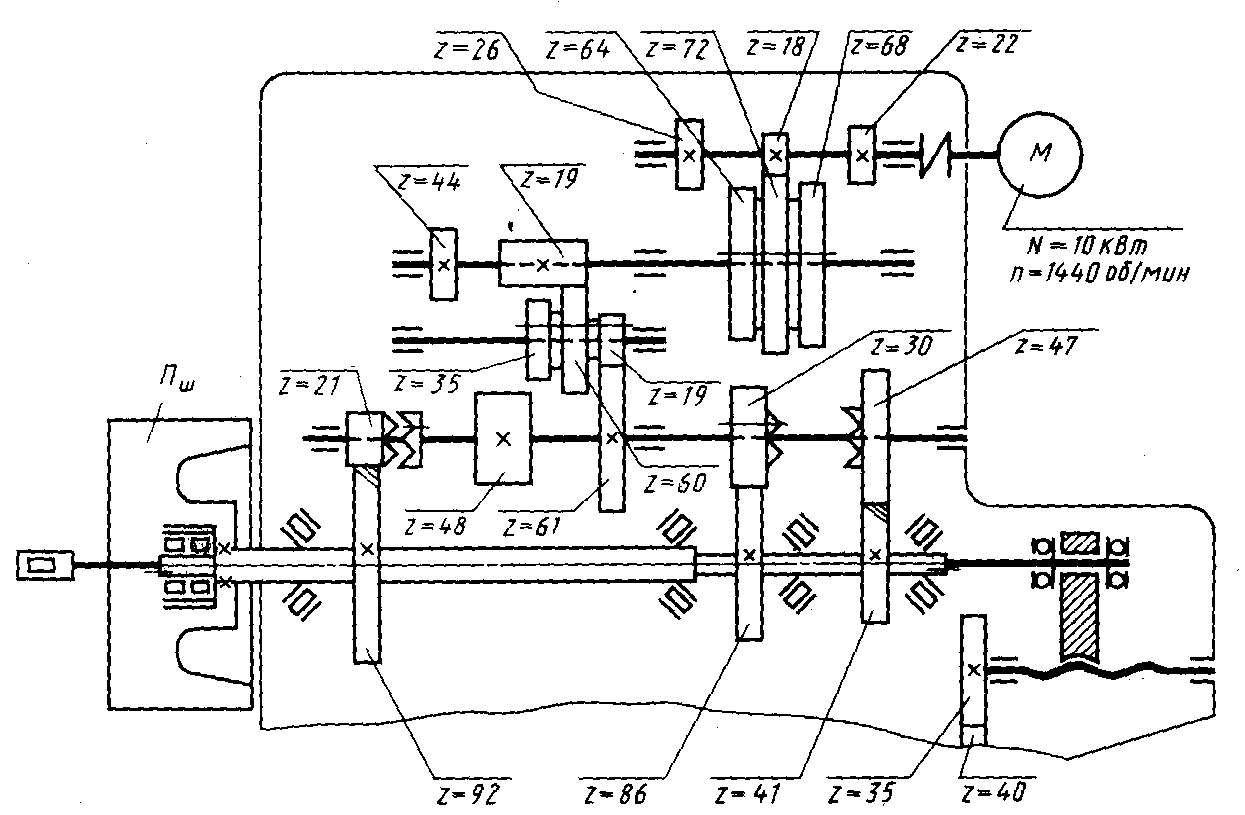
Рис. 85. Кинематическая схема коробки скоростей горизонтально-расточного станка 2620А

Рис. 86. Кинематическая схема коробки скоростей автомата 1341П

Рис. 87. Кинематическая схема коробки скоростей фрезерного полуавтомата 6441 Б

Рис. 88. Кинематическая схема коробки подач токарно-револьвер-ного станка 1П325
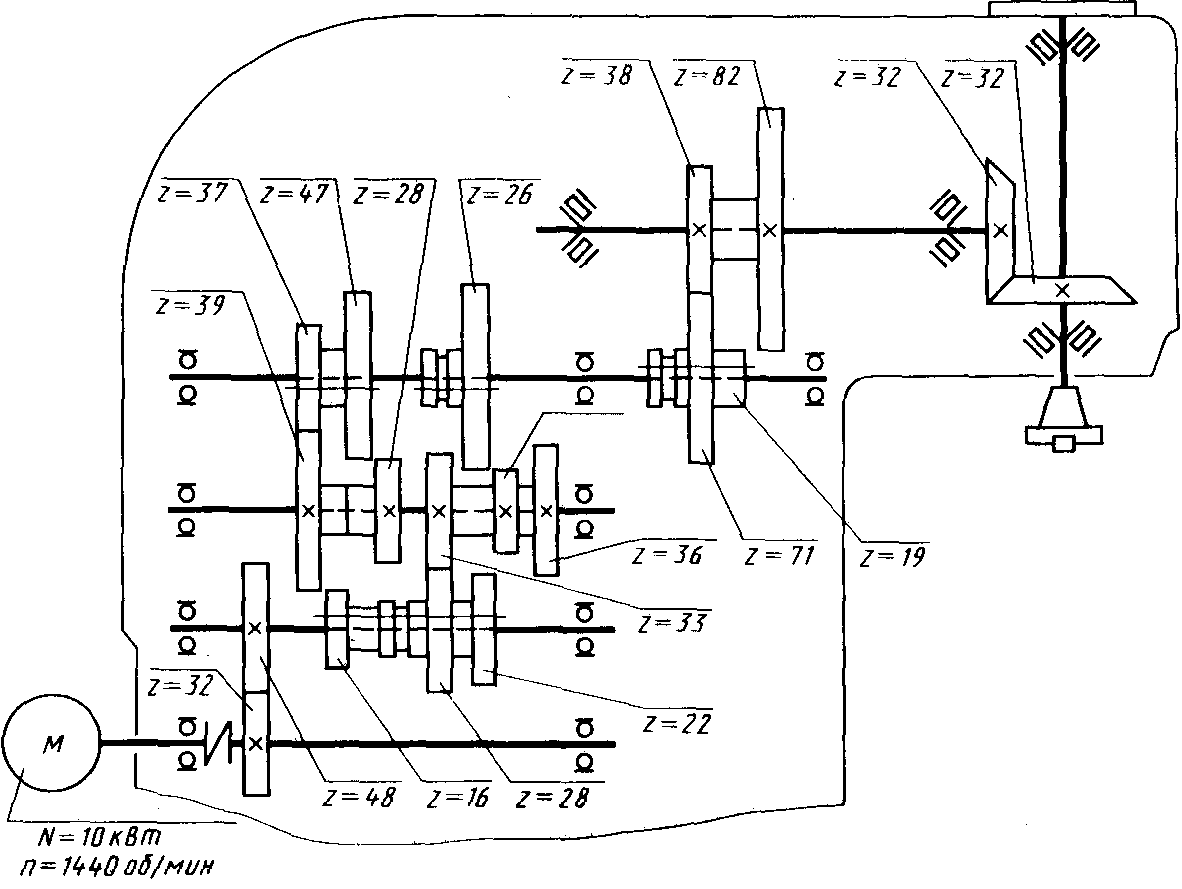
Рис.89. Кинематическая схема коробки скоростей вертикально-фрезерного станка 6Н12

Рис. 90. Кинематическая схема коробки скоростей зубодол-бежного полуавтомата 5140

Рис. 91. Кинематическая схема коробки скоростей токарно-револьверного станка 1П326

Рис. 92. Кинематическая схема коробки скоростей продольно-фрезерного станка 6652
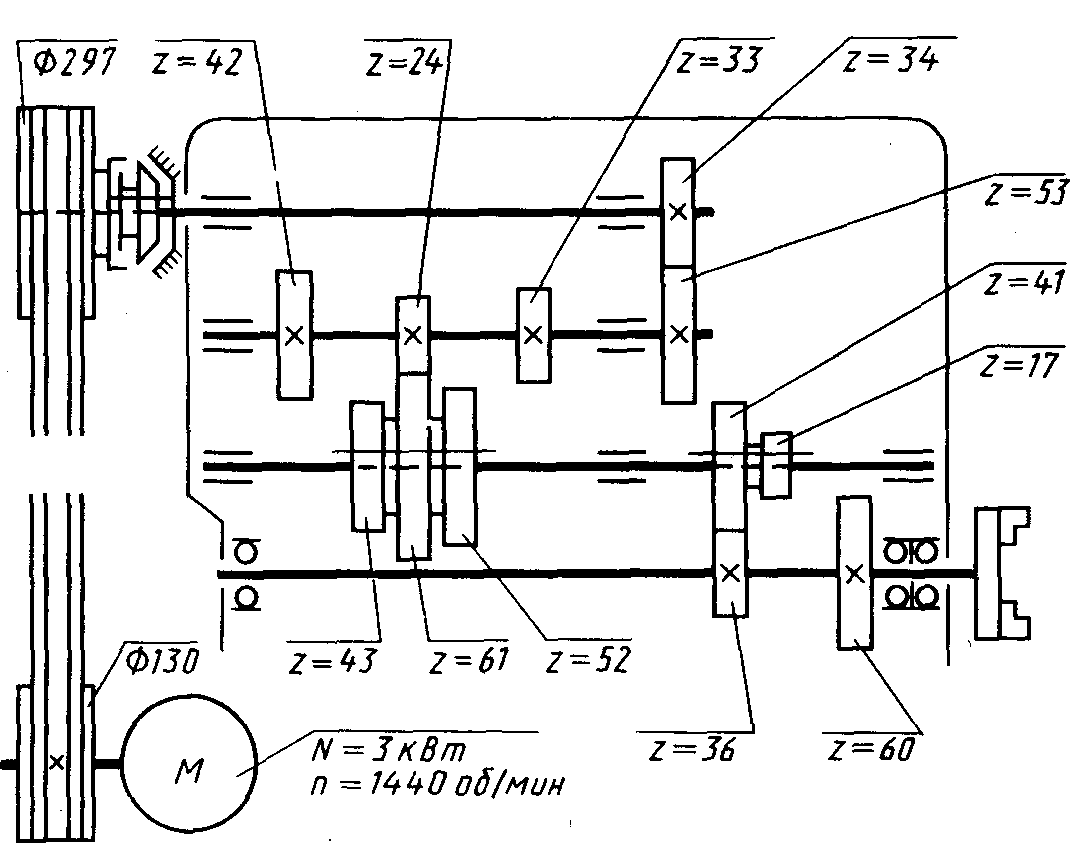
Рис. 93. Кинематическая схема коробки скоростей токарно-револьверного станка 1336М