

9. Complete the text making appropriate derivatives of the words in brackets. Translate the text into Ukrainian.
After grinding, any surfaces that require tight (1)………(dimension) control are machined. Many (2)………..(cast) are machined in CNC milling centers. The reason for this is that these processes have better (3)………..(dimension) capability and (4)………..(repeat) than many casting processes. However, it is not uncommon today for many components to be used without (5)…………(machine).
A few (6)………..(found) provide other services before shipping components to their customers. Painting components to prevent (7)………..(corrode) and improve visual appeal is common. Some (8)………..(found) will assemble their castings into complete machines or sub-assemblies. Other (9)………..(found) weld multiple castings or wrought metals together to form a (10)……….(finish) product.
More and more the process of (11)……….(finish) a casting is being achieved using robotic machines which eliminate the need for a human to physically grind or break (12)……….(part) lines, gating material or feeders. The (13)………..(introduce) of these machines has reduced (14)…………(injure) to workers, costs of (15)………..(consume) whilst also reducing the time necessary to finish a casting. It also eliminates the problem of human error so as to increase (16)………..(repeat) in the quality of (17)……….(grind). With a change of tooling these machines can finish a wide (18)…………(vary) of materials including iron, bronze and aluminium.
10. Translate into English:
Ливарним виробництвом називають процес виготовлення деталей і заготовок заповненням наперед вироблених ливарних форм розплавом металу, сплаву або іншого конструкційного матеріалу. Після кристалізації й охолодження металу або сплаву виріб витягують з форми та передають на наступну обробку згідно з маршрутною карткою. Вироби, виготовлені литтям, називають відливками.
Ливарне виробництво має надзвичайно велике значення в народному господарстві. Жодна галузь машино- та приладобудування не обходиться без деталей, виготовлених литтям. Широке використання лиття пояснюється його перевагами порівняно з іншими способами формоутворення. Литтям можна виготовляти заготовки та деталі будь-якої складності із різних сплавів – чавуну, сталі, сплавів на основі міді, алюмінію, магнію, титану тощо, а також різної маси – від кількох грамів до сотень тонн.
Основне завдання ливарного виробництва – отримання відливок з максимально наближеними розмірами, конфігурацією і чистотою поверхонь до готових деталей, що сприяє зниженню об’ємів механічної обробки або повного виключення її із технологічного процесу. Цього можна досягти удосконаленням існуючих і впровадженням спеціальних способів лиття, таких як лиття в кокіль, під тиском, відцентрове, лиття за моделями, в оболонкові форми тощо. Це добре підтверджують дані про величину допусків і чистоти поверхонь відливок, отриманих різними способами
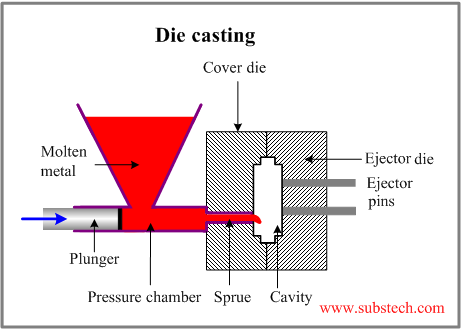
Лиття в металеві форми застосовують для дрібних і середніх виливків головним чином при масовому їх виробництві. Кокіль – металева (сталь або чавун) форма багаторазового використання для отримання виливок шляхом заливки в неї розплавленого металу вільною струминою. Литтям під тиском виконують невеликі виливки: воно відрізняється високою продуктивністю і значною точністю виливка, який звичайно не потребує подальшої обробки. Лиття проводять за допомогою спеціальних машин: в порожнину форми, що складається з двох половинок, подається рідкий метал через ливник. Метал у ливник подається з наповнювального стакана, дно якого утворено нижнім поршнем, який до початку запресування перекриває ливниковий канал; верхній поршень, опускаючись, запресовує рідкий метал у порожнину форми. Нижній поршень в цей час опускається донизу, відкриваючи ливниковий канал; після запресування рідкого металу в форму, верхній і нижній поршні піднімаються і тягнуть за собою залишок металу (виносять з наповнювального стакана); рухома половина форми відходить разом з виливком, і виливок відокремлюється від форми; нижній поршень повертається на місце, а після зняття відливка, часткового охолодження форми та покриття її поверхні мастикою, цикл пресування повторюється.
Відцентрове лиття застосовується для виготовлення пустотілих циліндричних виливок без використання стержнів. Розплавлений метал заливають в обертову форму відцентрової машини. Під дією відцентрової сили він розтікається рівномірним шаром по стінках форми де і твердне. Відцентрові машини, як правило, бувають двох основних типів: з горизонтальною і вертикальною осями обертання.
Лиття за моделями, які газифікуються, полягає в тому, що моделі і елементи ливникової системи виготовляються із пінополістиролу чи інших матеріалів, які можна видаляти із піщаної форми методом випалювання. Це дозволяє випалювати моделі без формівних нахилів, не роблячи роз’ємні форми, не роз’єднуючи порожні форми для видалення моделі.
11. Look at the pictures illustrating different casting methods. Use the pictures and the given terms to describe the casting processes in detail:
a)
 b)
b)
