Изготовление офсетных печатных форм
КОНТАКТНО-КОПИРОВАЛЬНЫЕ УСТАНОВКИ
Копировальные процессы при изготовлении офсетных и фотополимерных печатных форм проводят на контактно-копировальном оборудовании: копировальных и экспонирующих установках. С помощью этого оборудования осуществляют фотографический перенос изображения с прозрачных носителей (негативов или диапозитивов) на светочувствительные слои офсетных или фотополимерных пластин в масштабе 1:1.
Основными элементами конструкции контактно-копировальных и экспонирующих установок являются:
- облучатель, состоящий из источника света и рефлектора;
- рама с вакуумным ковриком;
- вакуумная и вентиляционная система
В настоящее время для копировальных процессов в качестве источника ультрафиолетового света наиболее широко используются люминесцентные, галогенные и металлогалогенные лампы.
Люминесцентные лампы (ЛЛ) представляют собой разрядные источники света, в которых УФ- излучение ртутного разряда преобразуется люминофором в более длинноволновое излучение. Они имеют следующие достоинства: высокая световая отдача; большой срок службы; низкая температура поверхности лампы; обеспечивается практически мгновенный ввод ламп в рабочий режим при их зажигании. Основным недостатком люминесцентных ламп является низкая яркость излучения. Поэтому при копировальных процессах применяется несколько ламп, что увеличивает размеры облучателя.
Более мощными являются галогенные и металлогалогенные лампы накаливания. Принцип действия галогенных ламп (ГЛН) заключается в образовании на стенке колбы летучих соединений – галогенов вольфрама, которые испаряются со стенки, разлагаются на теле накала и возвращают ему испарившиеся атомы вольфрама. ГЛН более длительный срок службы, значительно меньшие размеры, более высокую термостойкость благодаря наличию кварцевой колбы. Недостатки: из-за высокой температуры на стенках оболочки требуется применение термофильтра, что усложняет конструкцию всей копировальной установки.
Более выгодными с энергетической точки зрения являются металлогалогенные лампы (МГЛ).
Контактно-копировальные установки

В настоящее время используются контактно-копировальные установки полуавтоматического и автоматического принципа действия. Полуавтоматические установки можно разделить на 2 типа: с нижним и верхним расположением облучателя. Наряду с этими установками возможен «настольный» вариант исполнения.
На станине смонтирован корпус установки. В нижней части корпуса располагается копировальная рама, состоящая из вакуумного коврика и рамы покровного стекла. При работе установки полный прижим стекла достигается при помощи вакуумного насоса. В верхней части установки размещается облучатель, состоящий из источника излучения и створок затвора. Для защиты обслуживающего персонала от воздействия УФ-излучения служат шторки, автоматически закрывающиеся перед началом экспонирования. На передней части панели корпуса располагается пульт управления.
При конструкции контактно-копировальной установки , построенной по схеме с нижним расположением облучателя предполагает расположение источника света в нижней части установки. Такая конструкция занимает меньше места и более удобна в эксплуатации.
Процессоры для обработки офсетных форм
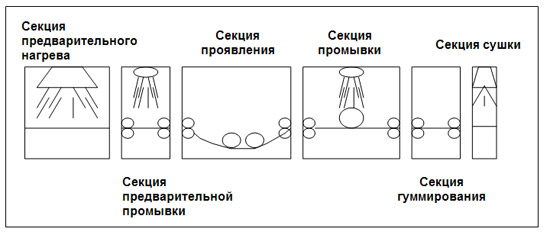
После операций копирования фотоформ в контактно-копировальной установке образуется скрытое изображение рисунка будущей печатной формы. В процессе дальнейшей обработки офсетной копии необходимо обеспечить образование гидрофобных печатающих и гидрофильных пробельных элементов, расположенных в одной плоскости на печатной форме. Для машинной обработки офсетных форм служат процессоры, позволяющие сократить время обработки и повысить качество печатных форм. Процессоры для машинной обработки офсетных форм включают следующие основные узлы:
- секция предварительного нагрева
- секция предварительной промывки
- секция проявления
- секция промывки
- секция гуммирования
- секция сушки
Формы офсетной плоской печати могут быть разделены на 2 основные группы – монометаллические и полиметаллические – в зависимости от того, применяется ли один металл (монометалл) или несколько (полиметалл) для создания пробельных и печатающих элементов. В настоящее время широкое распространение получили изготовленные централизованным способом предварительно очувствленные позитивные и негативные пластины. Позитивный способ копирования обеспечивает большую точность передачи элементов изображения и устойчивость печатающих элементов в процессе печатания. Возможна поставка пластин любых форматов и толщины – 0,15 мм ( с перфорацией и без перфорации), 0,3 и 0,4 мм.
Пластины для изготовления монометаллических печатных форм
Для изготовления монометаллических печатных форм во всем мире используют алюминиевые пластины. Однако для того, чтобы задать необходимые физико-химические свойства этим пластинам необходимо провести их комплексную электрохимическую обработку, которая включает следующие операции:
Обезжиривание поверхности
Декапирование
Электрохимическое зернение
Анодное оксидирование
Наполнение анодной оксидной пленки
После каждой операции следует тщательная промывка.
Обезжиривание алюминиевых листов проводят с целью удаления с поверхности масляных следов, грязи. Для этого используют 5% раствор едкого натра, нагретого до 50- 60 градусов. Процесс протекает 1-2 минуты и сопровождается бурным выделением водорода.
2 Al+ 2NaOH + 6Н2 = 2Na ( Al(OH)4 )
Декапирование поверхности необходимо для осветления поверхности алюминия.
При этом используют 20% раствор азотной кислоты.
Электрохимическое зернение алюминиевых пластин позволяет получить равномерный микрорельеф поверхности, развитую мелкокристаллическую структуру. Термин «зернение» появился по аналогии с механическим зернением шариками, которое заменилось в последствии электрохимической обработкой. Электрохимическое зернение проводится разбавленной (0,3 - 1 %) соляной или азотной кислотой. При таком зернении на поверхности алюминия образуется микрорельеф R=0,8 - 1,2 мкм.
Анодное оксидирование проводится с целью получения прочной и пористой оксидной пленки определенной толщины с мелкозернистой структурой. Анодные оксидные пленки к тому же хорошо защищают алюминий от коррозии и устойчивы к трению и износу. Оксидирование производится переменным током. При этом пластина становится попеременно то катодом, то анодом. Образуется пленка оксида aлюминия (Al2ОЗ * 3Н20).
Наполнение оксидной пленки улучшает гидрофильные свойства поверхности.
Раствор для наполнения представляет собой водный раствор силиката натрия (Na20*Si02). При этом поры оксидной пленки заполняются. Для усиления гидрофильных свойств поверхности в ванну наполнения вводят натриевую соль карбоксилметилцеллюлозы (NaКМЦ).
Промывка производится после каждой операции.
Таким образом, направленным изменением физико-химических свойств поверхности формных пластин обеспечивают необходимые их свойства: шероховатость поверхности (R=O,8-1,2 мкм), износостойкость (2-3 мкм) и устойчивые гидрофильные свойства (Q)=20 градусов
Резюмируя, можно сказать, что
электрохимическое зернение ответственно за микрогеометрию, шероховатость поверхности
анодное оксидирование - за износостойкость поверхности
наполнение - за гидрофильные свойства поверхности.
Далее на пластину наносится светочувствительный копировальный слой.
Копировальный слой представляет собой тонкую полимерную пленку, растворимость которой под действием света либо снижается, либо возрастает. В соответствии с этим различают негативные и позитивные копировальные слои. Растворимость негативных слоев под действием света снижается, а растворимость позитивных слоев возрастает.
Негативные копировальные слои могут 7 быть изготовлены на основе поливинилового спирта ПВС или диазосоединений. Если на эти слои воздействовать лучистой энергией (светом), то их растворимость уменьшается.
Позитивные копировальные слои изготавливают в основном на основе ортонафтохинондиазида (ОНХД). Под воздействием лучистой энергии увеличивается растворимость копировального слоя. Слои на основе ОНХД находят широкое применение при изготовлении печатных форм. Причина этой популярности заключается в их достоинствах: достаточно высокой светочувствительности, высокой устойчивости к агрессивным средам, высокой разрешающей способности, хорошей адгезии к металлам. Раствор на пластину подается в виде аэрозоля электрораспылителем. После сушки пластины упаковывают, и они готовы к применению. Копировальный слой на основе ОНХД имеет краевой угол смачивания воды 118°, т. е обладает ярко выраженными гидрофобными свойствами. Кроме того, возможно повышение тиражестойкости данных пластин посредством термообработки. При температуре 150-2400с в копировальном слое происходит превращение олигомеров в полимеры и, как следствие, «отверждение» копировального слоя.
Светочувствительные полимерные композиции, нанесенные на монометаллические пластины позволяют при проведении копировального процесса разделить поверхность формы на печатающие и пробельные элементы, На светочувствительных копировальных слоях образуются печатающие элементы форм.
ИЗГОТОВЛЕНИЕ ФЛЕКСОГРАФСКИХ ПЕЧАТНЫХ ФОРМ
ЭКСПОНИРУЮЩИЕ УСТАНОВКИ

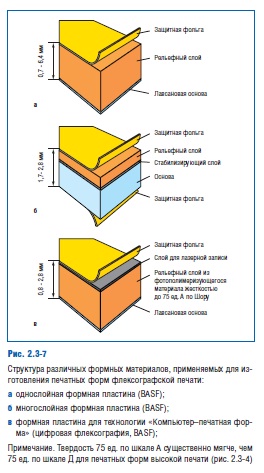
В последние годы в общем объеме производства значительно возрасла доля печатной прдукции, воспроизводимой с фотополимерных форм (ФПФ) высокой и флексографской печати. В качестве фотополимерных материалов применяют твердые или жидкие композиции на металлической обложке или без нее. К фотополимеризующимся материалам относятся твердые или жидкие мономерные или мономерно-полимерные смеси, способные изменять под действием света химическое или физическое состояние. Эти изменения приводят к образованию твердых или упругих нерастворимых полимеров.
Твердые фотополимеризующиеся композиции (ТФПК) сохраняют твердое агрегатное состояние до и после изготовления печатной формы. На полиграфическое предприятие они поставляются в виде фотополимеризующихся пластин определенного формата.
Жидкие фотополимеризующиеся композиции (ЖФПК) поставляются на полиграфические предприятия в емкостях в жидком виде.
Технологическая операция. В ходе которой в фотополимеризующейся композиции протекает реакция фотополимеризации и образуется скрытое рельефное изображение, называется экспонированием фотополимеризующегося слоя. Фотополимеризация происходит только на тех участках фотополимеризующегося слоя, которые подвергаются облучению УФ-лучами и только во время их воздействия. Поэтому для экспонирования используют негативные фотоформы. Перед экспонированием фотополимерной пластины через негатив ее подвергают предварительному УФ-излучению с оборотной стороны. Эта операция называется фотокондиционированием. В результате происходит химическая реакция, связывающая растворенный в фотополимеризующемся слое кислород, мешающий нормальному ходу реакции фотополимеризации. В экспонирующей установке происходит экспонирование через негатив с лицевой стороны . Задачей основного экспонирования является создание рельефа для печатного процесса и скрепление печатающих элементов с основанием рельефа, образованным при экспонировании оборотной стороны.
Далее происходит процесс вымывания незаполимеризовавшихся участков фотополимерной пластины специальным вымывным раствором. На форме образуется рельефное изображение. Процесс вымывания происходит на автоматических устройствах для вымывания непрерывного действия.
После процесса вымывания формы с рельефом происходит процесс сушки нагретым воздухом в сушильном устройстве. Сушка оказывает существенное влияние на качество формы. Она имеет значение, в частности, для возврата формы к своей нормальной толщине. Во время процесса вымывания форма впитывает вымывной раствор , рельефное изображение размягчается и набухает. Средняя продолжительность нахождения в сушильном устройстве зависит от набухания формы и составляет от 2 до 3 часов. Температура не должна превышать 65 градусов. Температура выше 65 градусов может вызвать проблемы при сохранении размеров, так как происходит усадка полиэфирной пленки. Температура ниже 60 градусов приводит к большой продолжительности сушки.
После сушки фотополимерная форма подвергается дополнительному экспонированию, повышающему степень полимеризации печатающих элементов.