

24. Две группы структурных параметров, характеризующих техническое состояние од.
1-ая группа - структурные параметры, характеризующие техническое состояние элементов проточной части оборудования (зазоры в уплотнениях, состояние поверхности рабочих и направляющих аппаратов и др.). Эти структурные параметры могут быть косвенно определенны путем измерения теплотехнических параметров рабочего тела, контактирующего с элементами проточной части оборудования.
2-ая группа структурных параметров - это параметры, характеризующие техническое состояние опорных и передаточных звеньев оборудования (подшипники, редукторы, мультипликаторы и др.). Косвенное измерение структурных параметров этой группы сводится к измерению и анализу параметров физических полей, сопутствующих работе оборудования и являющихся следствием взаимодействия деталей и узлов (параметры виброакустических полей, температура, напряженность магнитного поля и др.), которые и выступают в данном случае диагностическими параметрами.
25. Выбор представительных (информативных) диагностических параметров и характер их изменения.
Каждый вид неисправности механизма можно описать набором диагностических параметров, характеризующих отклонение структуры механизма от его структуры в режиме нормального функционирования. Среди множества параметров, характеризующих техническое состояние объекта диагностирования можно выделить наиболее представительные (информативные), по которым можно следить за изменением технического состояния с наработкой механизма. В качестве диагностических признаков используют не только статические параметры типа температура или давление, но и динамические, например виброакустические сигналы, являющиеся результатом взаимодействия деталей механизма в процессе его функционирования, распространяющихся по конструкциям механизма и в окружающую среду и регистрируемых в виде параметров смещения, скорости, ускорения или пульсации давления. Широкие частотный и динамический диапазоны колебательных процессов, малая инерционность, большая скорость распространения акустических волн по машинным конструкциям обусловливают большую информативность виброакустических методов диагностирования машин и механизмов. Быстрая реакция виброакустического сигнала на изменение технического состояния являются определяющим фактором для использования в аварийных ситуациях, когда скорость постановки диагноза и принятия решения являются гарантией предотвращения категорических последствий.
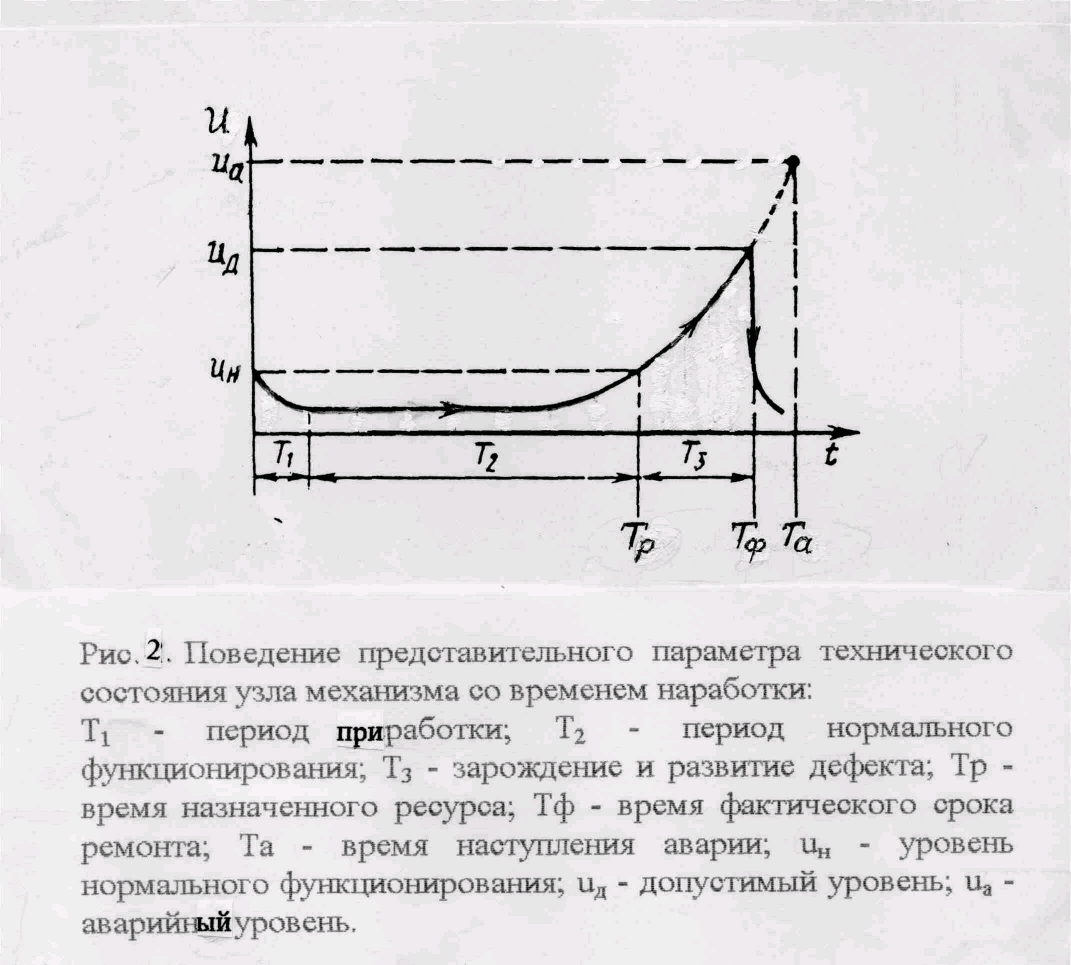
На рисунке 2 представлена типичная зависимость представительного параметра технического состояния (например, уровня вибросигнала) от времени наработки. На графике четко различаются три периода: приработки (период Т1), нормальной работы (период Т2) и деградации механизма (период Т3), когда скорость ухудшения состояния нарастает со временем.
Кривая, представленная на рисунке 2 называется трендовой характеристикой (трендом), т. е. изменение диагностического параметра, характеризующего изменение технического состояния с наработкой механизма.
В процессе эксплуатации механизма диагностические параметры могут изменяться в связи с изменением внешних условий (температура охлаждающей воды, воздуха, загрязнений проточной части, начальное давление пара, напряжение в электрической сети и др.). Кроме этого, возможны метрологические погрешности измерения диагностических параметров. Трендовые характеристики учитывают только изменение технического состояния механизмов.
На рисунке 3 в качестве примера приведены изменения уровня вибрации и фазы колебания ротора турбомашины в процессе длительной эксплуатации. В начальный период эксплуатации точка Р0 характеризует исходное техническое состояние турбокомпрессора (вибросмещение ротора S и фаза колебаний ). В дальнейшем под воздействием различных факторов происходит плавное изменение значения диагностических параметров, а затем неожиданно, скачкообразно переход от точки Р1 к точке Р2. Такой резкий переход может иметь место при поломке лопатки. При достижении вибрации определенного уровня (на рисунке - Предел G2) диагностическая система предупреждает о повышенной вибрации, а при достижении уровня - Предел G1 срабатывает защита агрегата по вибрации.
По измерениям уровня вибрации и фазы колебаний может быть выявлено появление трещины в роторе, увеличение неуравновешенности из-за отложений на рабочих лопатках, обрыва лопаток, ослабление посадки дисков на валу и другие неисправности.
Рис.2.
Поведение представительного параметра
технического состояния узла механизма
со временем наработки:
Т1
–
период приработки; Т2
–
период нормального функционирования;
Т3
–
зарождение и развитие дефекта; ТР
–
время назначенного ресурса; ТФ
–
время фактического срока ремонта; Та
–
время наступления аварии; uн
–
уровень нормального функционирования;
uд
–
допустимый уровень;
uа
–
аварийный уровень.
26. Два метода организации контроля представительных (информативных) диагностических параметров. Принципиально возможны два подхода, реализующих контроль технического состояния машин и механизмов по диагностическим параметрам.
Первый из них заключается в организации постоянного контроля изменений представительных параметров (трендов). Трендовая характеристика позволяет прогнозировать момент наступления катастрофических изменений технического состояния, а стало быть, прогнозировать остаточный ресурс и планировать срок физически обоснованного ремонта.
Этот способ рекомендуется для контроля технического состояния дорогостоящих или ответственных объектов, нарушение работоспособности которых может привести к катастрофическим последствиям. Поэтому на этапе эксплуатации механизмов столь большое значение приобретают различные методы диагностики зарождающихся дефектов машин и механизмов.
Рис.3.
Диагностика состояния машин системой
ВИБРОКАМ 5000 фирмы SCHENCK.
Изменение вектора состояния Р (уровень
виброскороти
турбомашины:
Р0
–
исходное техническое состояние;
Р0–
Р1
– плавное изменение технического
состояния в процессе
эксплуатации;
Р1–
Р2–
скачкообразный переход, характеризующий,
например, поломку лопатки ротора;
РП
–
предупреждение по состоянию ротора;
предел G2
– первое предупреждение; предел G1
– основное предупреждение, после
которого может сработать защита агрегата
по вибрации.
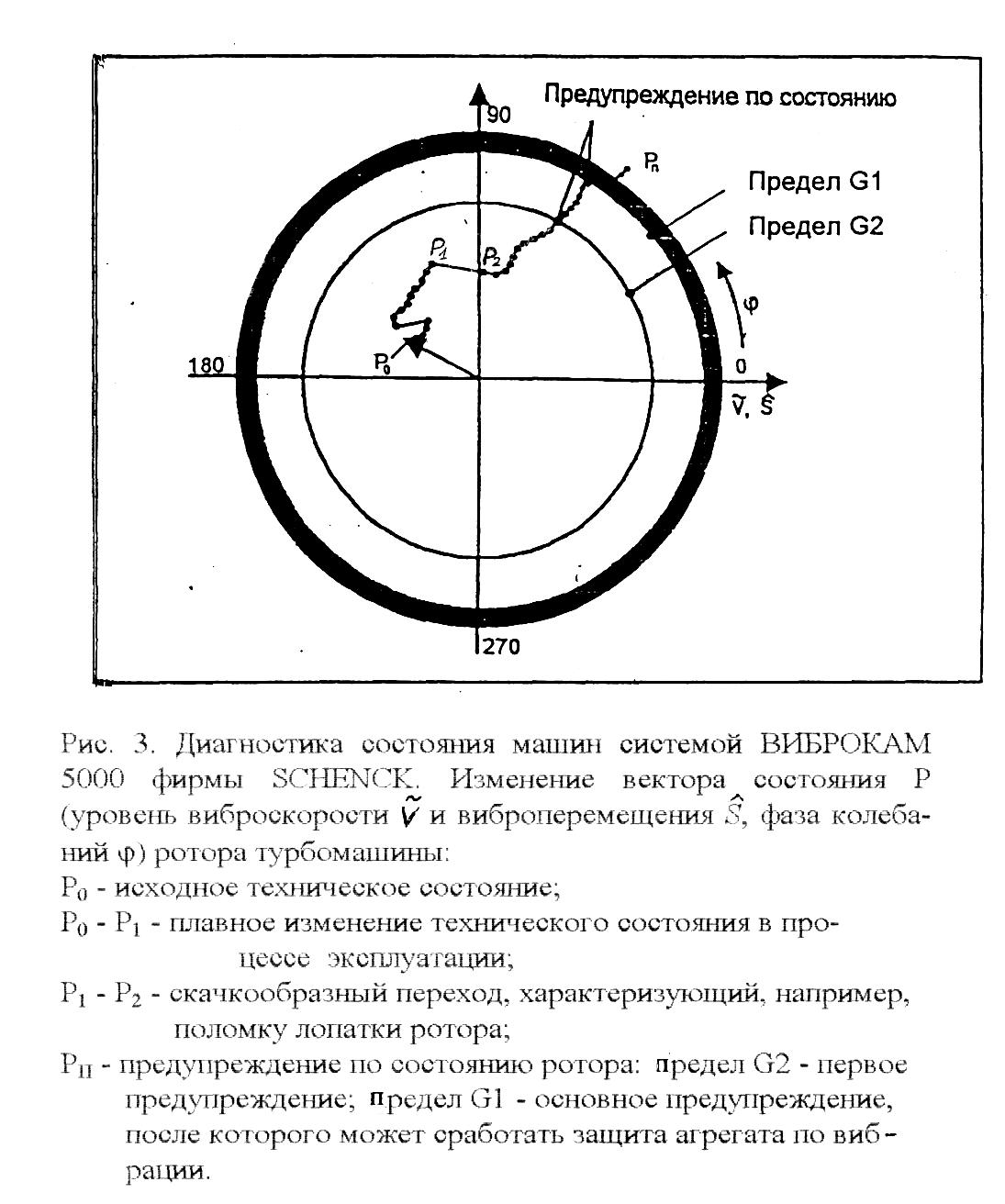
![]() и виброперемещения
и виброперемещения
![]() ,
фаза колебаний φ) ротора
,
фаза колебаний φ) ротора
Второй подход базируется на эпизодическом контроле (контрольная проверка) представительных характеристик технического состояния (диагностических параметров) и сравнивания их с пороговыми значениями, выработанными на основе достаточно большого числа предварительных диагностических экспериментов. Метод контрольной проверки целесообразно использовать для определения технического состояния множества однотипных механизмов и выявления тех из них, которые находятся в критическом состоянии.
Использование методов диагностики на этапе эксплуатации механизмов позволяет за счет ликвидации необоснованных переборок, сокращающих ресурс, продлить срок службы оборудования, уменьшить стоимость эксплуатации за счет экономии рабочего времени, запасных частей и горюче-смазочных материалов, а в условиях производства повысить его эффективность за счет устранения необоснованных простоев оборудования.