

Дефекты термической обработки
Наиболее распространенные дефекты, возникающие при термической обработке магниевых сплавов,— неполная закалка, рост зерна, окисление поверхности, пережог и коробление изделий. Чаще всего указанные дефекты появляются в результате нарушения режимов закалки.
Титан и его сплавы
При разработке технологии термической обработки титана и его сплавов следует учитывать следующие присущие им особенности: а) полиморфное превращение; б) низкую теплопроводность; в) высокую химическую активность; г) склонность к наводороживанию.
Теплопроводность титана и сплавов на его основе примерно в 15 раз ниже теплопроводности алюминия и его сплавов и приблизительно в пять раз меньше теплопроводности сталей. Наиболее важная характеристика, определяющая процессы теплообмена,— температуропроводность также примерно в 15 раз меньше, чем у алюминиевых сплавов, и в 3,5 раза ниже, чем у сталей. Пониженные значения теплопроводности и температуропроводности приводят к значительным градиентам температуры по сечению полуфабрикатов и изделий при термической обработке на стадии как нагрева, так и охлаждения. Поэтому при термической обработке крупных изделий и полуфабрикатов целесообразно регламентировать допустимые скорости нагрева и охлаждения для исключения слишком больших остаточных напряжений, которые вызывают коробление изделий и могут быть причиной возникновения термических трещин.
При охлаждении низкая тепло- и температуропроводность титановых сплавов приводит к тому, что тонкие сечения полуфабриката и изделия охлаждаются со значительно большей скоростью по сравнению с массивными частями. Это приводит к существенному различию структурного состояния в тонких и массивных частях и может быть причиной трещин в местах перехода от тонких сечений к толстым. Эта особенность титановых сплавов накладывает существенные ограничения на конфигурацию полуфабрикатов и изделий, которые можно подвергать упрочняющей термической обработке. Низкая теплопроводность титановых сплавов является также причиной их малой прокаливаемости.
Титан и его сплавы при температурах нагрева под термическую обработку активно взаимодействуют с кислородом, парами воды и меньше с азотом. При этом взаимодействии на поверхности титана образуется окалина, а под ней обогащенный кислородом газонасыщенный слой, что снижает служебные свойства металла. Поэтому следует предусмотреть способы борьбы с этими нежелательными явлениями.
Структура исходного титанового полуфабриката сильнее, чем в сталях, определяет качество и свойства термически обработанных полуфабрикатов и изделий. Поэтому к структуре деформированных полуфабрикатов из титана и его сплавов предъявляются строгие требования. Уже на стадии обработки давлением должно быть обеспечено получение достаточно однородной высококачественной структуры.
Выбор режимов отжига
Наиболее распространенный вид термической обработки титановых сплавов — отжиг всех разновидностей. Закалка и старение применяются меньше; к химико-термической обработке прибегают е некоторых случаях.
Отжиг первого рода, включающий в себя рекристаллизационный, дорекристаллизационный отжиг и отжиг для уменьшения остаточных напряжений, в чистом виде применим лишь для -сплавов и -сплавов с термодинамически устойчивой -фазой. В псевдоатипичных + -сплавах и -сплавах с термодинамически неустойчивой -фазой на рекристаллизационные процессы могут накладываться фазовые превращения. Вклад фазовых превращений в формирование структуры и свойств сплавов наибольший при рекристаллизационном и дорекристаллизационном отжиге и наименьший при отжиге для снятия остаточных напряжений. Если температура отжига для уменьшения остаточных напряжений достаточно низка, то фазовые превращения могут не развиваться и не влиять на структуру и свойства псевдо - + - и -сплавов (с термодинамической неустойчивой -фазой). Гомогенизационный отжиг для титановых сплавов не применяют из-за малой его эффективности.
Разделение видов отжига на рекристаллизационный, доре-кристаллизационный отжиг для уменьшения остаточных напряжений, отжиг, включающий фазовую перекристаллизацию,— это классификация видов отжига по процессам, протекающим в металле при нагреве. Отжиг + - сплавов чаще классифицируют по технологии, а именно, различают простой, изотермический, двойной и неполный отжиг. Эта классификация предпочтительнее предыдущей, потому что заранее неизестно состояние горячедеформированного металла. В зависимости от температурно-скоростных условий деформации дефорированные полуфабрикаты могут иметь нерекристаллизованную, частично или полностью рекристаллизованную структуру.
Режим простого отжига + - сплавов заключается в их нагреве при возможно низких температурах, достаточных для довольно полного разупрочнения, с последующим охлаждением на воздухе или по заданному режиму. Температура простого отжига листов и изделий из них ниже по сравнению с температурой отжига штамповок, поковок, прутков из того же сплава. Это различие связано с тем, что поковки, штамповки, прутки обычно подвергают обработке peзанием, при которой снимается поверхностный альфированный слой, а листы и изделия из них этой обработке не подвергают и удаление альфированного слоя для них является дополнительной и довольно трудоемкой операцией. При отжиге листов вых полуфабрикатов и изделий из них в печах с защитной атмосферой или в вакууме температуру отжига можно повысить до значений, рекомендованных для массивных полуфабрикатов, что обеспечит более полное разупрочнение спланов и повышение их пластичности. Простой отжиг + -сплавов является дорекристаллизационным, так как проводится при температурах ниже начала рекристаллизации.
Для + -титановых сплавов помимо простого отжига применяют изотермический отжиг, состоящий из нагрева сплава при сравнительно высоких температурах, достаточных для прохождения полигонизации или рекристаллизации, охлаждения до температур, обеспечивающих высокую стабильность -фазы (эти температуры обычно ниже температуры рекристаллизации), и выдержки при этой температуре с последующим охлаждением на воздухе. Для перехода от первой ступени ко второй полуфабрикаты и изделия или охлаждают с печью до температуры второй ступени, или их переносят в другую печь. Изотермический отжиг обеспечивает более высокую термическую стабильность, длительную прочность и пластичность, чем простой отжиг. Поэтому изотермический отжиг широко применяют для жаропрочных сплавов, таких как ВТЗ-1, ВТ8, ВТ9.
Двойной отжиг отличается от изотермического тем, что после отжига на первой ступени сплав охлаждают до комнатной температуры на воздухе, а затем снова нагревают до температуры второй ступени — она ниже, чем на первой ступени.
Двойной отжиг можно рассматривать как «мягкую» закалку с высокотемпературным старением.
Продолжительность простого отжига и первой ступени изотермического и двойного отжига определяется сечением детали или полуфабриката и принимается равной:
Максимальное сечение, мм…………… .1,5 1,6-2,0 2,1-6,0 6,1-50
выд , мин…………………………………..15 20 25 60
При сечениях 50 мм рекомендуют увеличивать длительность выдержки до 2,0 ч.
Для уменьшения остаточных напряжений, образующихся в результате механической обработки деталей, иногда применяют неполный отжиг при температурах ниже температуры начала рекристаллизации длительностью 0,5—2 ч с последующим охлаждением на воздухе. Для снятия напряжений, возникших при сварке, продолжительность неполного отжига должна составлять 2—12 ч. Температуры неполного отжига титана и его сплавов составляют: ВТ 1-00, ВТ 1-0 445—485; ВТ5, ВТ5-1 550—600; ОТ4-0 480—520; ОТ4-1, АТ2 520—560; ОТ4, АТЗ 545—585; ВТ4, ОТ4-2, ВТ6-С, ВТ6, ВТ20, АТ4, ТС6 600— 650; ВТ14, ВТ23 550—650; ВТЗ-1 530—620; ВТ16 520—550; ВТ22, ВТ15, ТС6 550—650.
Температурные интервалы всех видов отжига снижаются с увеличением содержания -стабилизаторов при неизменном содержании алюминия. Следует, однако, иметь в виду, что на температуры отжига влияет содержание не только -стабилизаторов, но и алюминия. При увеличении содержания алюминия температуры всех видов отжига приходится повышать, поскольку алюминий повышает температуры начала интенсивного развития возврата и рекристаллизации.
Титановые сплавы обладают оптимальным комплексом механических и служебных свойств после отжига при температуpax на 20—30 °С ниже температуры + / -перехода.
Отливки из литейных сплавов ВТ1Л и ВТ5Л обычно термической обработке не подвергают. В этих однофазных -сплавах не возникает при литье высоких остаточных напряжений, так что отжиг не требуется. Отливки из литейных + -сплавов подвергают отжигу для уменьшения остаточных напряжений и стабилизации структуры. Отжиг литейных сплавов проводят по тем же режимам, которые рекомендованы для деформируе-мых титановых сплавов.
В последние годы для + - и -титановых сплавов широко применяют упрочняющую термическую обработку, включающую закалку и старение. Эффекты термического упрочнения существенно зависят от температуры нагрева под закалку, которая определяет фазовый состав закаленных титановых сплавов и способность их к последующему упрочнению при старении.
Структуры, возникающие в титановых сплавах после закалки с разных температур, представляют в виде диаграмм фазового состава в координатах температура нагрева под закалку – концентрация легирующего элемента.
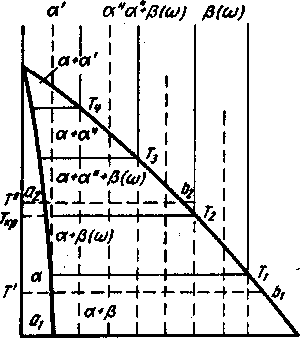
Рис. 4. Диаграмма фазового состава закаленных сплавов титана с - стабилизаторами (Б.А. Колачев, В.С. Лясоцкая)
Таблица 8. Критические температуры и режимы упрочняющей термической обработки титановых сплавов
Марка сплава |
Ткр, 0С |
- фаза, % |
tнаг под закалку, 0С |
tстар , 0С |
стар, ч. |
ВТ6-С |
850 |
20 - 30 |
880 - 980 |
450 - 500 |
2 - 4 |
ВТ6 |
850 |
20 - 30 |
900 - 950 |
450 - 550 |
2 - 4 |
ВТ14 |
860 |
35-40 |
870 - 910 |
480 - 560 |
8 - 16 |
ВТЗ-1 |
825 - 850 |
30 - 40 |
860 - 900 |
500 - 620 |
1 - 6 |
ВТ16 |
800 |
55 - 70 |
810 - 830 |
560 - 580 |
8 - 10 |
ВТ23 |
775 - 800 |
— |
800 - 820 |
430 - 500 |
8 - 12 |
ВТ22 |
840 - 880 |
90 - 100 |
690 - 750 |
480 - 540 |
8 - 16 |
ВТ15 |
— |
— |
780 - 900 |
480 - 500±550 - 570 |
15-250,25 |
Принятые в настоящее время температуры нагрева под закалку и режимы старения титановых сплавов приведены в табл.8. Температура нагрева под закалку для большинства + -сплавов на 50—100 °С ниже точки ТП и на 30—100 °С выше Ткр. Лишь для сплава ВТ22 она ниже Ткр и примерно на 150 0С ниже Тп. Псевдо -титановые сплавы обычно закаливают с температур -области, хотя и есть сведения о том, что закалка с температур несколько ниже Тп дает неплохие реезультаты. Продолжительность нагрева под закалку выбирают такой же, как и при полном отжиге. Обычно титановые сплавы закаливают в воду с температурой окружающей среды, так как в интервале температур от 0 до 30 °С температура воды не заметно влияет на свойства титановых сплавов в термически упрочненном состоянии. Некоторые полуфабрикаты тонкого сечения при закалке охлаждают на воздухе или холодным инертным газом (аргоном, гелием). Время переноса деталей после нагрева под закалку в закалочный бак должно быть минимальным. Это требование является менее жестким для сплавов ВТ22, ВТ15 и ВТЗО. Перерыв между закалкой и старением для всех сплавов не регламентируется.
Чтобы избежать коробления при закалке, иногда охлаждение в воде заменяют охлаждением на воздухе или применяют «мягкую закалку».
Полуфабрикаты из высокопрокаливаемых сплавов типа ВТ 15, ВТ22, ВТ23 иногда не закаливают, а проводят только старение деформированного материала. При этом достигается некоторое повышение прочности по сравнению с металлом в отожженном состоянии при сохранении достаточно высоких пластических характеристик.
Комплекс механических свойств а+-титановых сплавов можно повысить многоступенчатыми режимами закалки. В частности, двойной закалкой можно повысить по сравнению с одинарной закалкой вязкость разрушения и сопротивление усталости а+-титановых сплавов со значительным количеством -фазы в стабилизированном состоянии. Нагрев под первую закалку осуществляют при температурах а+-области вблизи а+ перехода для получения заданного объема первичной глобулярной а-фазы. После первой закалки формируется структура, представленная первичной а-фазой и а'- или а'' мартенситом. Нагрев под вторую закалку проводят при более низкой температуре, чем под первую; при этом вторичная а-фаза зарождается на частицах а'- или а"-мартенсита. Затем следует старение. В итоге формируется структура, представленная сравнительно крупными глобулярными зернами первичной а-фазы, мелкими пластинчатыми частицами вторичной а-фазы и распавшейся -фазой, в то время как при одинарной закалке со старением структура представлена первичной а-фазы и распавшейся -фазой. Это различие в структуре обуславливает различие механических свойств.
Титановые сплавы подвергают старению по одноступенчатому и двухступенчатому режиму. Наиболее часто применяют одноступенчатое старение. При двухступенчатом старении температуру старения на второй ступени выбирают более высокой, чем на первой. Двухступенчатый режим старения обеспечивает более высокий комплекс механических свойств по сравнению с одноступенчатым старением. Низкотемпературное старение обеспечивает большее число центров зарождения новой фазы в метастабильной фазе, зафиксированной закалкой, и более равномерное их распределение. На второй ступени происходит дальнейший распад метастабильной фазы, частичное растворение и коагуляция мелкодисперсных частиц, выделившихся на первой ступени; но распределение частиц остается более равномерным, чем при одноступенчатом режиме старения, что и является причиной лучшего сочетания свойств.
Отливки из титановых а+ -сплавов не подвергают упрочняющей термической обработке, поскольку при пластинчатой структуре, характерной для литого состояния, пластичность термически упрочненных сплавов очень низка. По этой же причине считают, что деформируемые а+ - и -сплавы можно подвергать упрочняющей термической обработке, если исходная: структура равноосная, мелкозернистая, а не пластинчатая.