

11.Практическое применение статистических методов анализа точности.
Брак возникает в том случае, если поле рассеивания выходит за границы поля допуска.

Количество годных заготовок определяется площадью фигуры А, используем функцию Лапласа:

- значение этой функции уже не зависит от конкретного X и . Они заранее рассчитаны и приведены в таблице.
Количество годных заготовок:
![]()
Брак:
![]()
В случае, когда распределение случайной величины подчиняется закону эксцентриситета, закон Симпсона, количество брака и годных заготовок определяется по функциям аналогичным функциям Лапласа. Если распределение подчиняется функции Бородочева, то при определении брака помимо параметров X и необходимо учитывать:
количество заготовок требуемых дополнительной обработки.
В некоторых случаях например при отсутствии требуемой точности условие не выполняется, но поскольку неисправимый брак допускать нельзя, станок настраивают таким образом, что весь брак является исправимым, после чего его дополнительно обрабатывают на другом станке.
- целенаправленно полученное смещение в процессе настройки.
![]()
Применение высокопроизводительных станков пониженной точности осуществляется стремлением повысить производительность обработки, которая ограничивается пониженной точностью высокопроизводительных станков
Кривая Гаусс
обладает следующим свойством:
даже при
![]() вследствие особой формы кривой количество
брака будет незначительным, если
обеспечить совмещение середины полей
допуска и поля рассеивания
вследствие особой формы кривой количество
брака будет незначительным, если
обеспечить совмещение середины полей
допуска и поля рассеивания
Окончательно решение о применении высокопроизводительных станков производится после сопоставления:
- экономического эффекта;
- от производственной обработки;
-потерь на невосполнимый брак и дополнительную обработку исправимого брака.

12.Понятие размерной цепи. Технологические размерные цепи. Задачи, решаемые при расчёте рц.
РЦ – наз. совокупность размеров расположенных по замкнутому контуру, определяющих взаимного расположения поверхностей или осей поверхностей одной детали или нескольких деталей сборочного соединения. В том случае, если размеры связывают поверхности и оси деталей изделия, то речь идет о конструкторской РЦ.
Технологическая РЦ в зависимости от решаемой задачи подразделяются на два вида:
РЦ технологической системы – определяющие взаимосвязь размеров и др. точностных параметров станка, приспособления, инструмента в процессе выполнения одной операции.

Данные РЦ позволяют выявить какой степени составлен. Технологической системы влияют на степень технологической обработки.
Операционные РЦ – служат для выявления взаимосвязей операционных размеров допусков и припусков на нескольких операциях ТП.
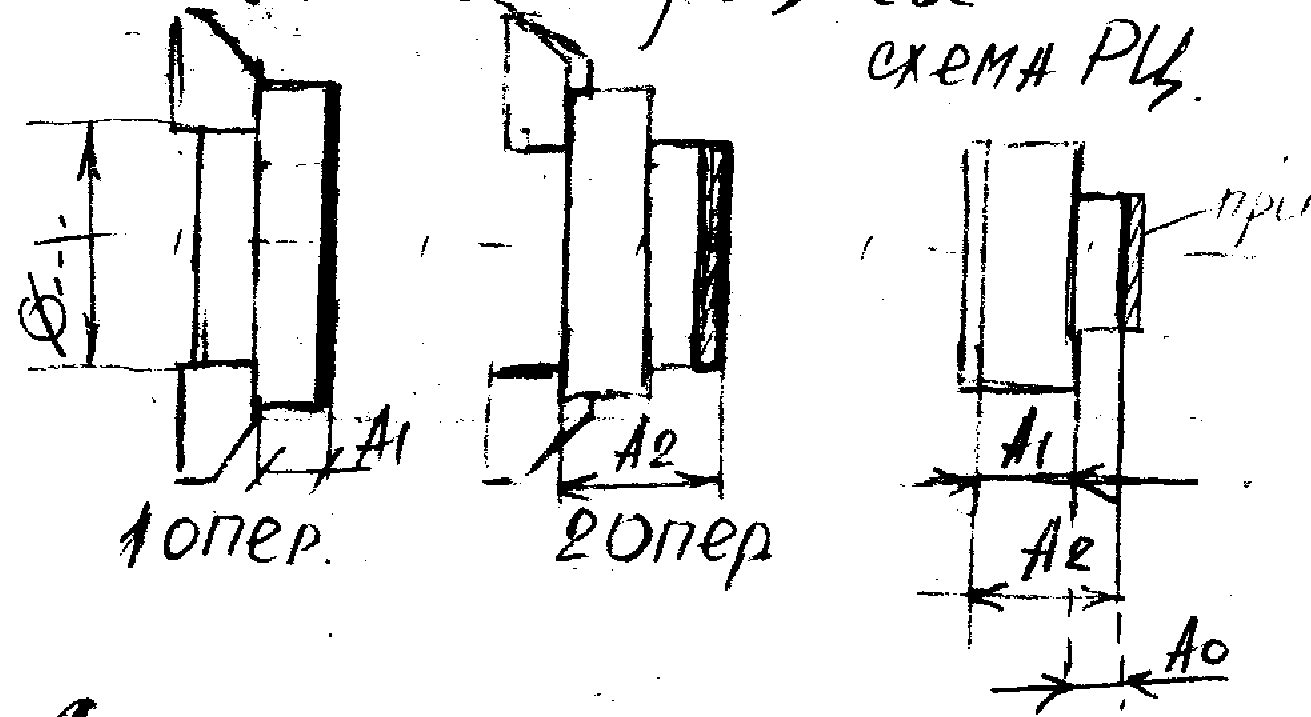
Размер Ао требуемый по чертежу непосредственно при обработке не выдерживается, а рассматривается как замыкающее звено технологической системы РЦ. Размеры входящие в РЦ наз ее звеньями. Звено является исходным при постановке задачи или получающиеся последней в процессе ее решения наз – исходным или замыкающим.
Остальные звенья являются составляющими. Они могут быть увеличивающими и уменьшающими. Составляющее звено при увеличении которого, замыкающее звено так же увеличивается – увеличивающим, при уменьшении – уменьшается – наз. Уменьшающим.

Чаще всего в машиностроении приходится иметь дело с линейными РЦ. К ним относят : плоские РЦ и пространственные РЦ
При расчете различных РЦ могут решаться две задачи:
прямая или проектная - по параметрам исходного звена определяются параметры составляющих звеньев (параметры: допускаемые max и min размеры, max размеры)
проверочная или обратная – по параметрам составляющих звеньев определяются параметры замыкающего звена.