

1. Производственный процесс. Техническая подготовка производства. Технологический процесс. Технологическая операция, ее структура.
Производственный процесс – совокупность всех действий людей и оборудования производства, необходимых на данном предприятии для ремонта выпускаемых изделий или их изготовления. Т. е. не только все стадии изготовления машины, но и : организация снабжения рабочего места заготовками, режущим инструментом; управление всеми звеньями производства; транспортировка и хранение деталей, узлов деталей; а также все работы по технологической подготовке производства.
Технологическая подготовка производства (рациональное построение технологического процесса не возможно без неё) включает в себя:
1.Конструкторская подготовка - разработка конструкции детали, машины; создание чертежей сборочной единицы и деталей;
2.Технологическая подготовка – комплекс мероприятий, обеспечивающих технологическую готовность предприятия к выпуску изделия (отработка конструкции изделия на технологичность, разработка технологического процесса, изготовление технологической оснастки, режущего инструмента, контрольного инструмента;
3.Календарное планирование производственного процесса – изготовление изделия в требуемые сроки.
Наиболее трудоёмкой частью технологической подготовки производства является технологическая подготовка. Её трудоёмкость составляет от 40% для единичного и мелкосерийного производства, до 80% для крупносерийного и массового производства, от общей трудоёмкости. Это объясняется тем, что в условиях массового производства экономически оправдана детальная проработка технологической подготовки, проектирование и изготовление специальных приспособлений и режущего инструмента.
Технологический процесс – часть производственного процесса, включающая в себя изменения размеров, формы и свойств материалов предметов производства, их контроль. Различают технологические процессы сборки, литья, механической обработки, термообработки.
Технологический процесс выполняется на рабочих местах.
Рабочее место – часть производственной площади, предназначенная для выполнения работы и оборудования в соответствие с выполняемой работой.
Технологическая операция – часть технологического процесса выполняемая непрерывно на одном рабочем месте.
Технологическая операция – основная единица производственного планирования и учёта.
На основе технологической операции определяют трудоёмкость изготовления изделия и нормы времени, что позволяет рассчитать:
1.Требуемое количество рабочих, оборудования, приспособлений и режущего инструмента;
2.Себестоимость обработки;
3.Произвести календарное планирование;
4.Производить контроль качества работ и сроков их изготовления.
Структура технологической операции:
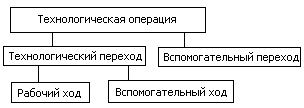
Технологический переход – законченная часть технологической операции, характеризуемая постоянством инструмента, обрабатываемой поверхности и режимов резания. Технологическим переходом будет считаться обработка инструментом элементарной поверхности, но и совместная работа нескольких закреплённых инструментов (набор фрез, несколько закреплённых в державке резцов), а также обработка ступенчатой или криволинейной поверхности по программе или копиру.
Вспомогательный переход – законченная часть технологической операции, состоит из действий человека и (или) оборудования не сопровождающаяся изменением размеров, формы и шероховатости предметов труда, но необходимая для выполнения технологического перехода (установка и закрепление заготовки в приспособлении, вкл./выкл. станка, замена инструмента, если это делается в рамках каждой операции).
Рабочий ход – законченная часть технологического перехода, состоящая из однократного перемещения инструмента относительно заготовки, сопровождается изменением размера, формы, шероховатости заготовки (снятие одного слоя металла).

Существуют технологические операции состоящие из одного технологического перехода и нескольких.
Вспомогательный ход – законченная часть технологического перехода, состоящая из однократного перемещения режущего инструмента относительно заготовки, не сопровождающиеся изменением формы, размеров и шероховатости (подвод и отвод инструмента к заготовке).
Установ – часть технологической операции выполняющаяся при неизменном закреплении заготовки. В зависимости от типа, характера производства технологические процессы изготавливаются с большей или меньшей степенью подробности.
Применяют следующие методы описания технологического процесса:
1.Маршрутное описание – сокращённое описание технологической операции в последовательности их выполнения, с указанием их оборудования, но без указания переходов и режимов обработки. Применяется в единичном и мелкосерийном производстве.
2.Операционное описание – полное описание технологических операций в последовательности их выполнения с указанием оборудования, приспособления, режущего и контролирующего инструмента, а также режимов обработки. Применяется в крупносерийном, массовом производстве, а для особо сложных деталей в условиях мелкосерийного и единичного производства.
3.Маршрутно-операционное описание, при котором часть операций даётся с маршрутным описанием, другая, наиболее сложная часть - с операционным. Применяется в среднесерийном и мелкосерийном производстве.
С целью перевода на бестекстовое оформление технологической документации, что создаёт возможность применения САПР ТП, используется классификатор технологических операций:
В ходе каждой операции имеются две ступени: