

Раздел 5 Технологическая последовательность изготовления изделия
Технологическая последовательность изготовления жакета женского приведена в таблице 5.1
Т
Номер и содержание операции |
Специальность |
Графическое изображение и ТУ выполнения операции |
Приемы выполнения |
Оборудование, приспособления, инструменты |
||||||
1 |
2 |
3 |
4 |
5 |
||||||
1. Подготовительный этап |
||||||||||
1.Получить детали кроя |
Р |
|
|
|
||||||
2.Поверить наличие деталей кроя |
Р |
|
Проверяют наличие деталей кроя по спецификации |
|
||||||
3.Уточнить детали кроя по лекалам |
Р |
|
Лекала укладывают на детали, учитывая направление нити основы, наносят контрольные надсечки. Неточности подрезают по внутренней стороне меловых линий |
Мел, лекала, ножницы |
||||||
4.Проверить симметричность парных деталей |
Р |
|
Детали укладывают лицевыми сторонами внутрь, уравнивая срезы и по контрольным надсечкам проверяют симметричность парных деталей |
Мел, лекала, ножницы |
||||||
2. Заготовительный этап |
||||||||||
Обработка подкладки |
||||||||||
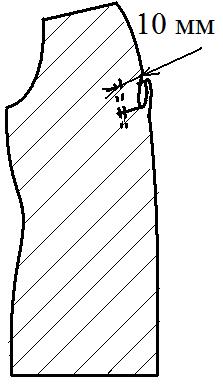
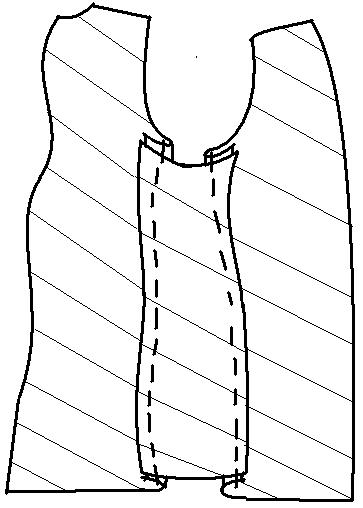
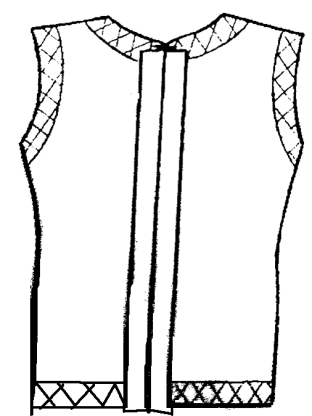
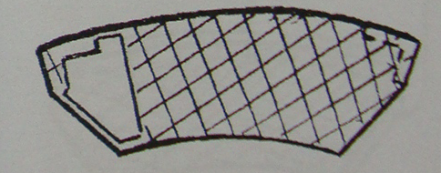
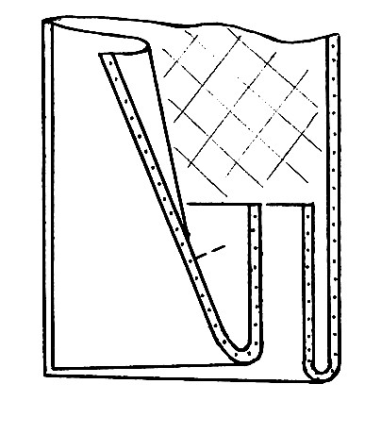
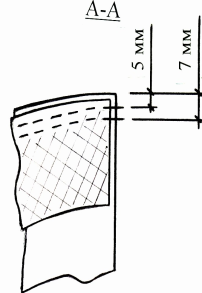
5.Застрачивание складки по горловине спинки |
М |
|
Детали спинки перегибают, совмещая надсечки, лицевой стороной внутрь и застрачивают шириной шва 5-7 мм. Выполняют закрепки длинной 7 мм. Частота строчки 3-4 ст. в 1см |
1022–М АО «Орша» (Беларусь) |
||||||
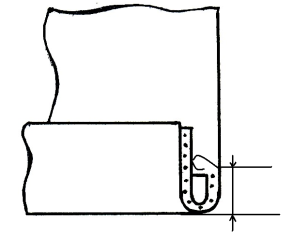
6.Застрачивание складки по внешнему срезу полочек |
М |
|
Детали полочек складывают лицевыми сторонами внутрь, совмещая надсечки. Застрачивают шириной шва 5-7 мм |
1022 – М АО «Орша» (Беларусь) |
|
|||||
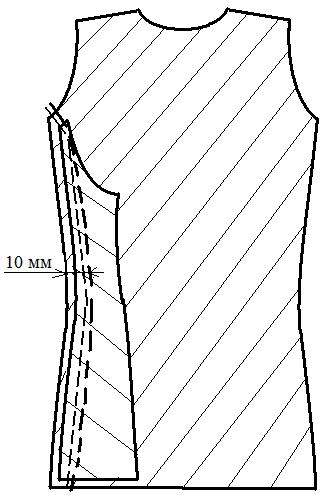
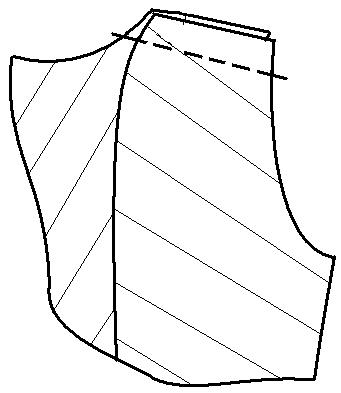
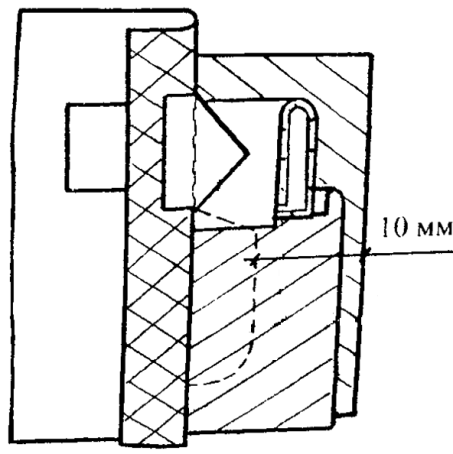
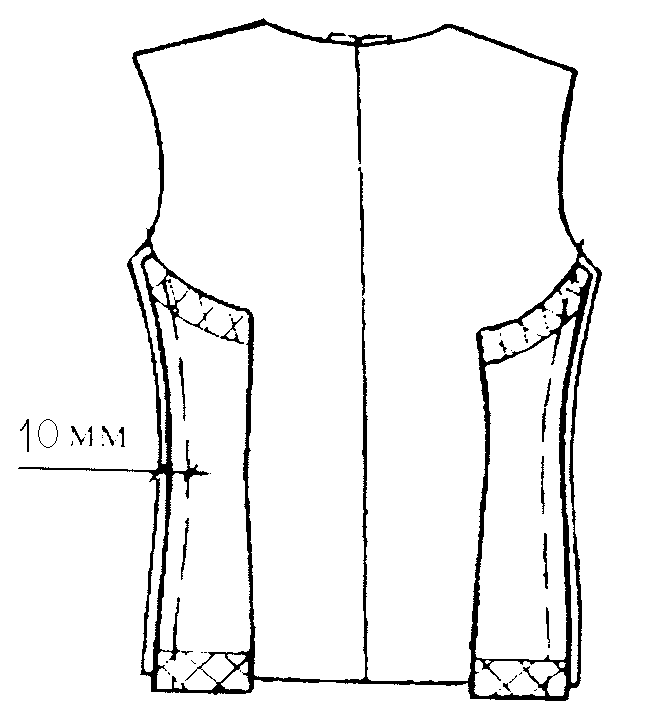
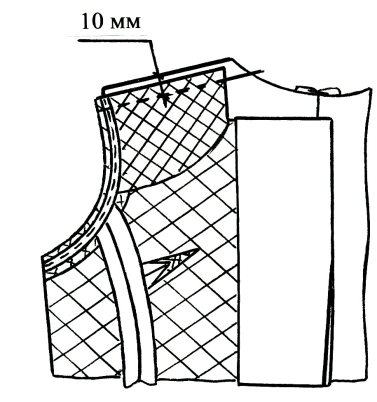
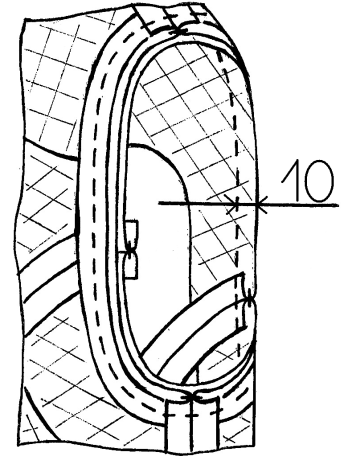
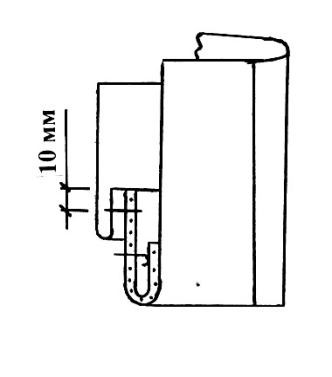
7.Притачивание бочка подкладки к спинке подкладки |
М |
|
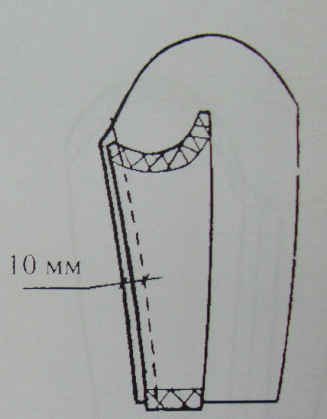
Детали спинки подкладки и бочка подкладки складывают лицевыми сторонами внутрь. Располагаем детали так, чтобы бочок подкладки был сверху и стачиваем на расстоянии 10 мм |
1022-М Кл. АО «Орша» (Беларусь) |
||||||
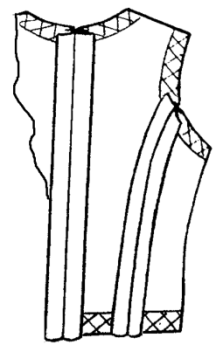
8.Заутюживание припусков на шов в сторону спинки подкладки |
З |
|
Припуск на шов заутюжить в сторону спинки подкладки |
SPR-MN 2002+ST/B 200 “Silter” (Турция) |
||||||
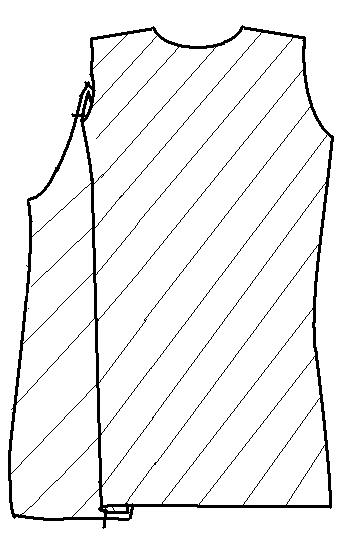
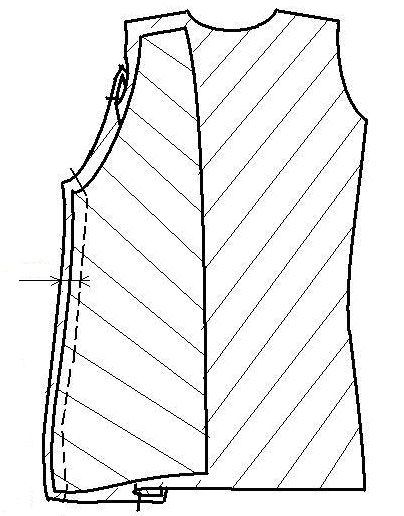
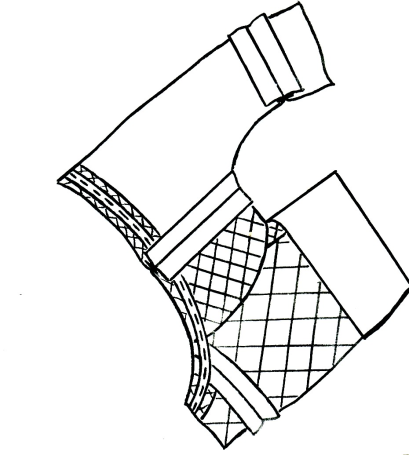
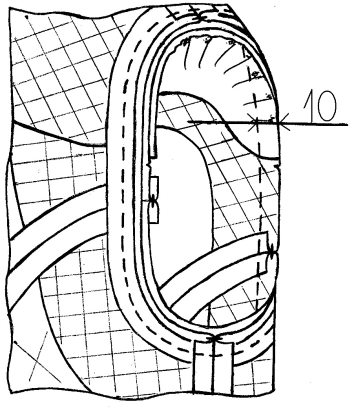
9.Притачивание полочки подкладки к бочку подкладки вдоль боковых срезов |
М |
|
Укладываем детали кроя срезами проймы к игловодителю и стачиваем на расстоянии 10 мм |
1022-М Кл. АО «Орша» (Беларусь) |
||||||
10.Заутюживание припусков на шов стачивания полочки и бочка подкладки в сторону полочки подкладки |
У |
|
Укладываем детали подкладки изнаночной стороной вверх, приутюживаем припуски на шов стачивания в сторону полочки подкладки |
SPR-MN 2002+ST/B 200 “Silter” (Турция) |
||||||
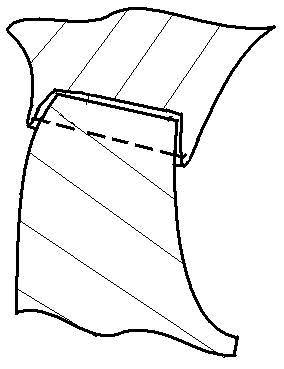
11.Стачивание плечевых срезов полочки и спинки подкладки |
М |
|
Укладываем детали подкладки срезами проймы к игловодителю и стачиваем на расстоянии 10 мм от срезов.
|
1022-М Кл. АО «Орша» (Беларусь) |
||||||
4
Продолжение
таблицы 2
1
2 3 |
5 |
|||||||||
12.Заутюживание припусков плечевых швов на спинку подкладки |
У |
|
Припуски на шов разутюживаем в сторону подкладки спинки |
Колодка, SPR-MN 2002+ST/B 200 “Silter” (Турция) |
||||||
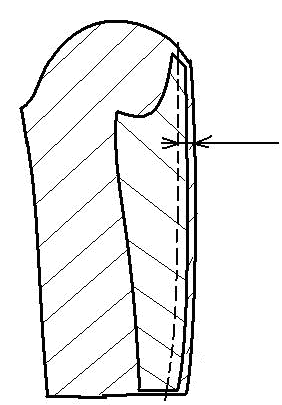
13.Стачивание верхней и нижней части подкладки рукава по локтевым срезам |
М |
|
Укладываем детали подкладки срезами оката к игловодитлю, располагая сверху нижнюю часть подкладки рукава |
1022-М Кл. АО «Орша» (Беларусь) |
||||||
14.Заутюживание припусков на шов в сторону верхней части рукава подкладки |
У |
|
Уложить детали изнаночной стороной вверх, заутюжить припуски на шов стачивания в сторону верхней части рукава подкладки |
SPR-MN 2002+ST/B 200 “Silter” (Турция) |
||||||
15.Стачивание передних срезов верхней и нижней частей рукава подкладки |
М |
|
Укладываем детали подкладки срезами оката к игдоводителю. При стачивании шва необходимо оставить отверстие в рукаве величиной 20 мм
|
1022-М Кл. АО «Орша» (Беларусь) |
||||||
4
Продолжение
таблицы 2
1
2 3 |
5 |
|||||||||
16.Заутюживание припуска на шов в сторону верхней части рукава подкладки |
У |
|
Рукав подкладки одеваем на спецподушку, припуски переднего шва заутюживаем в сторону верхней части рукава подкладки |
Спецподушка, SPR-MN 2002+ST/B 200 “Silter” (Турция) |
||||||
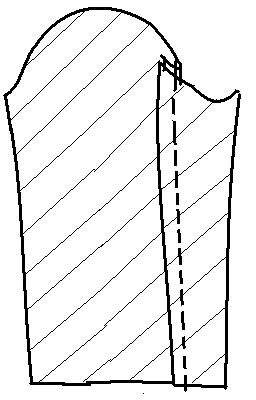
17.Пролаживание стягивающих строчек вдоль оката рукава |
М |
|
Прокладываем две стягивающие строчки параллельно окату рукава подкладки от надсечки локтевого переката рукава подкладки до надсечки переднего переката рукава подкладки |
1022-М Кл. АО «Орша» (Беларусь) |
||||||
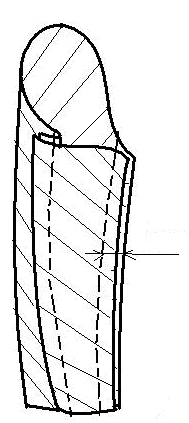
18.Стягивание строчек по окату рукава |
Р |
|
Придерживая верхнюю часть подкладки рукава за окат рукава стягиваем челночную нить, образуя равномерную сборку по окату рукава подкладки |
|
||||||
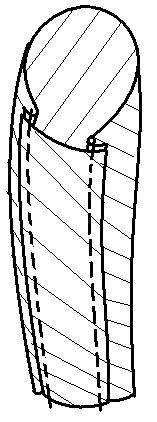
19.Втачивание рукава подкладки изделия в пройму подкладки изделия |
М |
|
Втачивание производиться со стороны рукава подкладки. Строчка непрерывна, концы строчек заходят один за другой на расстоянии 20-30 мм |
1022-М Кл. АО «Орша» (Беларусь) |
||||||
20.Приутюживание подкладки в готовом виде |
У |
|
Припуски рельефных швов спинки заутюживают к центру спинки. Припуски боковых швов на спинку. Припуски локтевого и переднего швов рукава в сторону верхней части рукава. Припуски плечевых швов на спинку
|
SPR – MN 2002 + ST/B 200 “Silter” (Турция) |
||||||
3
Продолжение
таблицы 2
1 2 |
4 |
5 |
||||||||
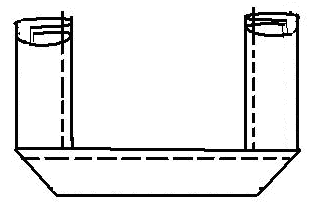
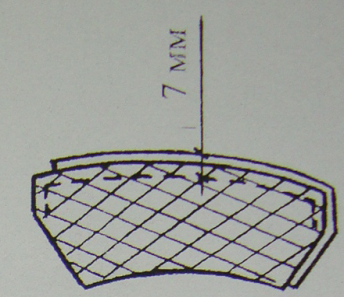
21. Заутюживание полоски для обработки вешалки |
У |
|
Полоску для обработки вешалки перегибают пополам и заутюживают |
SPR – MN 2002 + ST/B 200 “Silter” (Турция) |
||||||
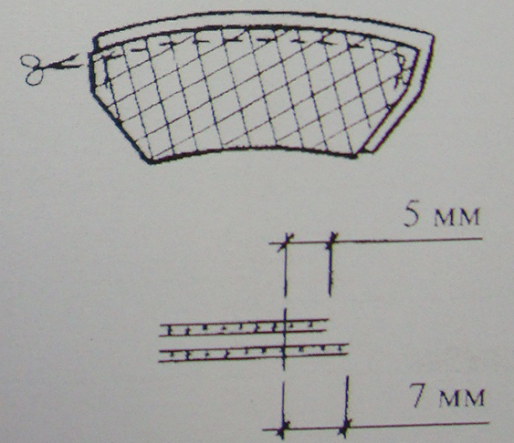
22. Застрачивание полоски для обработки вешалки |
М |
|
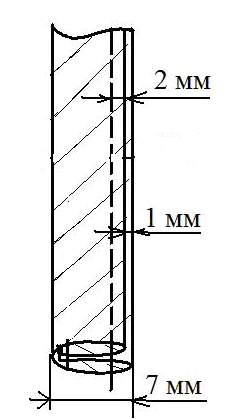
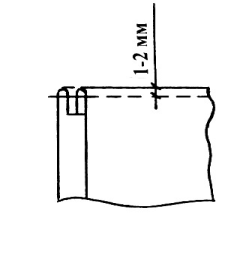
Полоску для обработки вешалки застрачивают на расстоянии 1-2 мм от подогнутых краев. При этом в готовом виде вешалка имеет ширину 7 мм. |
1022- М АО «Орша» (Беларусь) |
|
|||||
23.Приутюживание вешалки в готовом виде
|
М |
|
Вешалку формируют и приутюживают |
1022- М АО «Орша» (Беларусь) |
||||||
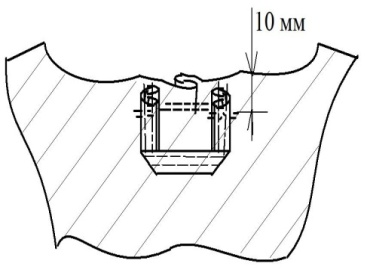
24. Настрачивание вешалки на горловину спинки |
М |
|
Вешалку настрачивают на горловину спинки двойной обратной закрепкой шириной шва 5 мм |
1022- М АО «Орша» (Беларусь) |
||||||
Обработка полочки |
|
|||||||||
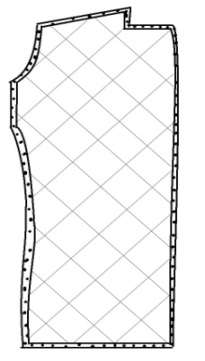
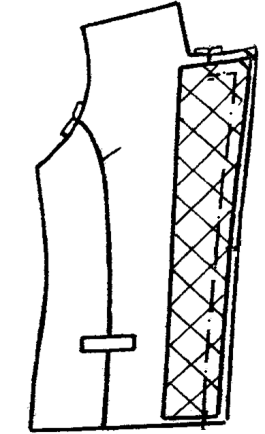
25.Дублирование полочки клеевой прокладкой |
У |
|
Клеевую прокладку полочки укладывают клеевым покрытием на изнаночную сторону полочки срезом к срезам детали. Клеевая прокладка полочки должна входить в шов на 3 мм |
SPR-MN 2002+ST/B 200 “Silter” (Турция) |
||||||
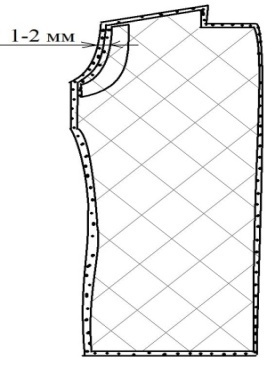
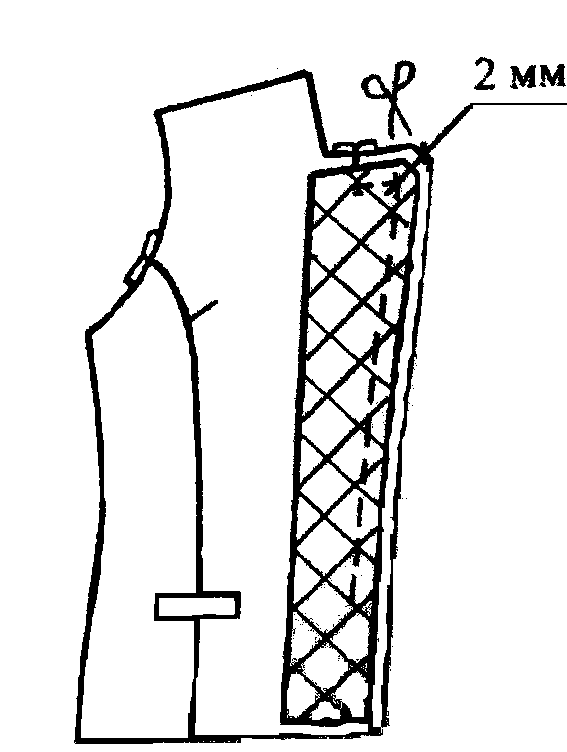
26.Приклеивание усилителя в пройму центральной части полочки |
У |
|
Проклеить усилитель в пройму центральной части полочки с изнаночной стороны не доходя до среза проймы основной детали 1-2 мм.
|
SPR-MN 2002+ST/B 200 “Silter” (Турция) |
|
|||||
1 |
2 |
3 |
4
Продолжение
таблицы 2 |
5 |
||||||
27.Приклеивание усилителя в лацкан центральной части полочки |
У |
|
Проклеить усилитель в лацкан центральной части полочки с изнаночной стороны не доходя до среза лацкана основной детали 1-2 мм. |
SPR-MN 2002+ST/B 200 “Silter” (Турция) |
||||||
28.Приклеивание усилителя в центральную часть полочки |
У |
|
Проложить усилитель центральную часть полочки с изнаночной стороны не доходя до плечевого среза основной детали 1-2 мм. |
SPR-MN 2002+ST/B 200 “Silter” (Турция) |
||||||
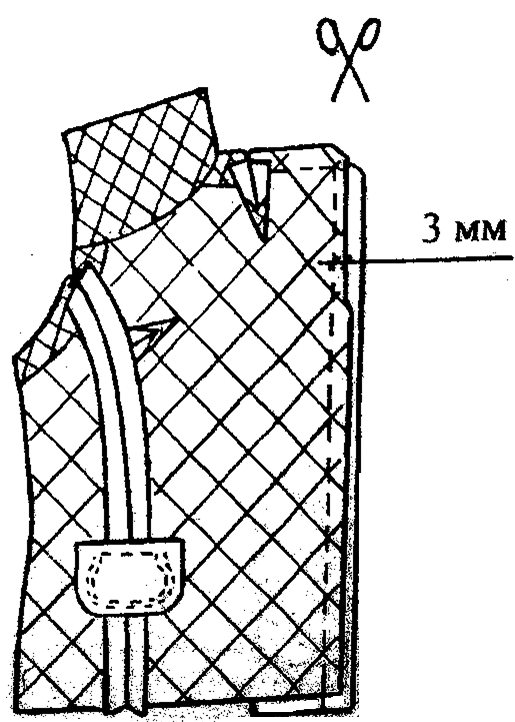
29.Дублирование боковой части полочки |
У |
|
Клеевую прокладку боковой части полочки укладывают клеевым покрытием на изнаночную сторону боковой части полочки срезом к срезам детали. Клеевая прокладка полочки должна входить в шов на 3 мм |
SPR-MN 2002+ST/B 200 “Silter” (Турция) |
||||||
30. Приклеивание усилителя в пройму боковой части полочки |
У |
|
Проклеить усилитель в пройму боковой части полочки с изнаночной стороны не доходя до среза проймы основной детали 1-2 мм. |
SPR-MN 2002+ST/B 200 “Silter” (Турция) |
||||||
31. Дублирование подборта |
У |
|
Клеевую прокладку подборта укладывают клеевым покрытием на изнаночную сторону подборта срезом к срезам детали. Клеевая прокладка полочки должна входить в шов на 3 мм
|
SPR-MN 2002+ST/B 200 “Silter” (Турция) |
||||||
4
Продолжение
таблицы 2
1
2 3 |
5 |
|||||||||
32.Нанесение на полочке места расположения верхней вытачки |
Р |
|
Наносят место расположения верхней вытачки на полочках при помощи вспомогательного лекала четырьмя меловыми линиями: линией разреза вытачки, линией ограничивающей длину разреза вытачки, линией стачивания вытачки, линией ограничивающей длину вытачки. Толщина меловых линий не более 1 мм |
Лекало, мел |
||||||
33.Нанесение на полочке места расположения нагрудной вытачки |
Р |
|
Наносят место расположения нагрудной вытачки на полочках при помощи вспомогательного лекала четырьмя меловыми линиями: линией разреза вытачки, линией ограничивающей длину разреза вытачки, линией стачивания вытачки, линией ограничивающей длину вытачки. Толщина меловых линий не более 1 мм |
Лекало, мел |
||||||
34.Нанесение на полочке линии обтачивания борта подбортом |
Р |
|
С изнаночной стороны полочки наносят линию обтачивания борта подбортом вдоль уступа и среза полочки. Толщина меловых линий не более 1 мм |
Лекало, мел |
||||||
35.Стачивание верхней вытачки на полочке |
М |
|
Стачивают талевые вытачки по намеченной линии, не заходя за поперечную намеченную линию. В концах строчки выполняются закрепки длиной 7-10 мм, частота стежков 4-5 в 1 см |
1022-М Кл. АО «Орша» (Беларусь) |
||||||
36.Разрезание припусков верхней вытачки полочки |
Р |
|
Разрезают припуск верхней вытачки с изнаночной стороны по намеченной линии, не дорезая до конца вытачки 7-10 мм
|
Ножницы |
||||||
1 |
2 |
3 |
4
Продолжение
таблицы 2 |
5 |
||||||
37.Разутюживание припусков на обработку вытачки, одновременно сутюживая слабину в конце вытачки |
У |
|
Разутюживают припуски на обработку верхней вытачки с изнаночной стороны полочки через увлажненный проутюжильник до полного прилегания припусков шва, одновременно круговыми движениями сутюживая слабину в конце вытачки |
SPR-MN 2002+ST/B 200 “Silter” (Турция) |
||||||
38.Отсекание припуска на обработку нагрудной вытачки |
Р |
|
Отсекают припуск на обработку нагрудной вытачки по намеченным линиям, оставляя припуск шва 7 мм |
Ножницы |
||||||
39.Стачивание нагрудной вытачки на полочке |
М |
|
Стачивают нагрудную вытачку по намеченной линии, не заходя за поперечную намеченную линию. В концах строчки выполняются закрепки длиной 7-10 мм, частота стежков 4-5 в 1 см |
1022-М Кл. АО «Орша» (Беларусь) |
||||||
40.Разутюживание припусков на обработку нагрудной вытачки, одновременно сутюживая слабину в конце вытачки |
У |
|
Разутюживают припуски на обработку нагрудной вытачки с изнаночной стороны полочки через увлажненный проутюжильник до полного прилегания припусков шва, одновременно круговыми движениями сутюживая слабину в конце вытачки |
SPR-MN 2002+ST/B 200 “Silter” (Турция) |
||||||
41.Стачивание рельефных срезов полочки и бочка полочки |
М |
|
Детали полочки и бочка полочки укладываются лицевыми сторонами друг к другу, уравнивая рельефные срезы. Стачивают рельефные срезы шириной шва 10 мм. В концах строчки выполняются закрепки длиной 7-10 мм, частота стежков 4-5 в 1 см
|
1022-М Кл. АО «Орша» (Беларусь) |
||||||
1 |
2 |
3 |
4
Продолжение
таблицы 2 |
5 |
||||||
42.Разутюживание припусков рельефного шва полочки и бочка полочки |
У |
|
Разутюживают припуски рельефного шва полочки и бочка полочки с изнаночной стороны спинки до полного прилегания припусков шва через увлажненный проутюжильник |
SPR-MN 2002+ST/B 200 “Silter” (Турция) |
||||||
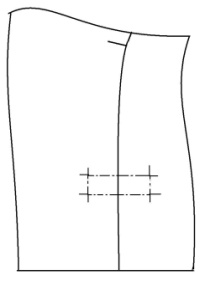
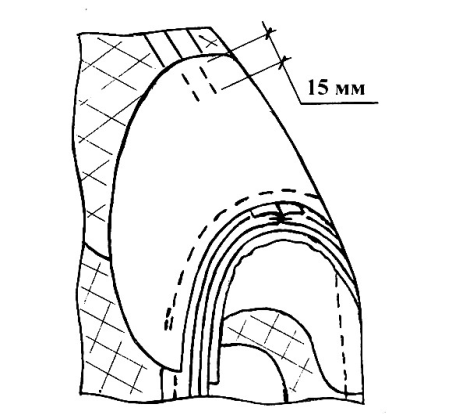
43.Нанесение места расположение карманов на полочках |
Р |
|
С лицевой стороны на полочке с помощью вспомогательного лекала намечают месторасположение кармана 4-я линиями: двумя продольными с расстоянием между ними, равным ширине листочки в готовом виде – 15 мм, и двумя поперечными, определяющими длину входа в карман – 120 мм |
Мел, лекало |
||||||
44.Дублирование линии входа в карман на полочке |
У |
|
Клеевую прокладку укладывают клеевым покрытием на изнаночную сторону полочки срезом соответственно к намеченным линиям входа в карман. Клеевая прокладка должна выходить за намеченные линии на 15 мм |
SPR-MN 2002+ST/B 200 “Silter” (Турция) |
||||||
Обработка кармана |
||||||||||
45.Дублирование листочки |
У |
|
Клеевую прокладку листочки укладывают клеевым покрытием на изнаночную сторону листочки срезов к намеченной линии середины. Клеевая прокладка листочки должна входить в шов на 3 мм |
SPR-MN 2002+ST/B 200 “Silter” (Турция) |
||||||
46.Нанесение линии перегиба листочки |
Р |
Линию перегиба листочки намечают с лицевой и изнаночной стороны. Толщина меловых линий не более 1 мм |
Мел, линейка |
|
||||||
47.Нанесения линии притачивания листочки к полочке |
Р |
|
На лицевой стороне листочки намечают линии притачивания листочки к полочке по вспомогательному лекалу. Толщина меловых линий не более 1 мм |
Мел, лекало |
||||||
4
Продолжение
таблицы 2
1
2 3 |
5 |
|||||||||
48.Притачивание листочки к верхней подкладке кармана |
М |
|
На лицевую сторону верхней подкладки кармана укладывают листочку, уравнивая верхние срезы листочки и подкладки. Притачивают по намеченной линии. В концах строчки выполняются закрепки, частота стежков 4-5 в 1 см |
1022-М Кл. АО «Орша» (Беларусь) |
||||||
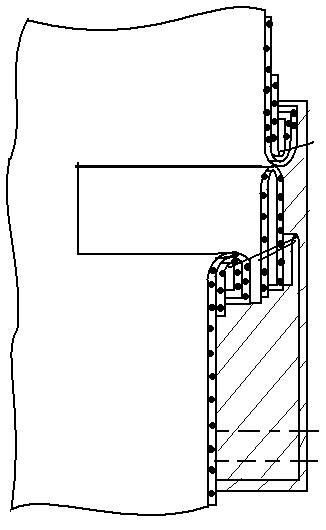
49.Притачивание листочки вместе с верхней подкладкой кармана к полочке |
М |
|
На лицевую сторону полочки к намеченной линии укладывают листочку и верхнюю подкладку кармана, совмещая, строчку притачивания на листочке с нижней линией разметки кармана и притачивают, делая закрепки в концах строчки длиной 7 мм. Концы строчек должны заканчиваться на уровне поперечных линий разметки кармана. Частота стежков 4-5 в 1 см |
1022-М Кл. АО «Орша» (Беларусь) |
||||||
50.Притачивание нижней подкладки кармана к полочке |
М |
|
Нижнюю часть подкладки кармана укладывают лицевой стороной на лицевую строну полочки, и притачивают по верхней продольной линии разметки кармана. В концах строчки выполняются закрепки длиной 7 мм, так же концы строчек должны заканчиваться на уровне поперечных линий разметки кармана. Частота стежков 4-5 в 1 см |
1022-М Кл. АО «Орша» (Беларусь) |
||||||
51.Разрезание полочки по линии входа в карман |
Р |
|
Разрезают вход в карман между строчками от середины к концам кармана, не доходя до концов строчек 15 мм далее полочку разрезают под углом к строчкам, не доходя до них 1 мм |
Ножницы |
||||||
52.Вывертывание подкладки кармана и концов листочки на изнаночную сторону |
Р |
|
Подкладку кармана и концы листочки вывертывают на изнаночную сторону, выправляют концы листочек
|
|
||||||
4
Продолжение
таблицы 2
1
2 3 |
5 |
|||||||||
53.Приутюжить карман |
У |
|
Карман приутюживают с лицевой и с изнаночной стороны через увлажненный проутюжильник до полного прилегания припусков шва |
SPR-MN 2002+ST/B 200 “Silter” (Турция) |
||||||
54.Закрепление концов кармана, одновременно стачивая подкладку кармана |
М |
|
Концы кармана закрепляют двойной обратной строчкой, подтягивая листочку и расправляя рассеченные уголки, одновременно стачивают подкладку кармана шириной шва 10 мм. Частота стежков 4-5 в 1 см |
1022-М Кл. АО «Орша» (Беларусь) |
|
|||||
55.Приутюживание карман в готовом виде |
У |
|
Карман приутюживают в готовом виде с лицевой и с изнаночной стороны через увлажненный проутюжильник до полного прилегания припусков шва |
SPR-MN 2002+ST/B 200 “Silter” (Турция) |
||||||
Начальная обработка рукава |
||||||||||
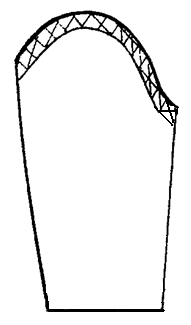
56.Проклеивание клеевой прокладкой верхнюю часть рукава по окату рукава |
У |
|
Клеевую прокладку укладывают клеевым покрытием на изнаночную сторону верхней части рукава к верхним срезам рукава. Клеевая прокладка листочки должна входить в шов на 3 мм |
SPR-MN 2002+ST/B 200 “Silter” (Турция) |
||||||
57.Проклеивание клеевой прокладкой нижнюю часть рукава по окату рукава |
У |
|
Клеевую прокладку укладывают клеевым покрытием на изнаночную сторону нижней части рукава к верхним срезам рукава. Клеевая прокладка листочки должна входить в шов на 3 мм
|
SPR-MN 2002+ST/B 200 “Silter” (Турция) |
|
|||||
1 |
2 |
3 |
4 |
5 |
||||||
58.Проклеивание клеевой прокладкой припуска верхней части рукава |
У |
Продолжение
таблицы 2
|
Клеевую прокладку укладывают клеевым покрытием на изнаночную сторону припусков верхней части рукава к нижнему срезу рукава. Клеевая прокладка листочки должна входить в шов на 3 мм |
SPR-MN 2002+ST/B 200 “Silter” (Турция) |
||||||
59.Проклеивание клеевой прокладкой припуска нижней части рукава |
У |
|
Клеевую прокладку укладывают клеевым покрытием на изнаночную сторону припусков нижней части рукава к нижнему срезу рукава. Клеевая прокладка листочки должна входить в шов на 3 мм |
SPR-MN 2002+ST/B 200 “Silter” (Турция) |
|
|||||
60.Стачивание передних срезов рукава |
М |
|
Детали верхней и нижней части рукава укладываются лицевыми сторонами друг к другу, уравнивая срезы. Стачивают шириной шва 10 мм. Строчку прокладывают по нижней части рукава. В концах строчки выполняются закрепки, частота стежков 4-5 в 1 см |
1022-М Кл. АО «Орша» (Беларусь) |
||||||
61.Разутюживание припусков стачивания передних срезов рукава |
У |
|
Разутюживают припуски стачивания верхней и нижней части рукава с изнаночной стороны рукава до полного прилегания припусков шва через увлажненный проутюжильник |
SPR-MN 2002+ST/B 200 “Silter” (Турция) |
|
|||||
62.Нанесения линии подгиба низа рукава |
Р |
|
Наносят место расположения линии подгиба низа рукава вдоль нижнего среза рукава. Толщина меловых линий не более 1 мм |
Лекало, мел |
||||||
1 |
2 |
3 |
4
Продолжение
таблицы 2 |
5 |
|
|||||
63.Заутюживание припуска на подгиб низа рукава |
У |
|
Заутюживают припуск на подгиб низа рукава на изнаночную сторону через увлажненный проутюжильник до полного прилегания припуска на подгиб низа рукава |
SPR-MN 2002+ST/B 200 “Silter” (Турция) |
||||||
64.Стачивание локтевых срезов верхней и нижней части рукава |
М |
|
Детали верхней и нижней части рукава укладываются лицевыми сторонами друг к другу, уравнивая локтевые срезы. Стачивают шириной шва 10 мм. Строчку прокладывают по нижней части рукава. В концах строчки выполняются закрепки, частота стежков 4-5 в 1 см |
1022-М Кл. АО «Орша» (Беларусь) |
||||||
65.Разутюживание припусков локтевого шва |
У |
|
Разутюживают припуски стачивания локтевых срезов верхней и нижней части рукава с изнаночной стороны рукава до полного прилегания припусков шва через увлажненный проутюжильник |
SPR-MN 2002+ST/B 200 “Silter” (Турция) |
||||||
66.Заутюживание припуска на подгиб низа рукава |
У |
|
Заутюживают припуск на подгиб низа рукава на изнаночную сторону через увлажненный проутюжильник до полного прилегания припуска на подгиб низа рукава |
SPR-MN 2002+ST/B 200 “Silter” (Турция) |
||||||
Начальная обработка спинки |
||||||||||
67.Проклеивание спинки в области горловины, проймы и низа спинки |
У |
|
Клеевую прокладку горловины, проймы и низа спинки укладывают клеевым покрытием на изнаночную сторону спинки срезом к срезам детали и приутюживают через увлачненый проутюжильник. Клеевая прокладка полочки должна входить в шов на 3 мм
|
SPR-MN 2002+ST/B 200 “Silter” (Турция) |
||||||
4
Продолжение
таблицы 2
1
2 3 |
5 |
|||||||||
68.Стачивание средних врезов спинки |
М |
|
Детали спинки укладываются лицевыми сторонами друг к другу, уравнивая средние срезы. Стачивают средние срезы шириной шва 10 мм. В концах строчки выполняются закрепки длиной 7-10 мм, частота стежков 4-5 в 1 см |
1022-М Кл. АО «Орша» (Беларусь) |
||||||
69.Разутюживание припусков среднего шва спинки |
У |
|
Разутюживают припуски среднего шва спинки с изнаночной стороны спинки до полного прилегания припусков шва через увлажненный проутюжильник |
SPR-MN 2002+ST/B 200 “Silter” (Турция) |
|
|||||
70.Стачивание рельефных срезов спинки и бочка спинки |
М |
|
Детали спинки и бочка спинки укладываются лицевыми сторонами друг к другу, уравнивая рельефные срезы. Стачивают рельефные срезы по бочку спинки, шириной шва 10 мм. В концах строчки выполняются закрепки длиной 7-10 мм, частота стежков 4-5 в 1 см |
1022-М Кл. АО «Орша» (Беларусь) |
||||||
71.Разутюживание припусков рельефных швов спинки |
У |
|
Разутюживают припуски рельефных срезов спинки и бочка спинки с изнаночной стороны спинки до полного прилегания припусков шва через увлажненный проутюжильник |
SPR-MN 2002+ST/B 200 “Silter” (Турция) |
|
|||||
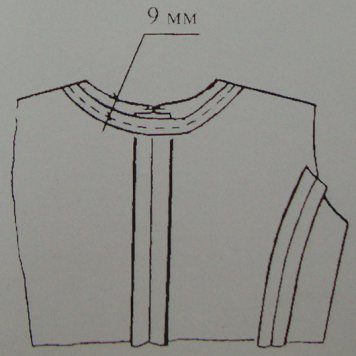
72.Настрачивание не клеевой кромки на спинку вдоль среза горловины |
М |
|
С изнаночной стороны спинки вдоль среза горловины укладывают не клеевую кромку, уравнивая срезы. Настрочить кромку на спинку вдоль среза горловины на расстоянии 9 мм от среза горловины. В концах строчки выполняются закрепки длиной 7-10 мм, частота стежков 4-5 в 1 см |
1022-М Кл. АО «Орша» (Беларусь) |
||||||
4
Продолжение
таблицы 2
1
2 3 |
5 |
|||||||||
73.Настрачивание не клеевой кромки на спинку вдоль плечевых срезов |
М |
|
С изнаночной стороны спинки вдоль плечевых срезов укладывают не клеевую кромку, уравнивая срезы. Настрочить кромку на спинку вдоль плечевых срезов на расстоянии 9 мм от среза горловины. В концах строчки выполняются закрепки длиной 7-10 мм, частота стежков 4-5 в 1 см |
1022-М Кл. АО «Орша» (Беларусь) |
||||||
Обработка воротника |
||||||||||
74.Дублирование верхнего воротника |
У |
|
Клеевую прокладку верхнего воротника укладывают клеевым покрытием на изнаночную сторону верхнего воротника к срезам воротника. Клеевая прокладка листочки должна входить в шов на 3 мм |
SPR-MN 2002+ST/B 200 “Silter” (Турция) |
||||||
75.Дублирование нижнего воротника |
У |
|
Клеевую прокладку нижнего воротника укладывают клеевым покрытием на изнаночную сторону нижнего воротника к срезам воротника. Клеевая прокладка листочки должна входить в шов на 3 мм |
SPR-MN 2002+ST/B 200 “Silter” (Турция) |
||||||
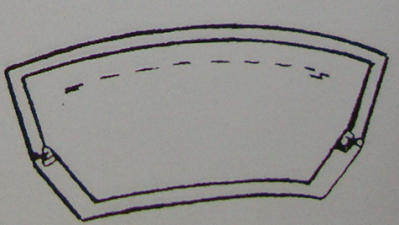
76.Нанесение на нижнем воротнике линии обтачивания воротника |
Р |
|
Наносят на нижнем воротнике с изнаночной стороны линии обтачивания воротника, совмещая срез отлета и конец воротника с соответствующими краями лекала. Толщина меловых линий не более 1 мм |
Лекало, мел |
||||||
77.Обтачивание нижнего воротника верхним |
М |
|
Детали нижнего и верхнего воротника укладываются лицевыми сторонами друг к другу, уравнивая срезы. Обтачивают по нижнему воротнику, шириной шва 10 мм, до намеченной линии. В концах строчки выполняются закрепки длиной 7-10 мм, частота стежков 4-5 в 1 см |
1022-М Кл. АО «Орша» (Беларусь) |
|
|||||
78.Высекание припусков обтачивания нижнего воротника верхним |
Р |
|
Припуск шва обтачивания нижнего воротника верхним надсекают в углах, не доходя до строчки 1-2 мм
|
Ножницы |
||||||
1 |
2 |
3 |
4
Продолжение
таблицы 2 |
5 |
||||||
79.Подрезание припуска шва обтачивания нижнего воротника верхним |
Р |
|
Подрезают припуски шва обтачивания нижнего воротника верхним по отлету со стороны нижнего воротника, не доходя до строчки 5 мм |
Ножницы |
||||||
80.Вывертывание воротника на лицевую сторону |
Р |
|
Вывертывают воротник на лицевую сторону, выправляя концы воротника |
Колышек |
|
|||||
81.Настрачивание нижнего воротника на шов обтачивания воротника |
М |
|
Настрачивают нижний воротник на шов обтачивания воротника не доходя доконцов воротника на 20 мм. В концах строчки выполняются закрепки длиной 7-10 мм, частота стежков 3-4 в 1 см |
1022-М Кл. АО «Орша» (Беларусь) |
||||||
82.Приутюживание воротника |
У |
|
Воротник приутюживают с обеих сторон через увлажненный проутюжильник до полного прилегания припусков шва |
SPR-MN 2002+ST/B 200 “Silter” (Турция) |
|
|||||
3.Монтаж изделия |
||||||||||
Обработка бортов и низа изделия |
||||||||||
83. Нанесение на полочках линии обтачивания угла лацкана |
Р |
|
На изнаночной стороне полочки по вспомогательному лекалу наносят линию обтачивания лацкана
|
Лекало, мел |
||||||
1 |
2 |
3 |
4
Продолжение
таблицы 2 |
5 |
||||||
84. Обтачивание борта полочки подбортом |
М |
|
Подборт укладывают лицевой стороной на лицевую сторону полочки, уравнивают бортовые срезы, совмещая надсечки и обтачивают шириной шва 5 мм по полочке. При этом на участке лацкана посаживают деталь подборта. Уступ лацкана обтачивают шириной шва 10 мм. Левый борт обтачивают сверху вниз, а правый - снизу вверх |
1022 – М АО «Орша» (Беларусь) |
||||||
85.Высекание припусков шва обтачивания в углах лацкана |
Р |
|
Припуски шва обтачивания в углах лацкана высекают не доходя до строчки 2-3мм |
Ножницы |
|
|||||
86.Надсекание припусков шва обтачивания в точке уступа и в точке перегиба лацкана |
Р |
В точке перегиба лацкана и в точке уступа надсекают припуски шва обтачивания не доходя до строчки 1-2мм |
Ножницы |
|||||||
87.Подрезание припусков шва обтачивания по уступу лацкана |
Р |
|
Припуски шва обтачивания по уступу лацкана подрезают, оставляя 5 мм
|
Ножницы |
||||||
1 |
2 |
3 |
4
Продолжение
таблицы 2 |
5 |
||||||
88.Вывертывание борта на лицевую сторону, выправляя углы лацкана |
Р |
|
Борта вывертывают на лицевую сторону, выправляя углы лацкана |
Спецколы-шек |
||||||
89.Наметка места расположения концов строчек настрачивания припусков швов обтачивания бортов |
Р |
|
1-я контрольная точка, ограничивающая строчку настрачивания припусков шва обтачивания бортового края полочки, наносится на расстоянии 35 мм от угла лацкана, 2-я и 3-я – по вспомогательному лекалу, ориентируясь на точку перегиба лацкана |
Лекало, мел |
||||||
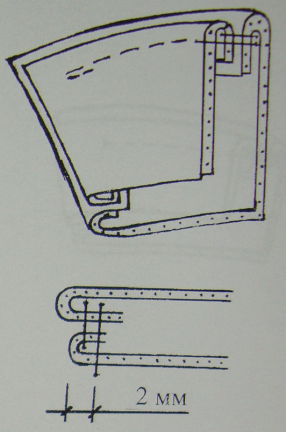
90.Настрачивание полочки на припуски шва обтачивания бортов |
М |
|
Полочку настрачивают на припуски шва обтачивания бортов шириной шва 1-2 мм от контрольной точки 1 до контрольной точки 2 со стороны полочки. Строчку выполняют по лицевой стороне полочки |
1022 – М АО «Орша» (Беларусь) |
||||||
91.Настрачивание подборта на припуски шва обтачивания бортов |
|
|
Подборт настрачивают на припуски шва обтачивания бортов ниже точки перегиба лацкана шириной шва 1-2 мм от контрольной точки 3 до среза низа. Строчку выполняют по лицевой стороне подборта |
1022 – М АО «Орша» (Беларусь) |
|
|||||
92.Приутюживание края борта полочки и лацкана с образованием канта |
У |
|
Бортовой край полочки и лацкана приутюживают через увлажненный проутюжильника, образовывая кант величиной 1-2 мм выше точки перегиба лацкана из детали подборта, ниже точки перегиба лацкана -из детали полочки
|
SPR – MN 2002 + ST/B 200 “Sllter” (Турция) |
||||||
1 |
2 |
3 |
4
Продолжение
таблицы 2 |
5 |
||||||
93.Стачивание боковых срезов полочки и спинки |
М |
|
Стачивают боковые срезы полочки и спинки, начиная от проймы до низа изделия шириной шва 10 мм. |
1022 – М АО «Орша» (Беларусь) |
||||||
94.Разутюживание припусков боковых швов изделия |
У |
|
Припуски боковых швов изделия разутюживают с помощью увлажненного проутюжильника |
SPR – MN 2002 + ST/B 200 “Silter” (Турция) |
||||||
95.Уточнение среза низа. Нанесение линии подгиба низа изделия |
Р |
|
Вспомогательное лекало укладывают на изделие по низу, подрезают неточности по срезу низа. Линию подгиба низа намечают по верхнему краю лекала на лицевой стороне изделия |
Лекало, мел |
||||||
96.Заутюживание припуска на подгиб низа изделия |
У |
|
Припуск на подгиб низа изделия заутюживают по намеченной линии на изнаночную сторону изделия
|
SPR – MN 2002 + ST/B 200 “Silter” (Турция) |
||||||
1 |
2 |
3 |
4
Продолжение
таблицы 2 |
5 |
||||||
97.Приклеивание кромки к пройме изделия |
У |
|
Кромку укладывают на расстоянии 3-5 мм от среза проймы и приклеивают с небольшим натяжением |
SPR – MN 2002 + ST/B 200 “Silter” (Турция) |
||||||
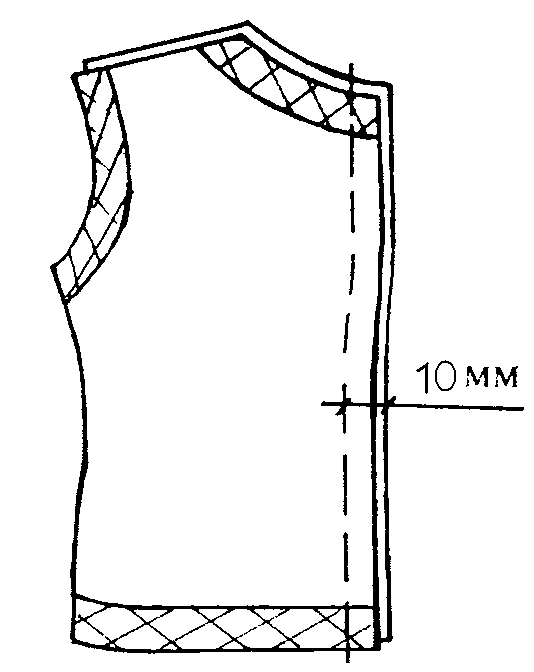
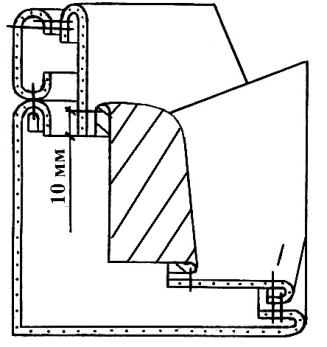
98.Наметка линии стачивания нижних углов бортов |
Р |
|
Линию стачивания нижних углов бортов получают, соединив точку, которая находится ниже линии подгиба низа на 10 мм, и точку, которая находится выше среза низа на 10 мм |
Мел, линейка |
||||||
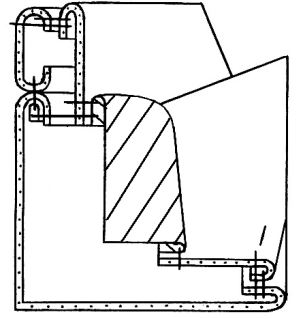
99.Обтачивание нижних углов бортов |
М |
|
Нижние срезы бортов обтачивают по намеченной линии, не доходя до внутреннего среза подборта на 20 мм |
1022 – М АО «Орша» (Беларусь) |
||||||
100.Вывертывание нижних углов бортов на лицевую сторону, выправление углов |
Р |
|
Нижний угол бортового края полочки вывертывают на лицевую сторону. Выправляют угол бортового края с помощью спецколышка |
Спецколы-шек |
||||||
101.Приутюживание нижних углов бортов |
У |
Нижние углы бортов приутюживают со стороны подбортов через увлажненный проутюжельник
|
SPR – MN 2002 + ST/B 200 “Silter” (Турция) |
|||||||
1 |
2 |
3 |
4
Продолжение
таблицы 2 |
5 |
||||||
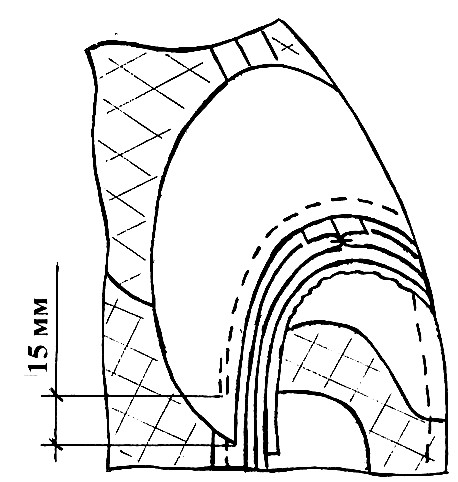
102.Подшивание припуска на подгиб низа изделия |
Р |
|
Припуск на подгиб низа изделия подшивают ручными потайными стежками на расстоянии 15 мм от заутюженного сгиба. Частота строчки 2-3 ст. в 1 см |
Игла |
||||||
Соединение воротника с горловиной изделия |
||||||||||
103.Стачивание плечевых срезов полочки и спинки |
М |
|
Детали полочки и спинки складывают лицевыми сторонами внутрь, уравнивают срезы и стачивают шириной шва 10 мм со стороны полочки, посаживая деталь спинки |
1022 – М АО «Орша» (Беларусь) |
||||||
104.Разутюживание припусков плечевых швов изделия |
У |
|
Припуски плечевых швов разутюживают на спецколодке с помощью утюга и проутюжельника |
SPR – MN 2002 + ST/B 200 “Silter” (Турция)
|
||||||
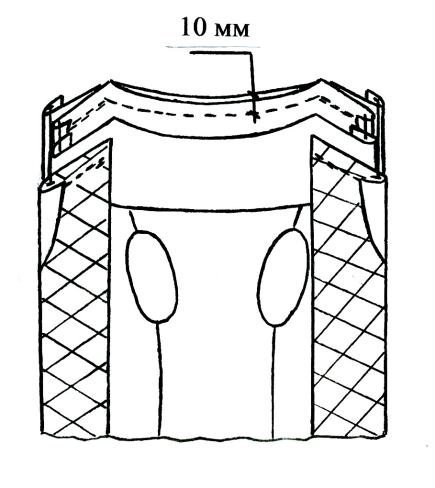
105.Втачивание воротника в горловину изделия |
М |
|
Операцию втачивания воротника выполняют в 2 этапа: 1) верхний воротник притачивают к подбортам на участке раскепов шириной шва 10 мм; 2) нижний воротник втачивают в горловину, ширина шва 10 мм. Втачивание выполняют по воротнику |
1022 – М АО «Орша» (Беларусь) |
||||||
106.Высекание припуска шва втачивания нижнего воротника в углу горловины |
Р |
|
Припуски шва втачивания нижнего воротника высекают, не доходя до строчки на 2 мм
|
Ножницы |
||||||
3
Продолжение
таблицы 2
1 2 |
4 |
5 |
||||||||
107.Разутюживание припусков шва втачивания воротника в горловину |
У |
|
Разутюживают припуски шва втачивания воротника на спецколодке с помощью утюга и увлажненного проутюжельника |
SPR – MN 2002 + ST/B 200 “Silter” (Турция)
|
||||||
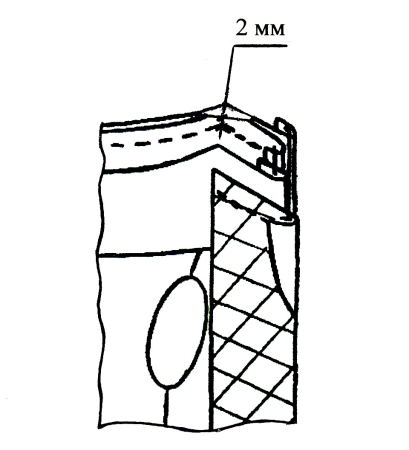
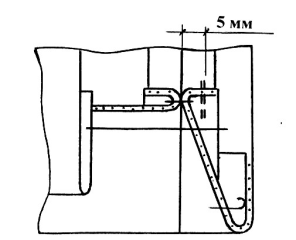
108.Скрепление раскепов |
М |
|
Скрепляющую строчку прокладывают на расстоянии 5-7 мм от срезов припусков шва втачивания нижнего и верхнего воротников на участках раскепов от точки уступа длиной 20-25 мм, захватывая оба припуска. Настрачивают на расстоянии 5-7 мм от срезов |
1022 – М АО «Орша» (Беларусь) |
||||||
Соединение рукавов с проймой изделия |
||||||||||
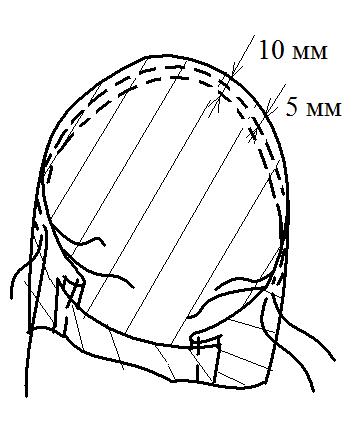
109.Пролаживание стягивающих строчек вдоль оката рукава |
М |
|
Прокладываем две стягивающие строчки параллельно окату рукава подкладки от надсечки локтевого переката рукава подкладки до надсечки переднего переката рукава подкладки. Первая строчка на расстоянии 5 мм от среза рукава, а вторая 7мм |
1022-М Кл. АО «Орша» (Беларусь) |
||||||
110.Стягивание строчек по окату рукава |
Р |
Придерживая верхнюю часть подкладки рукава за окат рукава стягиваем челночную нить, образуя равномерную сборку по окату рукава подкладки |
|
|||||||
111.Втачивание рукава в проймы изделия |
М |
|
Рукав втачивают в пройм изделия, совмещая надсечки по пройме и окату рукава, шириной шва 10 мм.
|
1022 – М АО «Орша» (Беларусь) |
||||||
112.Притачивание подокатников к припускам шва втачивания рукавов в пройму |
М |
|
Притачивание подокатников осуществляют со стороны детали рукава, шириной шва 8-9 мм, при этом совмещают срез подокатника с припусками шва втачивания рукава в пройму. Подокатники слегка припосаживают для создания формы оката рукава
|
1022 – М АО «Орша» (Беларусь) |
||||||
3
Продолжение
таблицы 2
1 2 |
4 |
5 |
||||||||
113.Притачивание плечевых накладок к припускам шва втачивания рукавов в проймы |
М |
|
Верхние плечевые накладки притачивают к припускам шва втачивания рукавов в пройму шириной шва 9 мм, не доходя до краев плечевых накладок 15 мм, при этом плечевые накладки укладывают симметрично относительно плечевого шва |
1022 – М АО «Орша» (Беларусь) |
||||||
114.Пришивание плечевых накладок к припускам плечевых швов |
М |
|
Верхние плечевые накладки пришивают к припускам плечевых швов двойной обратной строчкой длиной 15 мм на расстоянии 5 мм от среза
|
1022 – М АО «Орша» (Беларусь) |
||||||
Соединение подкладки с изделием |
||||||||||
115.Уточнение подкладки по верху изделия |
Р |
|
Изделие укладывают на поверхность стола изнаночной стороной вверх, подкладку изнаночной стороной к изнаночной стороне изделия, при этом проверяют совпадение надсечек, соответствующих плечеым швам, дополнительных надсечек, расположенных по внутреннему срезу подборта и внешнему срезу полочек подкладки. Одновременно уточняют посадку подкладки по внутреннему срезу подборта |
Ножницы |
||||||
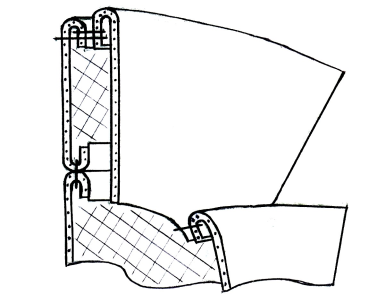
116.Притачивание подкладки к внутренним срезам подбортов и срезу стойки верхнего воротника |
М |
|
Подкладку и изделие складывают лицевыми сторонами внутрь, совмещают надсечки и притачивают швом шириной 10 мм. Частота строчки 4-5 ст. в 1 см. притачивание выполняют со стороны подкладки |
1022 – М АО «Орша» (Беларусь) |
||||||
117.Скрепление припусков швов втачивания нижнего воротника и притачивания подкладки к верхнему воротнику |
М |
|
Скрепляющую строчку при пусков шва притачивания подкладки к верхнему воротнику с припусками шва втачивания нижнего воротника в горловину изделия прокладывают между плечевыми швами с заходом на 10 мм в сторону полочки на расстоянии 5-7 мм от срезов |
1022 – М АО «Орша» (Беларусь) |
||||||
1 |
2 |
3 |
4
Продолжение
таблицы 2 |
5 |
||||||
118.Вывертывание рукава подкладки и изделия на изнаночную сторону |
Р |
|
Вывертывают рукава подкладки и изделия на изнаночную сторону, уравнивая передние и локтевые швы рукава с подкладкой рукава |
|
||||||
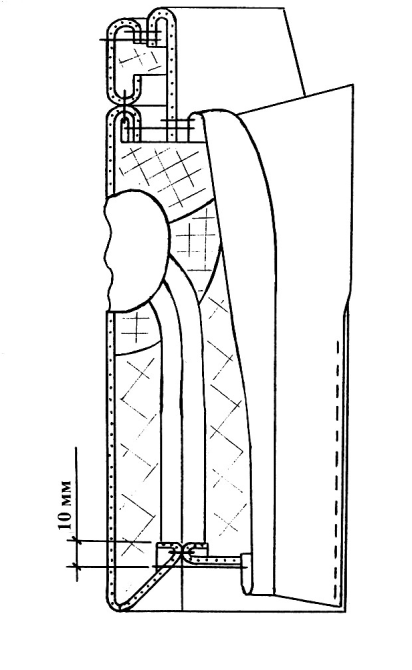
119.Притачивание подкладки к припуску на подгиб низа |
М |
Подкладку притачивают на подгиб низа рукава шириной шва 10 мм, совмещая передние и локтевые швы подкладки рукавов с заведением концов строчек на 15-20 мм |
1022 – М АО «Орша» (Беларусь) |
|||||||
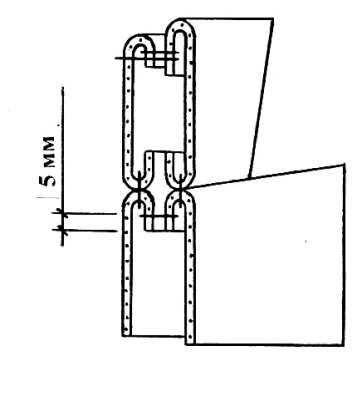
120.Закрепление припуска на подгиб низа рукавова к припускам передних и локтевых швов |
М |
|
Закрепки выполняют вертикально на расстоянии 5 мм от шва, захватывая припуск на подгиб низа рукава и один из припусков переднего или локтевого шва. Закрепку выполняют двойной обратной строчкой |
1022 – М АО «Орша» (Беларусь) |
||||||
121.Прикрепление проймы подкладки к проймам верха в области плечевых и боковых швов |
М |
|
Срез полоски для крепления пройм прикрепляют к припускам шва втачивания рукава на уровне бокового и плечевого швов |
1022 – М АО «Орша» (Беларусь) |
||||||
122.Вывертывание изделия на лицевую сторону |
Р |
|
Изделие вывертывают на лицевую сторону |
|
||||||
123.Уточнение подкладки по низу изделия |
Р |
|
Подкладку уточняют по низу изделия, при этом проверяют совпадение продольных швов и надсечки подкладки и верха изделия и достаточность напуска по низу подкладки |
Ножницы |
||||||
124.Вывертывание изделия на изнаночную сторону |
Р |
Изделие вывертывают на изнаночную сторону |
|
|||||||
125.Притачивание подкладки к припуску на подгиб низа изделия |
М |
Подкладку притачивают к припуску на подгиб низа изделия шириной шва 10 мм, совмещая продольные швы и надсечку на подкладке с продольными швами верха |
1022 – М АО «Орша» (Беларусь) |
|||||||
1 |
2 |
3 |
4
Продолжение
таблицы 2 |
5 |
||||||
126.Прикрепление припуска на подгиб низа изделия к припускам среднего шва спинки, рельефных и боковых швов |
М |
|
Закрепки выполняют вертикально на расстоянии 5 мм от шва, захватывая припуск на подгиб низа изделия и один из припусков швов спинки. Закрепку выполняют двойной обратной строчкой |
1022 – М АО «Орша» (Беларусь) |
||||||
127.Вывертывание изделия на лицевую сторону через отверстие в переднем шве левого рукава подкладки |
Р |
|
Вывертывают изделия на лицевую сторону через отверстие в переднем шве левого рукава подкладки, расправляя изделия |
|
||||||
128.Вывертывание левого рукава на изнаночную сторону |
Р |
|
Вывертывают левый рукав на изнаночную сторону |
|
||||||
129.Застрачивание отверстия в переднем шве левого рукава подкладки |
М |
|
Отверстие в переднем шве левого рукава застрачивают на расстоянии 1-2 мм от подогнутых срезов. Частота строчки 3-4 стежка в 1 см. в начале и в конце строчки выполняют закрепки длиной 7-10 мм |
1022 – М АО «Орша» (Беларусь) |
||||||
130.Вывертывание левого рукава на лицевую сторону |
Р |
|
Левый рукав вывертывают на лицевую сторону, расправляя рукав |
|
||||||
131.Наметка места расположения трех петель на правой полочке |
Р |
|
Место расположения петель намечают с помощью вспомогательного лекала на правой полочке
|
Лекало, мел |
||||||
132.Обметывание петль на правой полочке |
П/А |
|
25-1 ПО «Промшвеймаш» (Беларусь) |
|||||||
133.Очистка изделия от производственного мусора |
Р |
|
Очищают изделие от производственного мусора, обрезают нитки концов машинных строчек и удаляют сметочные нитки |
Ножницы, щетка |
||||||
134.Окончательная ВТО изделия |
У |
|
Выполняют окончательную ВТО изделия по лицевой и изнаночной стороне |
SPR – MN 2002 + ST/B 200 “Silter” (Турция) |
||||||
135.Наметка места расположения трех пуговиц на левой полочке |
Р |
|
Место расположения четырех пуговиц намечают с помощью вспомогательного лекала |
Лекало, мел |
||||||
136.Пришивание трех пуговиц на левую полочку |
Р |
Пуговицы пришивают 3-4 основными стежками и 3-5 закрепочными, нитками в 2 сложения в тон пуговиц |
Игла |
|||||||

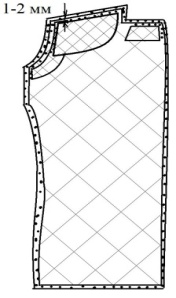
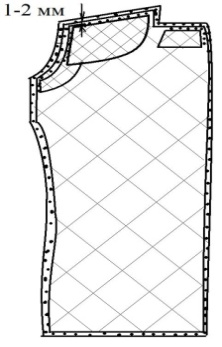
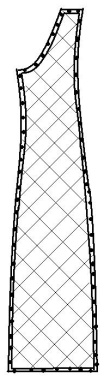
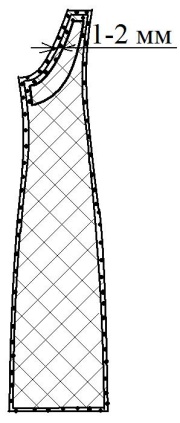
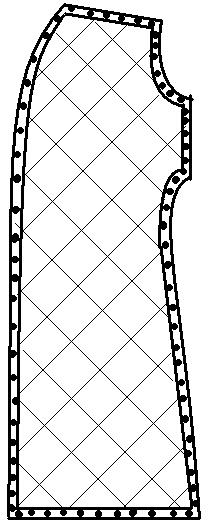
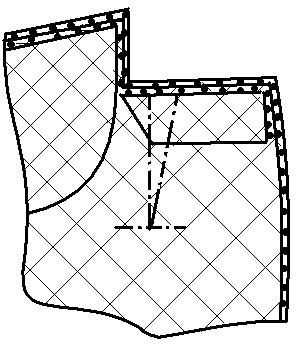
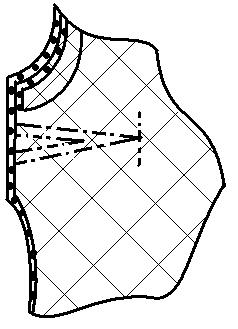
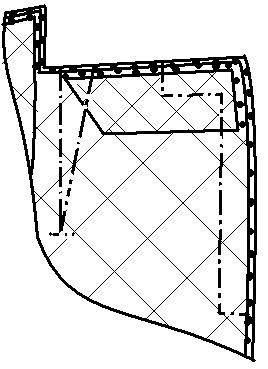
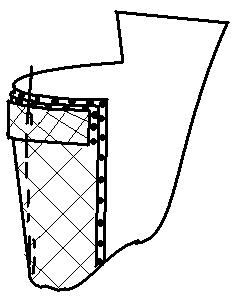
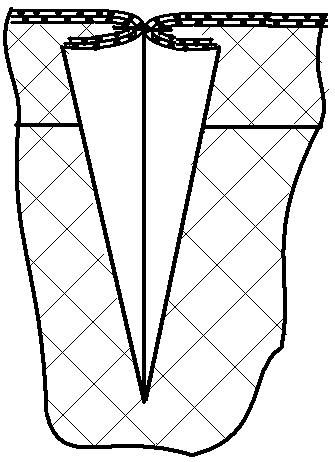
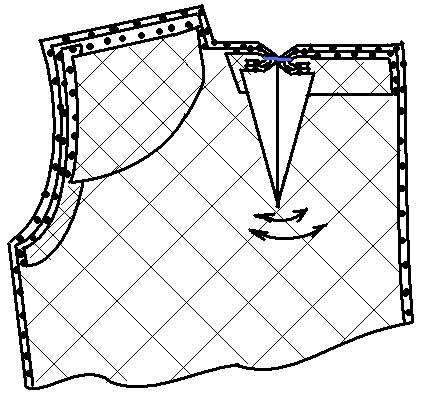
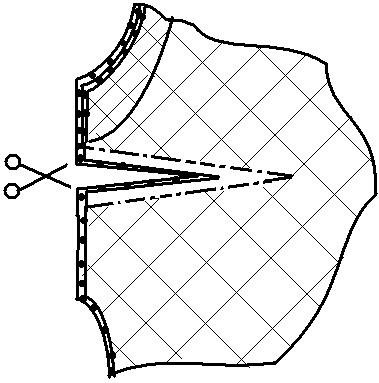
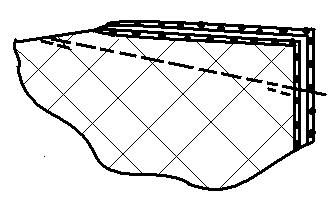
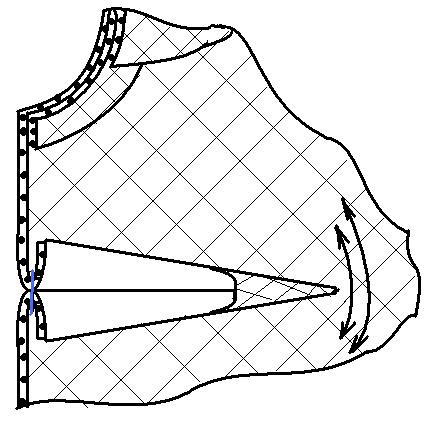
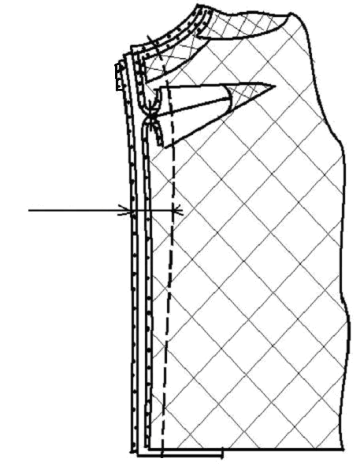
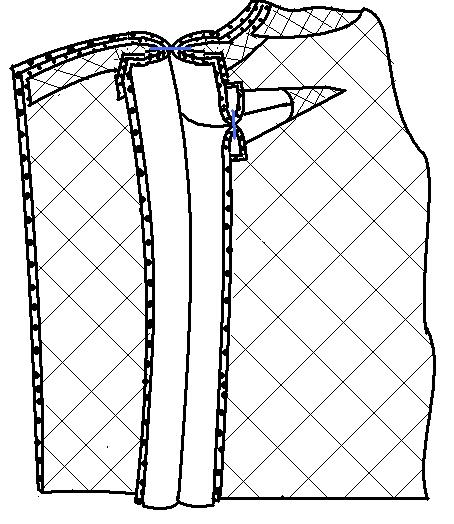
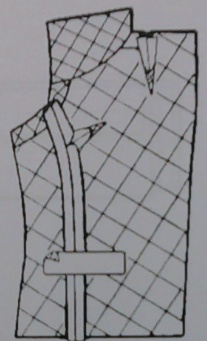
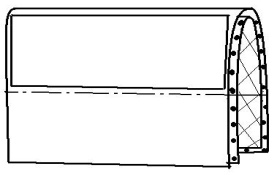

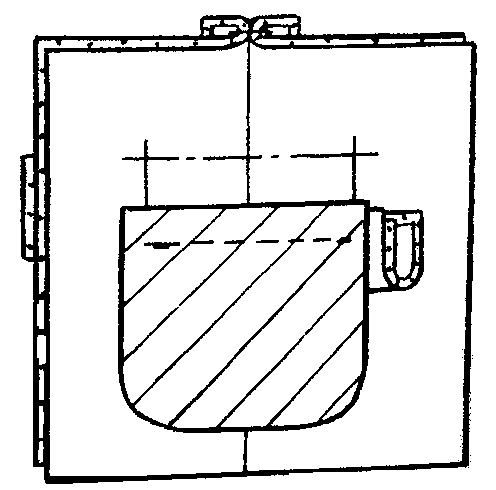
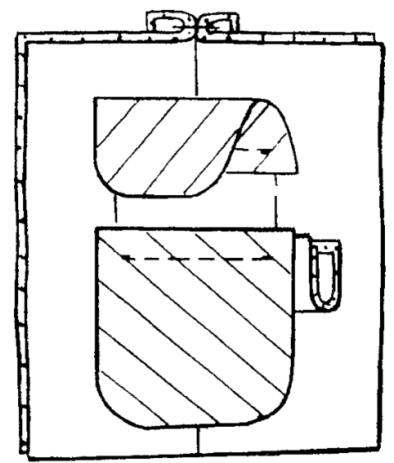
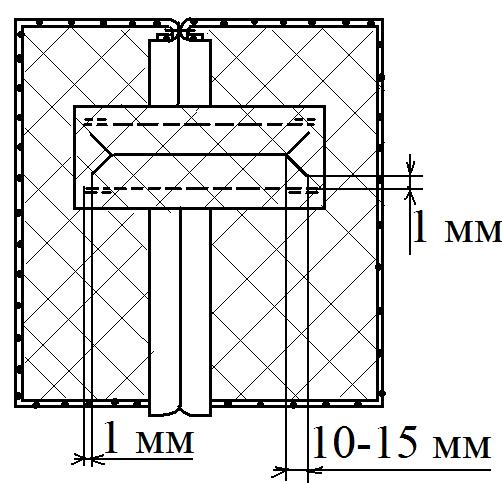
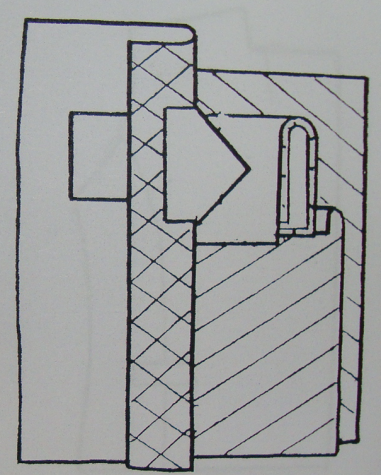
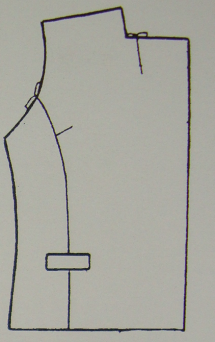
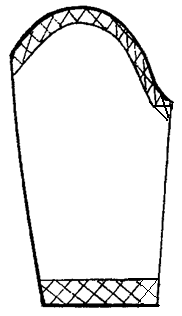


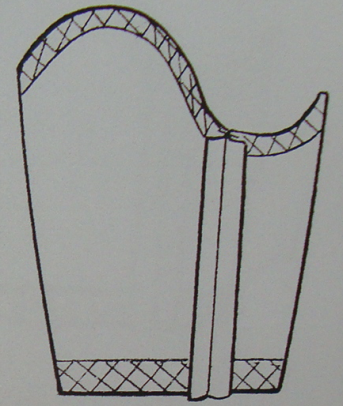
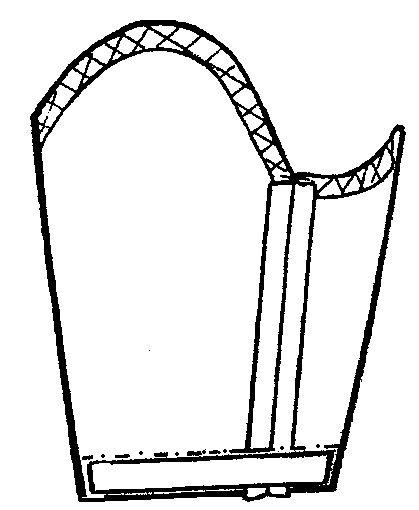
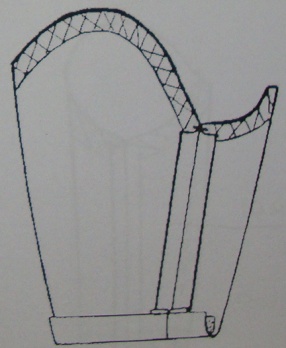

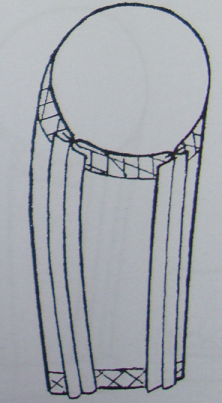

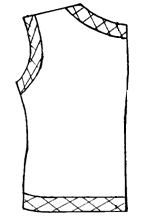






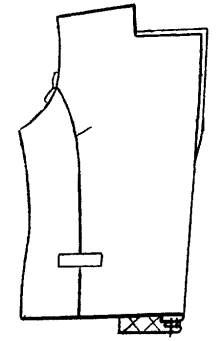
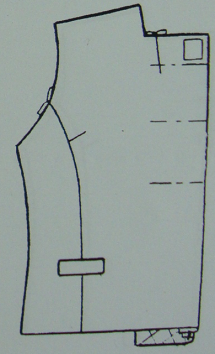

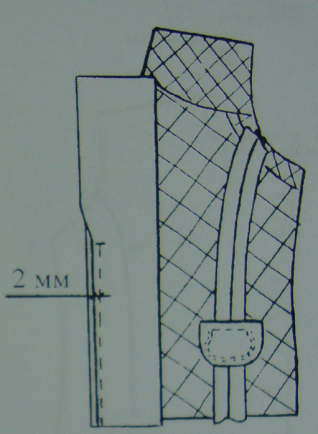
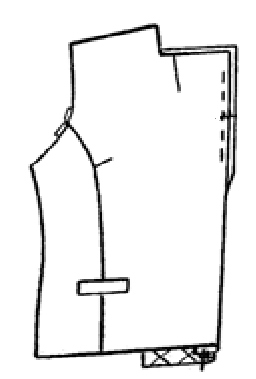
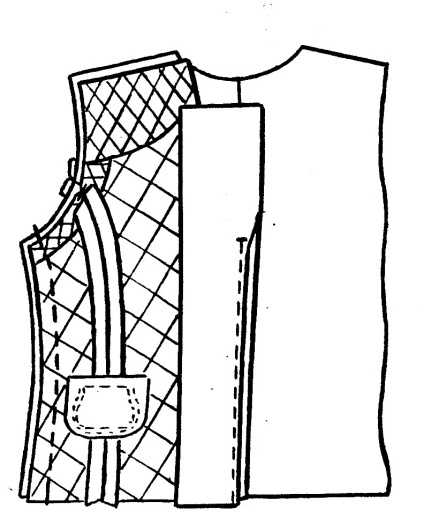
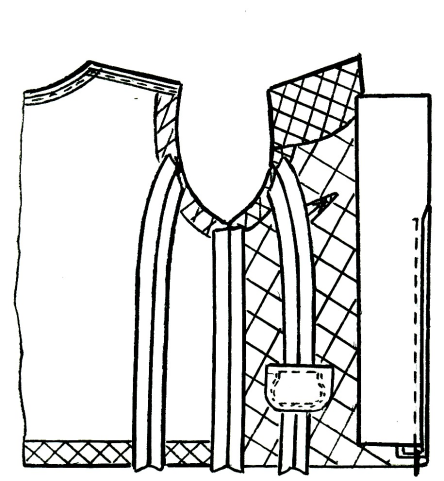
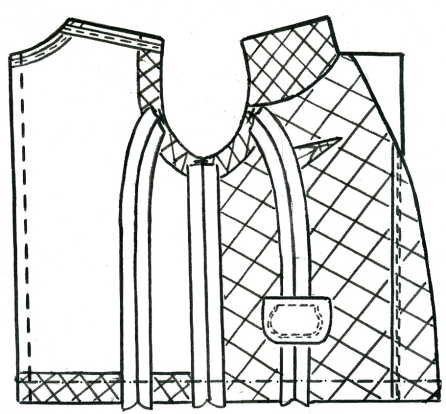

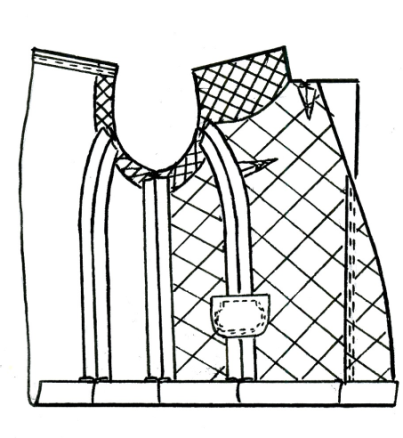
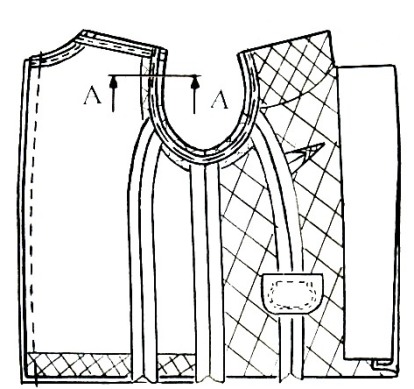
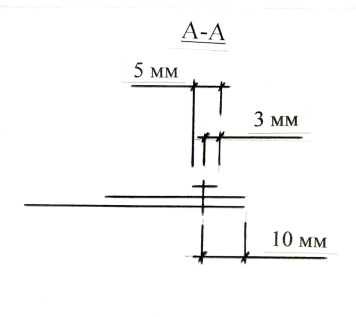
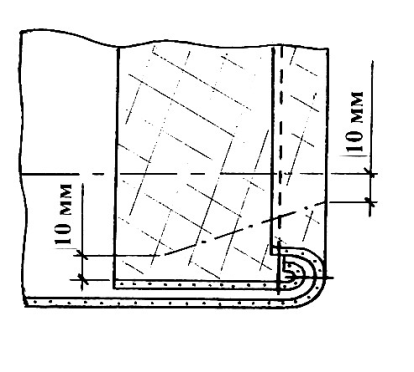
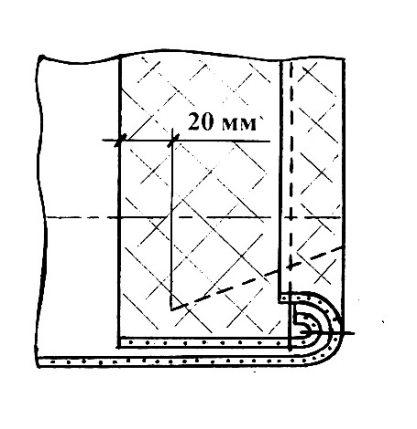

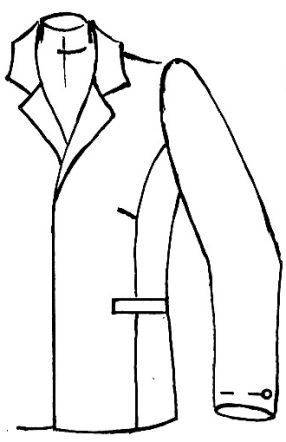


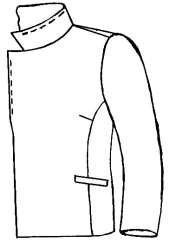
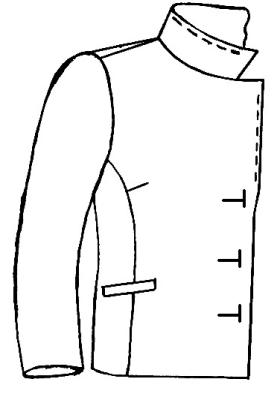
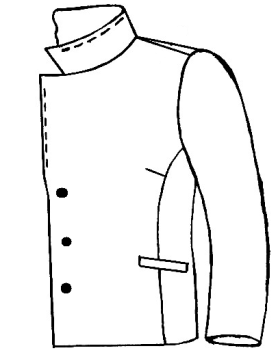
Графическое изображение обработки жакета женского из полушерстяноу ткани представлено на рисунке 3.
Рисунок 3.-Графическое изображение обработки жакета женского из полушерстяной ткани.