

Система условных обозначений интегральных микросхем
Как правило интегральные микросхемы (ИМС) обозначаются буквенно-цифровым кодом, состоящим из 7 элементов. Система обозначений ИМС приведена на рис. 7.2.
Микросхемы могут иметь выводы круглой, квадратной или прямоугольной формы. Выводы могут располагаться с шагом 0.625, 1.25 и 2.5 мм. Номера выводов ИМС располагаются как правило последовательно. Для определения первого вывода используется та же методика, что и при определении первого вывода транзисторов. Цоколевка некоторых корпусов ИМС приведена на рис. 7.3.
Рис. 7.2. Система обозначений ИМС
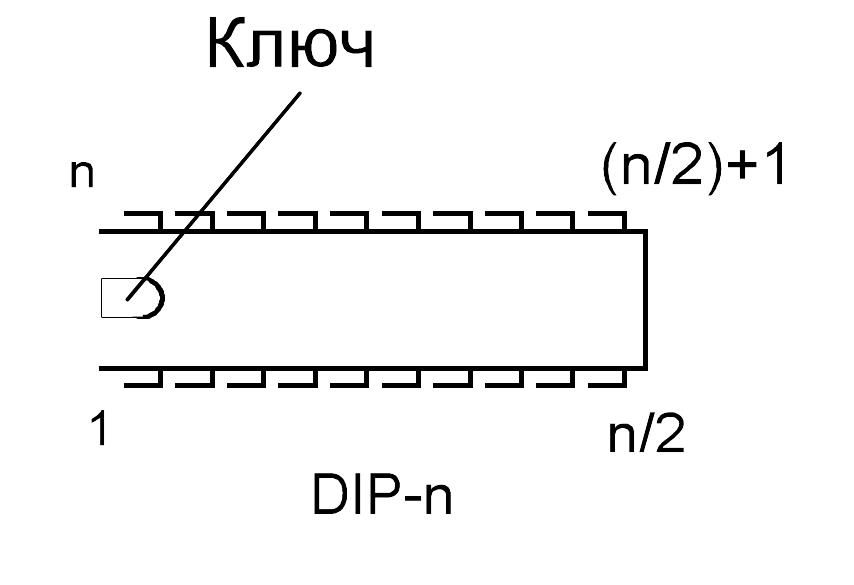
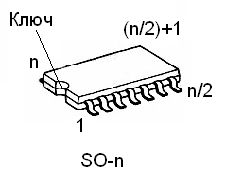
Рис. 7.3 – Цоколевка DIP и SO корпусов ИМС
8. Монтаж радиоэлектронной аппаратуры Пайка проводников и электронных компонентов
Соединение проводников и электронных компонентов в электрическую цепь обычно осуществляют методом пайки.
Пайку необходимо осуществлять в следующей последовательности:
1. Очистка деталей. Соединяемые проводники необходимо тщательно очистить от загрязнений и окислов. Для снятия загрязнений можно использовать смесь спирта и бензина. Окисел счищают механически наждачной бумагой.
2. Нанесение флюса. После снятия сильных загрязнений. на соединяемые проводники (металлические детали) наносят флюс. Флюс растворяет и удаляет окислы и загрязнения с поверхности паяемого соединения, а также защищает от окисления поверхность нагреваемого металла и расплавленный припой во время пайки. Это способствует улучшению растекаемости припоя, а следовательно, и качества пайки.
Флюс выбирают зависимости от соединяемых металлов и применяемого припоя, а также от способа пайки.
При монтаже радиоэлектронной аппаратуры (РЭА) наиболее широко используется канифоль и флюсы на ее основе с добавлением неактивных веществ – спирта, глицерина, скипидара. Такие флюсы называются неактивными. Состав некоторых неактивных флюсов приведен в табл. 8.1.
Таблица 8.1
Состав |
Область применения |
Способ удаления остатков |
Канифоль светлая |
Пайка меди, латуни, бронзы легкоплавкими припоями; |
Промывка тампоном, смоченным спиртом. |
Флюс спирто-канифольный Канифоль – 15-18%, остальное – этиловый спирт. |
То же; пайка в труднодоступных местах |
|
Флюс глицерино-канифольный Канифоль – 6%; глицерин – 14%; остальное – спирт этиловый |
То же, при повышенных требованиях к герметичности паяного соединения |
Существуют также активные флюсы.
3. Лужение. Перед пайкой соединяемые проводники должны быть тщательно залужены. Лужение заключается в равномерном покрытии спаиваемых проводников слоем припоя. Это необходимо для обеспечения хорошей адгезии припоя с металлом, из которого изготовлены спаиваемые детали. Для лужения необходимо набрать жалом паяльника немного припоя и равномерно водить жалом по залуживаемому проводнику, пока он не покроется тонким равномерным слоем припоя.
При пайке электронных компонентов следует избегать их перегрева для предотвращения выхода из строя.
4. Пайка. Пайка заключается в соединении деталей с помощью расплавленного припоя. Выбор припоя зависит от соединяемых металлов или сплавов, от способа пайки, температурных ограничений, размеров деталей, требуемой механической прочности, коррозионной стойкости и др.
При монтаже РЭА наиболее широко применяются легкоплавкие припои. Рекомендации по их применению, на основании которых можно выбрать припой, приведены в табл. 8.2. Буквы ПОС в марке припоя означают припой оловянисто-свинцовый, цифры — содержание олова в процентах. Для получения специальных свойств в состав оловянно-свинцовых припоев вводят сурьму, кадмий, висмут и другие металлы. Например, ПОССу 4—6 — оловянно-свинцовый припой с добавлением сурьмы (3—4 % олова, 5—6 % сурьмы), ПОСК 50 — кадмия, ПОСВ 33 — висмута.
.Таблица 8.2
Марка |
Темпе-ратура плавле-ния, °С |
Применение |
ПОС 61 |
190 |
Лужение и пайка тонких спиральных пружин в измерительных приборах и др. Пайка тонких выводов обмоток, радиоэлементов и микросхем, монтажных проводов в полихлорвиниловой изоляции, а также пайка в тех случаях, когда требуется повышенная механическая прочность и электропроводность |
ПОС 50 |
222 |
То же, но когда допускается более высокий нагрев, чем при ПОС 61 |
ПОС 90 |
222 |
Пайка деталей и узлов, подвергающихся в дальнейшем гальванической обработке (серебрение, золочение) |
ПОС 40 |
235 |
Лужение и пайка токопроводящих деталей неответственного назначения, наконечников, соединений проводов с лепестками, когда допускается более высокий нагрев, чем при ПОС 50 или ПОС 61 |
ПОС 30 |
256 |
Лужение и пайка механических деталей неответственного назначения из меди и ее сплавов, стали и железа |
ПОС 18 |
277 |
Лужение и пайка при пониженных требованиях к прочности шва, деталей неответственного назначения из меди и ее сплавов, оцинкованного железа, стали |
ПОССу 4-6 |
265 |
Лужение и пайка деталей из меди и железа погружением в ванну с расплавленным припоем |
ПОСК 50 |
145 |
Пайка деталей из меди и ее сплавов, не допускающих местного перегрева. Пайка полупроводниковых приборов |
ПОСВ 33 |
130 |
Пайка плавких предохранителей |
ПОСК 47-17 |
180 |
Пайка проводов и выводов элементов к слою серебра, нанесенного на керамику методом вжигания |
Сплав Розе |
97,3 |
Лужение и пайка, когда требуется особо низкая температура плавления припоя
|
Сплав д’Арсе |
79,0 |
|
Сплав Вуда |
60,5 |
П ары некоторых припоев ядовиты, поэтому пайку следует проводить в хорошо проветриваемых помещениях.
При пайке соединяемые проводники следует располагать так, как показано на рис. 8.1. Допускается скручивание двух облуженных проводников перед пайкой.
Рис. 8.1 – Пайка двух проводников
Спай после затвердевания привоя должен быть блестящий, без раковин и трещин. Если поверхность спая матовая, то температура во время пайки была слишком высокая или время пайки слишком большое. Если припой рыхлый, трескается и осыпается, то температура слишком маленькая для нормального расплавления припоя.
5. Промывка. Остатки флюса, особенно активного, и продукты его разложения необходимо удалять сразу после пайки, т. к. они загрязняют места соединений и способствуют коррозии. Промывку можно осуществлять спиртом или спирто-бензиновой смесью. Остатки канифоли не представляют опасности, т. к. она не гигроскопична и является хорошим диэлектриком.