

3.1.1 Зовнішнє обточування
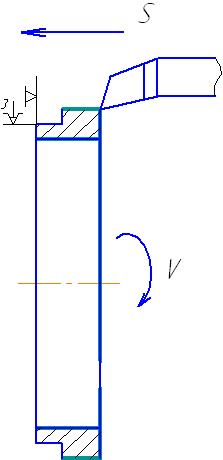
Рисунок 1- Схема обточування
Варіанти обробки зовнішніх поверхонь та параметри шорсткості наведені в таблиці 27.
3.1.2 Розточування внутрішніх поверхонь
Схема розточування наведена на рис.2

Рисунок 2 – Схема розточування
Таблиця 27- Шорсткість поверхні при механічних методах обробки
Тип поверхонь, що обробляються |
Методи обробки
|
Параметри шорсткості |
|||||||||||||
Rz |
Ra |
Rz |
|||||||||||||
320 |
160 |
80 |
40 |
20 |
2,5 |
1,25 |
0,63 |
0,32 |
0,160 |
0,080 |
0,040 |
0,100 |
|||
Зовнішні циліндричні |
Обточування |
Попереднє |
|
|
|
|
|
|
|
|
|
|
|
|
|
Чистове |
|
|
|
|
|
|
|
|
|
|
|
|
|
||
Тонке |
|
|
|
|
|
|
|
|
|
|
|
|
|
||
Шліфування |
Попереднє |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Чистове |
|
|
|
|
|
|
|
|
|
|
|
|
|
||
Тонке |
|
|
|
|
|
|
|
|
|
|
|
|
|
||
Притирання |
Груба |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Середня |
|
|
|
|
|
|
|
|
|
|
|
|
|
||
Тонка |
|
|
|
|
|
|
|
|
|
|
|
|
|
||
Обробка абразивним полотном |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Обкачування роликом |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Шліфування суперфінішування |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Внутрішні циліндричні |
Розточування |
Попереднє |
|
|
|
|
|
|
|
|
|
|
|
|
|
Чистове |
|
|
|
|
|
|
|
|
|
|
|
|
|
||
Тонке |
|
|
|
|
|
|
|
|
|
|
|
|
|
||
Свердління |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Зенкування |
Чорнове (по корці) |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Чистове |
|
|
|
|
|
|
|
|
|
|
|
|
|
||
Розвертання |
Нормальне |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Точне |
|
|
|
|
|
|
|
|
|
|
|
|
|
||
Тонке |
|
|
|
|
|
|
|
|
|
|
|
|
|
||
Протягування |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Внутрішнє шліфування |
Попереднє |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Чистове |
|
|
|
|
|
|
|
|
|
|
|
|
|
||
Калібрування кулькою |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Притирання |
Груба |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Середня |
|
|
|
|
|
|
|
|
|
|
|
|
|
||
Тонка |
|
|
|
|
|
|
|
|
|
|
|
|
|
||
Шліфування Притирання Хонінгування |
Нормальне |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Дзеркальне |
|
|
|
|
|
|
|
|
|
|
|
|
|
||
Площини |
Стругання |
Попереднє |
|
|
|
|
|
|
|
|
|
|
|
|
|
Чистовое |
|
|
|
|
|
|
|
|
|
|
|
|
|
||
Тонкое |
|
|
|
|
|
|
|
|
|
|
|
|
|
||
Циліндрове фрезерування |
Попереднє |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Чистове |
|
|
|
|
|
|
|
|
|
|
|
|
|
||
Тонке |
|
|
|
|
|
|
|
|
|
|
|
|
|
||
Торцеве фрезерування |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Чорнове (по корці) |
|
|
|
|
|
|
|
|
|
|
|
|
|
||
Чистове |
|
|
|
|
|
|
|
|
|
|
|
|
|
||
Точіння торця |
Нормальне |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Точне |
|
|
|
|
|
|
|
|
|
|
|
|
|
||
Тонке |
|
|
|
|
|
|
|
|
|
|
|
|
|
||
Плоске шліфування |
Попереднє |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Чистове |
|
|
|
|
|
|
|
|
|
|
|
|
|
||
Притирання |
Груба |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Середня |
|
|
|
|
|
|
|
|
|
|
|
|
|
||
Тонка |
|
|
|
|
|
|
|
|
|
|
|
|
|
||
Таблиця 28 - Подачі при зовнішньому обточуванні в мм/об
Чистота обробки |
Глибина різання в мм |
Подача мм/об при діаметрі оброблюваної деталі, мм |
|||
До 30 |
30-60 |
60-100 |
100-150 |
||
Чорнова |
До 3 |
0,15-0,4 |
0,2-0,6 |
0,3-0,8 |
0,4-1,0 |
Чорнова |
3-6 |
0,1-0,3 |
0,15-0,4 |
0,2-0,6 |
0,3-0,8 |
Чистова |
До 2 |
0,15-0,2 |
0,15-0,25 |
0,25-0,35 |
0,3-0,4 |
Чистова |
До 3 |
0,08-0,12 |
0,1-0,2 |
0,15-0,25 |
0,20-0,35 |
Таблиця 29 - Швидкість різання м/хв при обточуванні вуглецевої конструкційної сталі
в = 65кгс/мм2 різцем із сталі Р9 без охолоджування
Подача не більше мм/об |
Глибина різання (не більше), мм |
||||||
1 |
1,5 |
2 |
3 |
4 |
6 |
8 |
|
0,15 |
102 |
92 |
85 |
- |
- |
- |
- |
0,20 |
88 |
80 |
74 |
- |
- |
- |
- |
0,25 |
79 |
71 |
66 |
- |
- |
- |
- |
0,30 |
70 |
63 |
58 |
- |
- |
- |
- |
0,40 |
- |
52 |
48 |
43 |
40 |
35 |
- |
0,60 |
- |
- |
37 |
36 |
35 |
31 |
30 |
0,70 |
- |
- |
- |
30 |
28 |
26 |
23 |
1,00 |
- |
- |
- |
23 |
22 |
19 |
18 |
1,40 |
- |
- |
- |
- |
18 |
16 |
14 |
2,00 |
- |
- |
- |
- |
- |
13 |
12 |
Таблиця 30 - Характеристика основних видів розточування
Показник |
Розточування |
||
чорнове |
чистове |
Тонке |
|
Клас точності, що досягається |
5-7 |
3-4 |
2 |
Клас шорсткості, що досягається |
Rz 320 Rz 80
|
Rz 40 2.5
|
1.25 0.65
|
Припуск на обробку, мм |
Залежно від заготовки |
Див. табл. 6 і 7 |
Див. табл. 7 і 8 |
Таблиця 31- Подача при розточуванні в мм/об
Виліт різця, у мм |
Глибина різання, в мм |
|||||
2 |
3 |
5 |
2 |
3 |
5 |
|
50 |
0,08-0,1 |
- |
- |
0,08-0,1 |
0,08 |
0,08 |
60 |
0,1-0,12 |
0,08 |
- |
0,08-0,1 |
0,08-0,12 |
0,08 |
80 |
0,12-0,2 |
0,12 |
0,08 |
0,08-0,1 |
0,15-0,25 |
0,08-0,12 |
100 |
0,18-0,25 |
0,1-0,25 |
0,1 |
0,1-0,15 |
0,3-0,5 |
0,15-0,25 |
150 |
0,3-0,4 |
0,2-0,5 |
0,12-0,3 |
0,15-0,3 |
0,9-1,2 |
0,5-0,7 |
200 |
- |
0,25-0,6 |
0,13-0,4 |
- |
- |
0,6-1 |
Таблиця 32 Швидкість різання м/хв при розточуванні вуглецевої конструкційної сталі в = 65 кгс/мм2, різець із сталі Р9 без охолоджування
Подача не більше, мм/об |
Глибина різання не більше, мм |
|||||
1 |
1,5 |
2 |
3 |
4 |
5 |
|
0,10 |
99 |
90 |
- |
- |
- |
- |
0,15 |
87 |
79 |
73 |
- |
- |
- |
0,20 |
79 |
71 |
66 |
- |
- |
- |
0,25 |
73 |
66 |
62 |
- |
- |
- |
0,30 |
65 |
59 |
55 |
- |
- |
- |
0,40 |
- |
49 |
46 |
41 |
38 |
34 |
0,50 |
- |
- |
- |
35 |
33 |
30 |
0,70 |
- |
- |
- |
29 |
27 |
24 |