

Поточная линия отделки крупного сортового проката
После горячей прокатки и охлаждения на складе на поверхности круглых профилей из легированной стали имеются дефекты в виде мелких трещин (волосовин) и плен. Удаление этих дефектов и выпрямление прутков осуществляются на поточных линиях правки и абразивной зачистки (рис. 4, а).
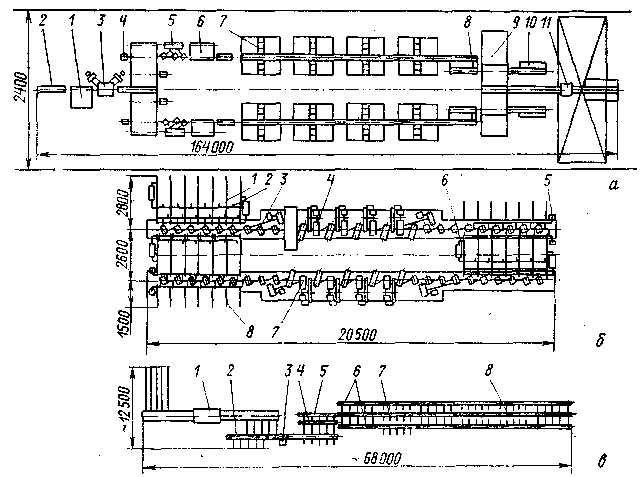
Рис. 4 Схемы поточных линий отделки и контроля качества сортового проката
Пакеты круглых профилей (прутков, штанг) краном укладываются на загрузочное устройство 1 и при помощи передвижных реек и дозатора по одной штуке подаются в желоб, из которого толкателем 2 задаются в правильную машину 3 с косорасполо-женными гиперболоидными роликами. Выправленные круглые профили направляются далее в два параллельных потока; в каждом из них осуществляются подрезка торцов проката на подрезно-расточных станках 4, светление сплошное и змейкой поверхности прутка (штанги) на специальном наждачном станке 5 с целью лучшего обнаружения дефектов на наклонном стеллаже 6. При дальнейшей транспортировке проката рольгангом осуществляются: выборочная абразивная зачистка дефектов на восьми шлифовальных станках 7 (по четыре станка с каждой стороны рольганга); искрение на специальных наждачных станках 8 с целью проверки однородности (марки стали) проката; маркировка проката краской, подаваемой через сопла-распылители; обвязка и взвешивание пачек проката вязальной машиной 9, установленной на весах, и уборка пачек готового проката краном на склад. Если обнаружен .неисправимый брак, то прутки (штанги) проката направляются в карман 10. Если по длине проката имеются дефектные участки, то эти участки вырезаются на станке анодно-механической резки 11.
Все технологические и транспортные операции в линии механизированы и частично автоматизированы.
Производительность линии отделки круглого легированного проката диаметром 50 мм составляет около 150 тыс. т в год.
На некоторых заводах для зачистки и правки легированного проката (круглого, квадратного и других профилей) применяют аналогичные поточные линии, в которых вместо абразивных станков установлены фрезерные станки или газорежущие головки.
Агрегат сплошной шлифовки круглого проката
Агрегат состоит из двух поточных линий (рис. 5) для чистки (шлифовки) круглых штанг диаметром 30 - 70 мм из коррозионностойкой (нержавеющей) и высоколегированной стали, к качеству поверхности которых предъявляются весьма высокие требования.

Рис. 5 Агрегат сплошной шлифовки круглого проката
Выправленные на правильной машине штанги длиной до 6 м мостовым краном подаются на загрузочный стеллаж 1 и при помощи клапанов-дозаторов 2 периодически поступают на приемный рольганг 3 с косорасположенными роликами.
При поступательном и вращательном движении по рольгангу штанги замыкают контакты включения шлифовальных головок четырех абразивных станков 4; абразивный круг шлифовальной головки плавно опускается и прижимается к штанге при помощи гидравлического демпфера; скорость вращения круга 20 - 50 м/с; за один проход четырех станков с поверхности штанги снимается слой металла толщиной до 0,3 мм. Сбрасывателем 5 и передающим устройством 6 штанги передаются на вторую линию станков 7 для дополнительной шлифовки и затем поступают в карман 8 готовой продукции.
Производительность агрегата 15 тыс. т в год. Агрегат работает в автоматическом режиме и при необходимости управляется одним оператором с пульта управления.