

Агрегаты абразивной зачистки слябов из коррозионностойкой (нержавеющей) стали
С целью повышения качества поверхности полосы на непрерывном широкополосовом стане применяемые для горячей прокатки слябы из коррозионностойкой (нержавеющей) стали перед их нагревом в печах подвергают зачистке различными способами: строжкой или фрезерованием на станках, огневой и абразивной обработкой на специальных установках.
Широко применяется абразивная зачистка слябов на специальных шлифовальных станках, входящих в состав поточных механизированных агрегатов двух типов: для сплошной и выборочной зачистки.
Агрегат для сплошной зачистки верхней и нижней поверхностей слябов (рис. 2) состоит из двух подъемно-опускающихся столов 1, четырех сталкивателей 2, рольгангов 3, двух транспортеров 4, шлифовально-обдирочных станков 5 (левого и правого исполнения), кантователя слябов 6, транспортера 7, направляющих линеек 8 и уборочного рольганга 9.
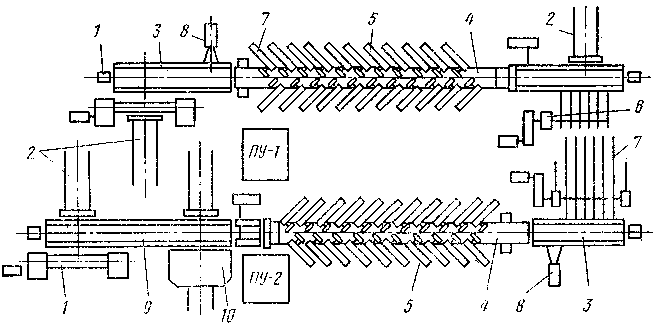
Рис. 2 Схма агрегата сплошной зачистки слябов из коррозионностойкой стали
Со склада слябы подаются мостовым краном на левый подъемно-опускающийся стол 1, сталкиваются сталкивателем 2 на рольганг 3, выравниваются направляющими линейками 8 и поступают на транспортер 4, который транспортирует их через группу шлифовальных (обдирочных) станков 5; скорость транспортера 1 - 2 м/с.
Шлифовально - обдирочные круги крупнозернистого электрокорунда смонтированы в головках маятникового типа и имеют клиноременной привод от синхронных двигателей, окружная скороств круга 30 - 50 м/с; головки снабжены пневматическим следящим устройством для качественной зачистки слябов, имеющих кривизну на поверхности. За один проход через станки с верхней поверхности слябов снимается слой металла толщиной до 0,5 мм. По ширине сляба головки установлены с перекрытием и включаются автоматически от пневматических распределителей при движении сляба. Зачистка поверхности слябов осуществляется с применением охлаждающей жидкости (воды). После зачистки верхней поверхности сляб кантуется на 180° кантователем 6 на транспортер 7 и далее зачищается другая широкая сторона при движении сляба на транспортере через вторую группу станков; зачищенный сляб с уборочного рольганга 9 сталкивается на правый подъемно-опускающийся стол 1; стопа зачищенных слябов со стола при помощи мостового пратцен-крана убирается на склад перед нагревательными печами.
Если требуется дополнительная выборочная зачистка слябов, имеющих локальные глубокие дефекты, то сляб сталкивателем подается на тележку 10 и направляется к отдельным абразивным станкам.
Управление работой агрегатов осуществляется операторами с пульта управления. Потери металла при абразивной сплошной зачистке составляют 2 - 2,5%.
Машины зачистки толстых листов
Для выборочной и сплошной зачистки поверхности толстых листов (удаления плен, мелких трещин и других дефектов) применяют машины с абразивным кругом, установленные на самоходных тележках (рис. З).
М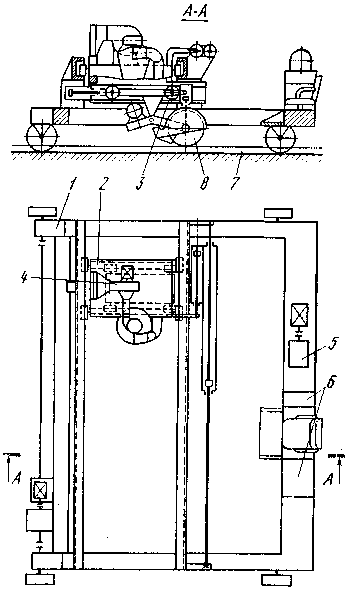 ашина
состоит из рамы-тележки, движущейся по
рельсам на ходовых колесах вдоль
зачищаемого листа 7. По направляющим
рамы перемещается на роликах зачистная
тележка 2
(поперек
листа) при помощи двух спаренных
гидроцилиндров. На этой тележке
смонтирована каретка 3
с
гидроприводом перемещения (вдоль листа);
на рычаге каретки установлен шпиндель
со шлифовальным (абразивным) кругом
8
диаметром
400 мм. Круг к листу (с усилием до 1200 Н)
прижимается пневматическим цилиндром;
вращение круга со скоростью до 30 м/с
создается электродвигателем мощностью
10 кВт. Для отсоса образующейся при
зачистке пыли имеется пылеотсасыва-ющее
устройство 4,
а
для питания гидроцилиндров - насосная
установка 5. Машиной управляет оператор
с пульта 6.
При
зачистке абразивный
ашина
состоит из рамы-тележки, движущейся по
рельсам на ходовых колесах вдоль
зачищаемого листа 7. По направляющим
рамы перемещается на роликах зачистная
тележка 2
(поперек
листа) при помощи двух спаренных
гидроцилиндров. На этой тележке
смонтирована каретка 3
с
гидроприводом перемещения (вдоль листа);
на рычаге каретки установлен шпиндель
со шлифовальным (абразивным) кругом
8
диаметром
400 мм. Круг к листу (с усилием до 1200 Н)
прижимается пневматическим цилиндром;
вращение круга со скоростью до 30 м/с
создается электродвигателем мощностью
10 кВт. Для отсоса образующейся при
зачистке пыли имеется пылеотсасыва-ющее
устройство 4,
а
для питания гидроцилиндров - насосная
установка 5. Машиной управляет оператор
с пульта 6.
При
зачистке абразивный
Рис. 3 Машина зачистки круг перемещается вдоль и поперек листа и одновременно
толстых листов совершает возвратно-поступательное движение.
Зачистка толстых листов из качественных и легированных сталей выполняется в специальном отделении цеха, в котором установлены механизированные линии с машинами для выборочной (с одним шлифовальным кругом) или сплошной (с двумя кругами) зачистки. Листы из магнитных и немагнитных сталей транспортируются мостовым краном с траверсой, имеющей вакуум-присосы. После зачистки одной поверхности листы кантуются на стеллаже рычажным кантователем.