

Закалочные среды
Должны
Обладать способностью поглощать тепло с заданной скоростью (не менее критической скорости охлаждения). Получение необходимых структур по всему объему изделий
Не вызывать чрезмерных закалочных деформаций и трещин. При охлаждении стали от температуры закалки до точки Мн допустима высокая скорость охлаждения, так как сталь имеет пластичную аустенитную структуру. Обычно трещины при закалке стали возникают тогда, когда 50% объема аустенита превращается в мартенсит, который образует твердый хрупкий каркас и препятствует развитию пластической деформации.
Обладать высокой эксплуатационной стойкостью. Иметь высокое сопротивление термическому разложению и окислению
Не реагировать с поверхностями обрабатываемых деталей, закалочных устройств
Обладать малой токсичностью и пожаровзрывобезопасностью
Легко удаляться с поверхности деталей
Иметь малый вынос с садкой
Иметь малую стоимость
КЛАССИФИКАЦИЯ ЗАКАЛОЧНЫХ (ОХЛАЖДАЮЩИХ) СРЕД
1.Жидкие - вода, водные растворы солей, щелочей и кислот, водные эмульсии масел, водные растворы полимеров, минеральные масла, расплавленные металлы, расплавленные соли и щелочи,
2.Твердые - водоохлаждаемые и не охлаждаемые металлические плиты, пресс-формы, самоохлаждение вглубь изделия
3. Газообразные - спокойный и циркулирующий воздух, инертные газы, вакуум, контролируемые атмосферы
4. Комбинированные среды – газо-твердые (взвешенные) и газо-жидкие (туман) среды пр.
Другая классификация
Без изменения агрегатного состояния в процессе охлаждения. К этой группе относятся такие среды, как расплавленные металлы, соли, щелочи и их смеси, воздух и твердые металлы. Кривые охлаждения в этих средах с понижением температуры имеют монотонный характер.
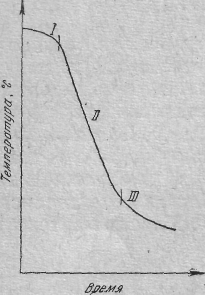
С изменением агрегатного состояния . Кривые охлаждения в этих средах показывают различные скорости в разные периоды охлаждения. Кривые охлаждения изделий в закалочных средах, изменяющих свое агрегатное состояние при охлаждении изделий условно подразделяются на три периода. Первый период — стадия пленочного кипения. На поверхности соприкосновения нагретого металла и жидкости образуется тонкая пленка перегретого пара, которая является плохим проводником тепла. В этот период охлаждение будет замедленное. Второй период — стадия пузырчатого кипения. Скорость охлаждения возрастает в 3-5 раз. Третий период — стадия конвективного теплообмена . Скорость охлаждения меньше в 5-10 раз по сравнению с пузырчатым кипением.
1.Водные закалочные среды
Широко применяются с древнейших времен
Подразделяются на
вода,
водные растворы солей, щелочей и кислот,
водные эмульсии масел,
водные растворы полимеров
1.1 Вода
достоинства
Высокая охлаждающая способность
Дешевизна
Невозгораемость
Безопасность для здоровья и окружающей среды
Стабильность свойств
Легкость растворения органических и неорганических соединений
Недостатки
Не отвечающее кинетике фазовых превращений распределение скорости охлаждения. При закалке углеродистых сталей необходимо учитывать скорость охлаждения в двух интервалах температур — в интервале наименьшей устойчивости аустенита (650—550° С) и в интервале мартенситного превращения (300—200° С). В первом интервале необходимо иметь большую скорость охлаждения, чтобы подавить перлитное превращение. Во втором интервале необходимо охлаждение замедлить, чтобы уменьшить напряжения в стали и опасность появления закалочных трещин.
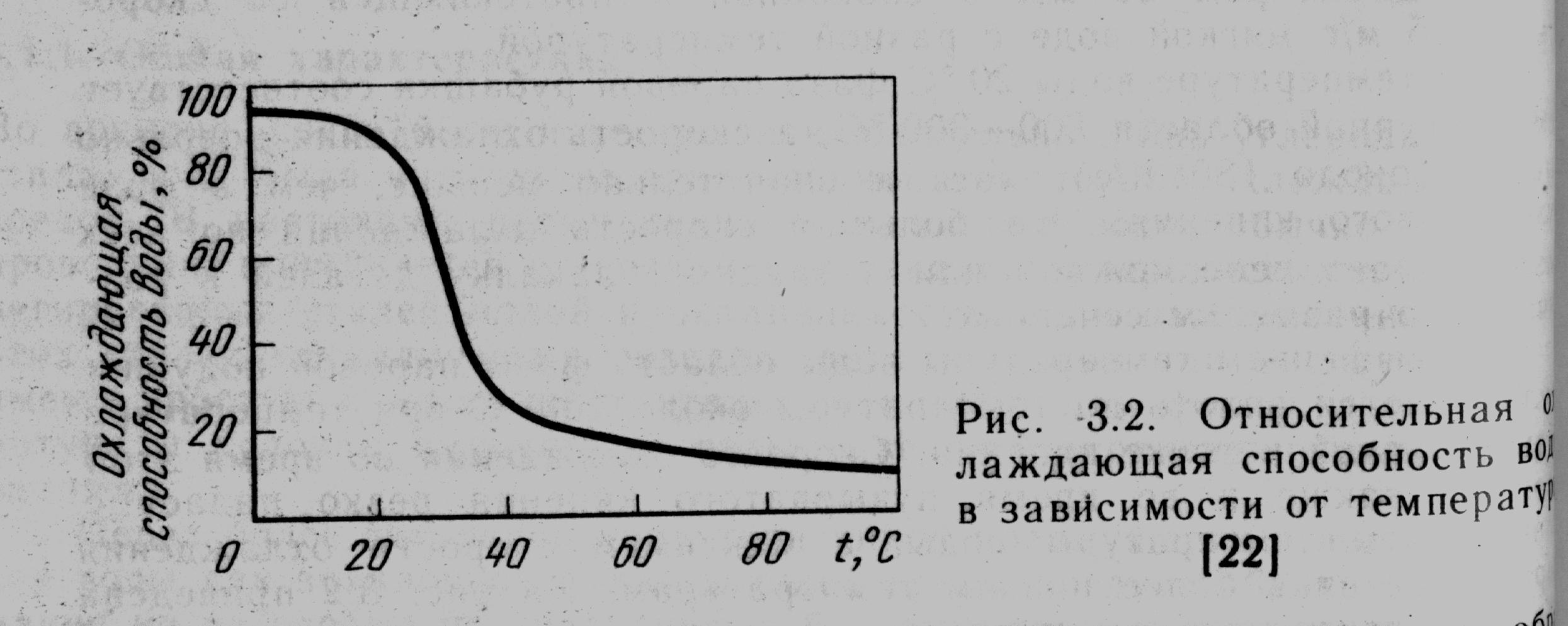
Большая зависимость охлаждающей способности от температуры среды (рис3.2)
Сравнительная охлаждающая способность различных охладителей
Охладитель |
Температура, °С |
Относительная охлаждающая способность |
Время охлаждения от 700 до 100° С, сек |
Холодная вода. |
20 |
1 |
6 |
Вода |
50 |
0,77 |
7,75 |
Вода |
100 |
0,37 |
16 |
Растительное масло |
20 |
0,13 |
45 |
Минеральное масло |
25 |
0,15 |
40 |
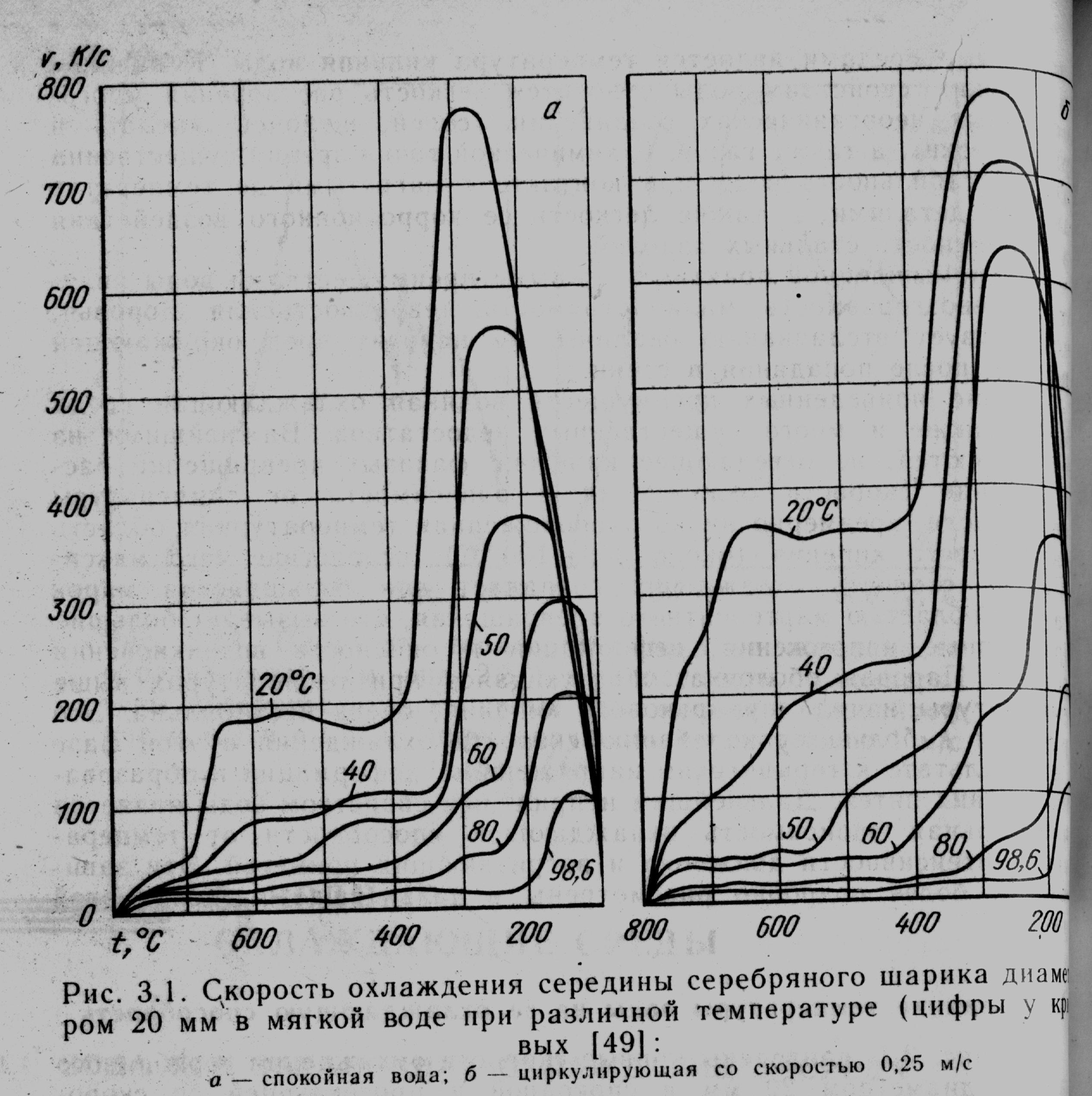
Сильная зависимость охлаждающей способности от циркуляции среды, особенно в диапазоне температур 900-400 оС
Паровая оболочка на 1 стадии очень нестабильна, поэтому велики термические напряжения и “пятнистость” стали
Сильное влияние примесей на охлаждающую способность. Твердые примеси (сажа, окалина) увеличивают скорость охлаждения. Растворенные соли, кислоты, щелочи также уменьшают стойкость паровой рубашки и увеличивают скорость охлаждения. Жиры, мыла, масла, СМС повышают устойчивость паровой рубашки и уменьшают скорость охлаждения.
