

1.5 Разработка схемы сборки опытного образца
Схема сборки необходима для описания последовательности основных сборочных операций и служит источником данных для разработки маршрутного ТП.
Для сборки и монтажа прибора используется общая схема сборки с базовой деталью. В качестве базовой детали выбирается сборочная единица – основание корпуса, на которое устанавливается ячейка электронная. Для каждой сборочной единицы разрабатываются промежуточные схемы сборки, которые объединяются в общую схему сборки.
На первом этапе производится сборка передней панели устройства. Схема сборки передней панели опытного образца представлена на рисунке 1.5.1.

Рисунок 1.5.1 – Схема сборки передней панели
На следующем этапе собирается задняя панель, на которую устанавливаются разъемы. Схема сборки задней панели представлена на рисунке 1.5.2.

Рисунок 1.5.2 – Схема сборки задней панели
Схема сборки электронной ячейки показана на рисунке 1.5.3.
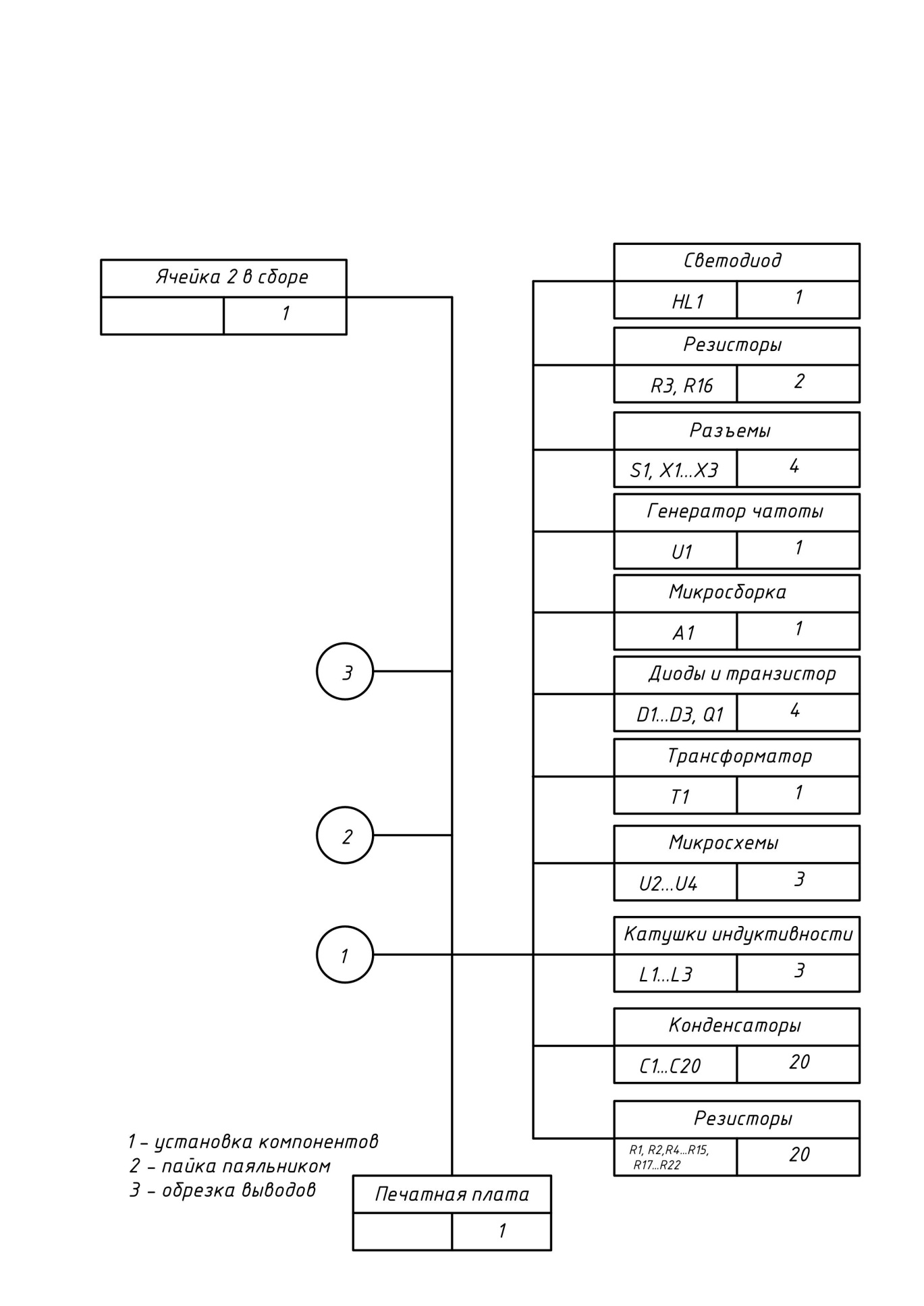
Рисунок 1.5.3 – Схема сборки ячейки электронной
К основанию прибора крепятся 3 ячейки. Остальные ячейки вставляются в основную плату. Схема сборки всего прибора показана на рисунке 1.5.4.
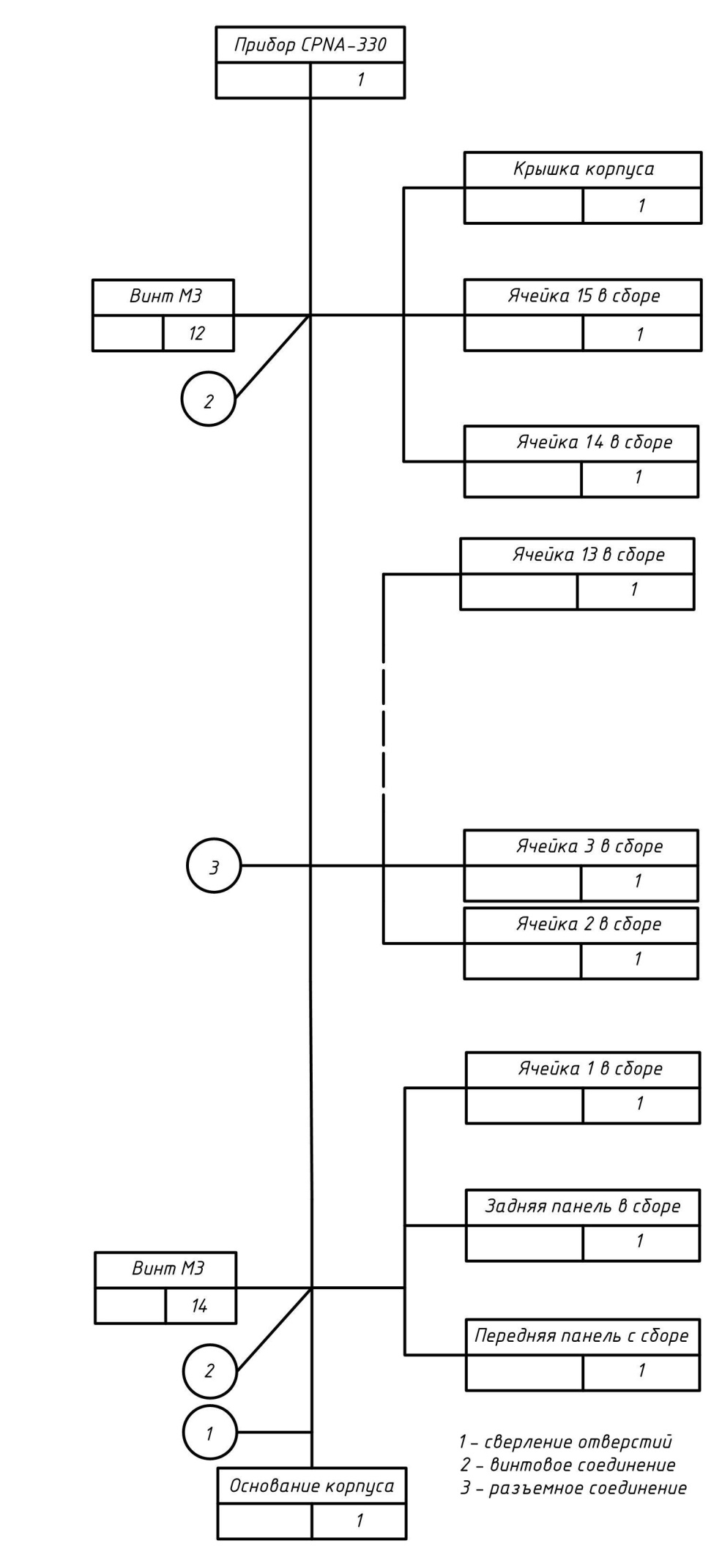
Рисунок 1.5.4 – Схема сборки опытного образца
1.6 Разработка маршрутного технологического процесса сборки опытного образца электронной ячейки
Маршрутный технологический процесс (МТП) сборки установки для измерения параметров и настройки пьезоэлектрических резонаторов и монолитных фильтров отражает последовательность выполнения технологических операций, содержит информацию об оборудовании и времени выполнения каждой операции. МТП разрабатывается на основе анализа конструкторской документации и схемы сборки устройства.
На первом этапе выполняются подготовительные операции: сборка передней и задней панели устройства, распаковка, комплектование ЭРЭ, расфасованных в тару для удобного и быстрого поиска; входной контроль качества, формовка и обрезка выводов элементов.
Подготовленные ЭРЭ устанавливается на плату в порядке, указанном на схеме сборки.
После установки ЭРЭ проводится пайка выводов паяльником, контроль качества пайки, отмывка и сушка платы.
Собранные ячейки устанавливаются на основание корпуса, после чего прибор закрывают крышкой.
Собранный прибор проходит функциональный контроль.
Годный прибор маркируется и упаковывается.
Последовательность операций сборки опытного образца устройства представлена в таблице 1.6.1.
Таблица 1.6.1 – Исходные данные для заполнения маршрутной карты для сборки опытного образца преобразователя
№ операции |
Наименование операции |
Оборудование |
Время, сек |
1 |
2 |
3 |
4 |
|
Сборка основания корпуса |
|
|
10 |
Комплектование основания корпуса |
Стол монтажный |
40 |
20 |
Подготовка основания корпуса к сборке (сверление отверстий) |
|
60 |
30 |
Монтаж пластин к основанию корпуса |
Стол монтажный |
40 |
|
Сборка передней панели |
|
|
35 |
Подготовка передней панели к сборке (сверление отверстий) |
Стол монтажный |
60 |
40 |
Комплектование деталей передней панели |
Стол монтажный |
60 |
50 |
Монтаж элементов на переднюю панель |
Стол монтажный |
60 |
|
Сборка задней панели |
Стол монтажный |
|
60 |
Комплектование деталей задней панели |
Стол монтажный |
40 |
Продолжение таблицы 1.6.1
1 |
2 |
3 |
4 |
65 |
Подготовка задней панели к сборке (сверление отверстий) |
Стол монтажный |
60 |
70 |
Монтаж элементов на заднюю панель |
Стол монтажный |
60 |
|
Сборка ячейки электронной |
|
|
80 |
Распаковка и комплектование ЭРЭ |
Стол монтажный |
600 |
90 |
Установка ЭРЭ на печатную плату |
Стол монтажный |
720 |
95 |
Пайка паяльником |
Стол монтажный |
300 |
100 |
Обрезка выводов |
Стол монтажный |
20 |
105 |
Промывка платы |
Установка промывки |
30 |
110 |
Сушка платы |
Установка сушки |
120 |
120 |
Функциональный контроль ячейки |
Стенд контроля |
300 |
|
Сборка прибора |
|
|
130 |
Комплектование прибора |
Стол монтажный |
300 |
140 |
Установка передней панели |
Стол монтажный |
30 |
150 |
Установка задней панели |
Стол монтажный |
30 |
160 |
Установка электронных ячеек на основание корпуса |
Стол монтажный |
120 |
170 |
Установка электронных ячеек на основную плату |
Стол монтажный |
30 |
180 |
Фиксация ячеек, установленных на основную плату |
Стол монтажный |
120 |
190 |
Монтаж проводов |
Стол монтажный |
300 |
200 |
Установка крышки прибора |
Стол монтажный |
30 |
|
|
|
|
210 |
Функциональный контроль |
Стенд контроля |
1200 |
220 |
Маркировка |
Стол монтажный |
120 |
230 |
Упаковка |
Стол монтажный |
180 |
Суммарное штучное время сборки опытного образца ячейки Тшт = 5030 сек = 84 мин.