

Техника безопасности при электродуговой сварке
Из всех видов сварок, электродуговая является, пожалуй, самой опасной и способна причинить существенный вред вашему здоровью в отличие от других видов сварок. Прежде всего, самая основная опасность, это слишком яркий свет, выделяемый в процессе сварки. Такой свет способен нанести ожог вашим глазам. Кроме того в спектр такого света, входят ультрафиолетовые лучи, которые способны причинить вред не только вашим глазам, но и вашей коже, поэтому при работе с электродуговой сваркой кроме защитной маски с затемненным стеклом, вам так же стоит использовать и защитный костюм и перчатки, которые будут закрывать ваши руки от вредоносного ультрафиолетового излучения.
Кроме яркого света, на протяжении всего процесса сварки образуется достаточно интенсивный выброс раскаленных окалин металла. Во избежание получения ожогов от них, всегда одевайтесь в плотные брюки и закрытые ботинки. То же самое касается и при осуществление сварочных работ над головой, ваши рукава должны быть плотно закрыты, а на руках должны быть перчатки.
Если у вас нет специальной защитной одежды, то старайтесь при сварке одеваться в одежу из хлопчатобумажных тканей, так как она более стойка к возгоранию в отличие хотя бы от того же нейлона.
Осуществляйте сварочные работы только в хорошо проветриваемом помещение или на улице, так как в процессе сварки образуются различные ядовитые газы.
Всегда держите рядом с местом сварочных работ, воду, чтобы в случае чего тушить возникающие очаги возгорания из-за раскаленных окалин, особенно если вы проводите сварку внутри помещения. И уж тем более рядом со сварочными работами не должно находится огне- и взрывоопасных веществ, таких как бензин и другие горюче-смазочные вещества.
Не допускайте контакта токоведущих частей сварочного оборудования с водой, это может привести к поражению электрическим током.
После сварки металла, на поверхности шва остается шлак, который необходимо сбивать молотком. Такой шлак легкий и при ударах молотком сильно разлетается по сторонам и может попасть в глаза, чтобы предотвратить подобное всегда используйте защитные очки или прозрачную маску.
Контактная сварка металлов, область применения
Контактная сварка является одной из наиболее важных видов сварки. Была изобретена 90 лет тому назад и далеко еще не исчерпал всех заложенных в нем возможностей. Контактная сварка по преимуществу используется в массовом или серийном производстве однотипных изделий. Дальнейшее развитие контактной сварки требует перехода к механизированному и автоматизированному массовому и крупносерийному производству при широкой электрификации. Однако во многих отраслях промышленности такие условия еще не созданы.
Р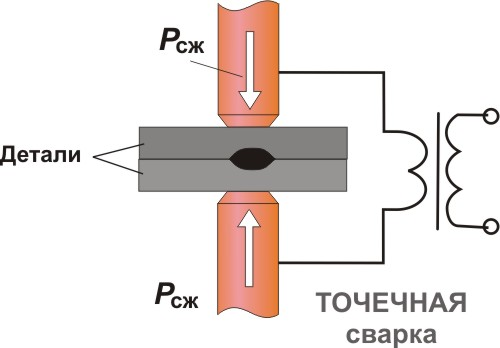 ассматриваемый
способ работы электрической контактной
сварки основан на разогреве металла
проходящим по нему током. Количество
тепла, выделяемого в металле, определяется
законом Джоуля — Ленца.
ассматриваемый
способ работы электрической контактной
сварки основан на разогреве металла
проходящим по нему током. Количество
тепла, выделяемого в металле, определяется
законом Джоуля — Ленца.
При контактной сварке путь тока неоднороден, особенно большое сопротивление возникает в контакте между свариваемыми частями, поэтому путь тока и прилегающая к нему зона металла разогреваются особенно быстро, интенсивно; в дальнейшем, в ходе контактной сварки и соединения деталей в одно целое, сопротивление контакта постепенно исчезает.
В контактной сварке уже в малых контактных машинах ток измеряется тысячами ампер, а в более крупных — десятками тысяч. В то же время необходимое для контактной сварки напряжение U = IR очень мало и составляет обычно всего несколько (2—6) вольт. Дело в том, что все металлы имеют большую электропроводность и малое удельное сопротивление, поэтому для быстрого нагрева металла и компенсации потерь тепла необходимо пользоваться большими сварочными токами. Для получения сварочного тока с такими необычными параметрами нужны специальные источники питания. Обычно в подобных случаях пользуются понижающим трансформатором, являющимся источником питания, с большим коэффициентом трансформации, и имеющим всего один виток во вторичной обмотке. При коэффициенте трансформации, равном, например, 100, примерно в 100 раз уменьшается напряжение и во столько же раз увеличивается ток во вторичной обмотке трансформатора, по сравнению с первичной.
Контактная сварка относится к способам сварки давлением, так как после достижения необходимого нагрева, соединяемые части сдавливаются осадочным устройством, на чем и заканчивается процесс сварки.
Контактная сварка подразделяется на несколько видов, причем во всех случаях электрическая часть машины бывает примерно одинаковой. По форме соединения различают такие виды контактной сварки: стыковую, точечную и шовную (роликовую).