

Карта исходных данных шлицевого соединения
Наименование исходных данных |
Значения исходных данных |
z × d × D, мм |
6 × 28 × 34 |
Соединение работает: с реверсом или с вращением в одну сторону |
Вращение в одну сторону |
Соединение вдоль оси: подвижное или неподвижное |
неподвижное |
Шлицы в отверстии втулки: закалены или не закалены |
не закалены |
Параметры шлицевого соединения
z=6 – количество шлиц;
d=28 мм – внутренний диаметр шлиц;
D=34 мм – наружный диаметр шлиц;
b=7 мм – ширина шлиц;
c=0,4+0,2 мм – фаска;
r=0,3 мм – радиус закруглений.
Шлицевое соединение 6 × 28 × 34 относится к средней серии ГОСТ 1139 [1, табл. 3.3].
Выбор вида центрирования, назначение посадок
В зависимости от условий работы механизма (отсутствие реверса) и отсутствия закалки шлиц выбираем вид центрирования шлицевого соединения и назначаем посадки по ГОСТ 1139-80 [1, табл. 3.4]. Выбираем центрирование по наружному диаметру – D, так как втулка не закалена.
Назначаем посадки на элементы шлицевого соединения:
– по внутреннему
диаметру d:
![]() – посадка предпочтительная;
– посадка предпочтительная;
– по внешнему
диаметру D:
![]() – посадка предпочтительная;
– посадка предпочтительная;
– по ширине b:
![]() – посадка предпочтительная;
– посадка предпочтительная;
Таким образом, условная комплексная запись шлицевого соединения будет иметь вид:
![]() .
.
Строим схемы расположения полей допусков и рассчитываем предельные значения зазоров и натягов.
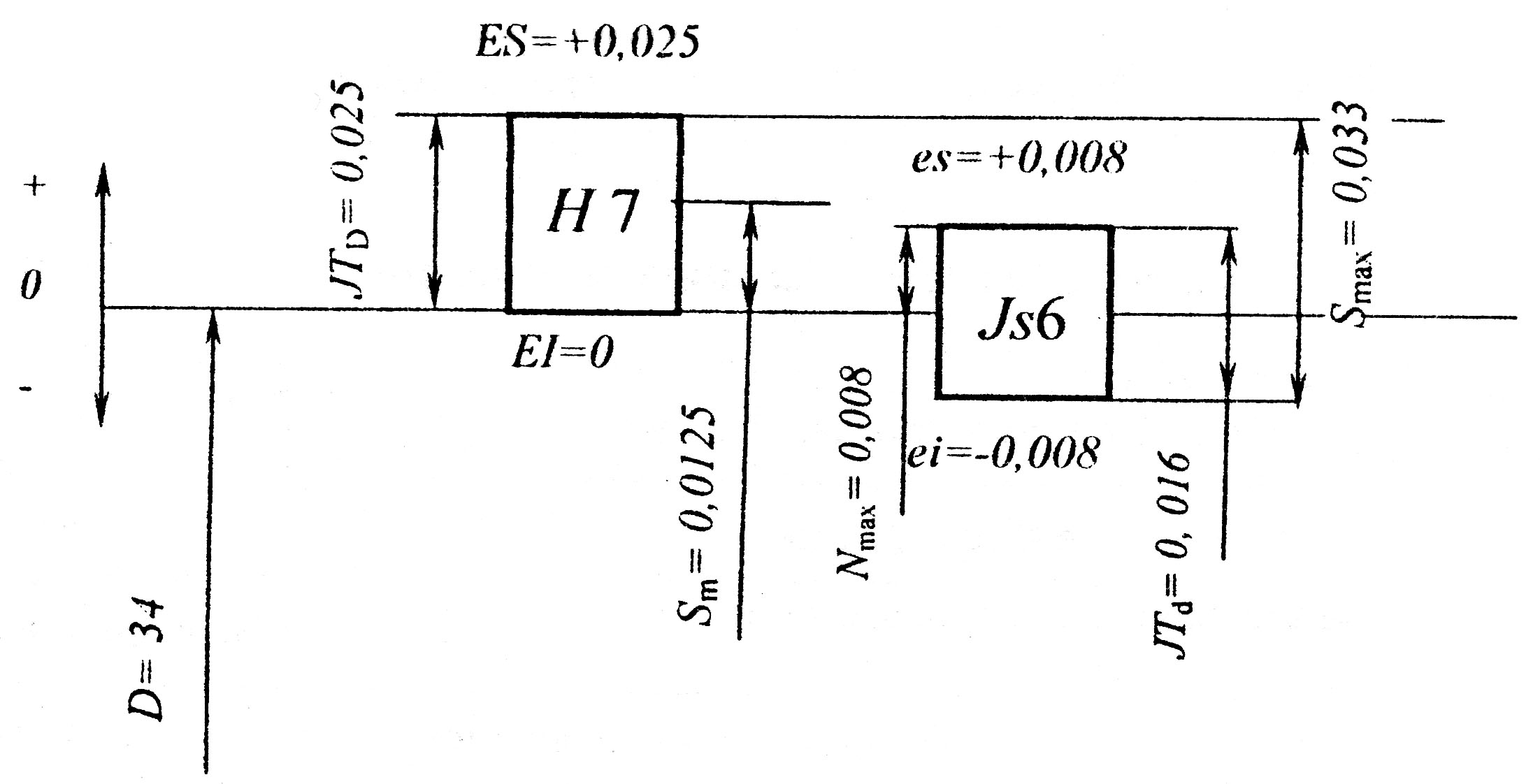
Рис. 5.2.1 Схема расположения допусков по наружному диаметру D
![]()
![]()
![]()
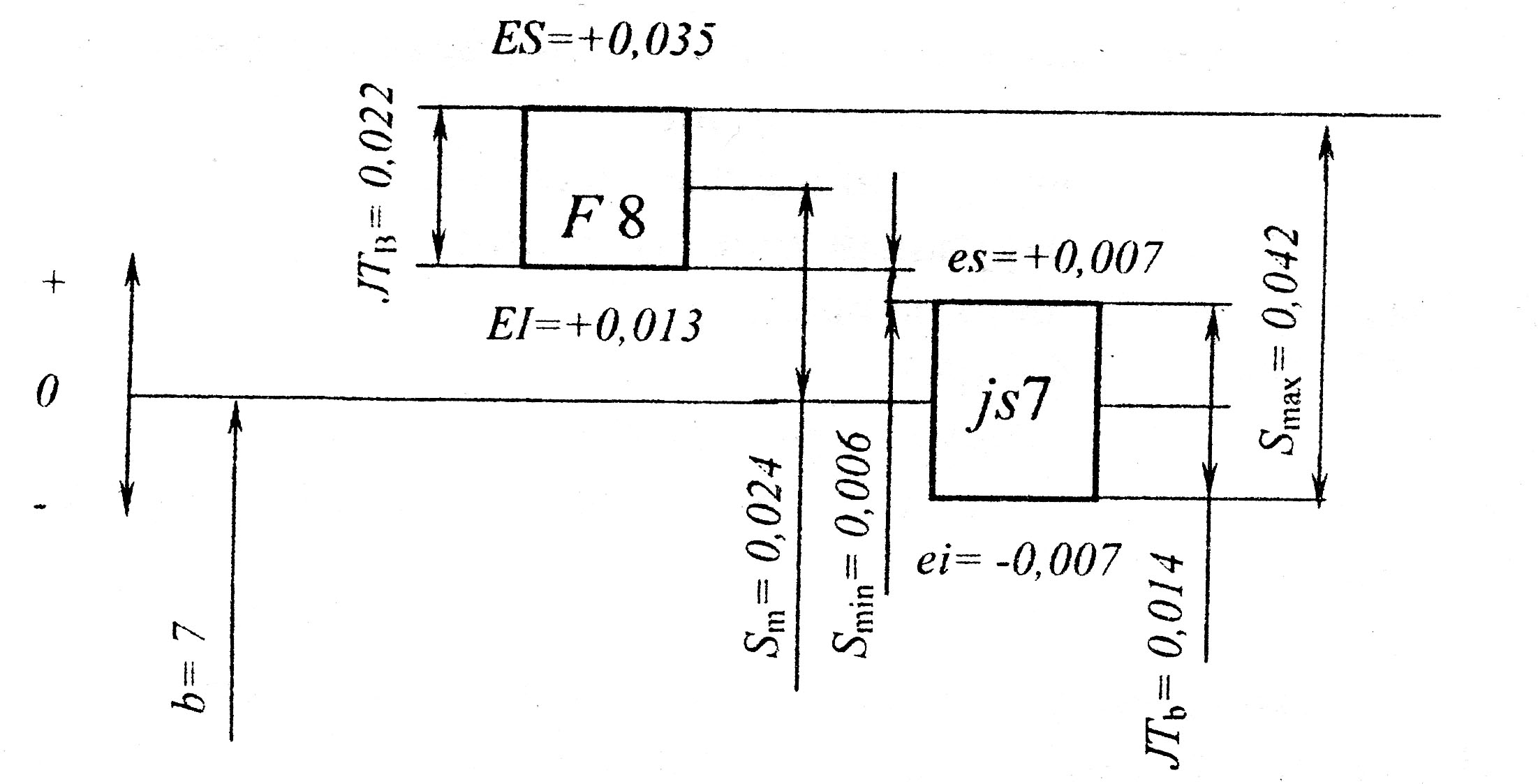
Рис. 5.2.2 Схема расположения полей допусков по ширине b
![]()
![]()
![]()

Рис. 5.2.3 Схема расположения полей допусков по внутреннему диаметру d
![]()
![]()
![]()
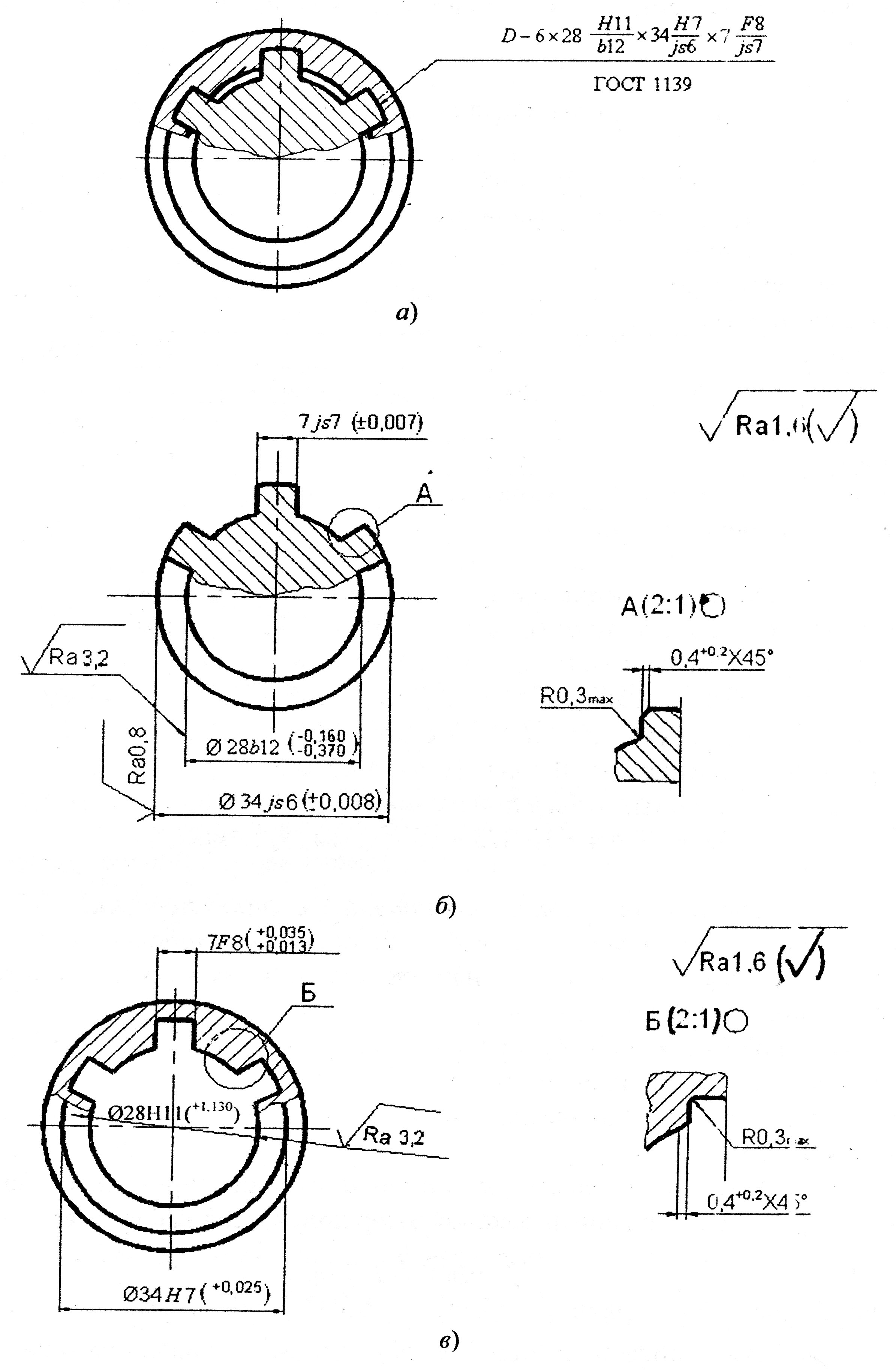
Рис. 5.2.4 Поперечное
сечение шлицевого соединения: а –
шлицевое соединение в сборке; б – сечение
вала ![]() ;
в – сечение втулки
;
в – сечение втулки ![]()
6. Выбор универсальных средств измерений
Задание: для одной детали (вал или отверстие) из соединений, рассмотрен-ных в первой части требуется выбрать средство измерения. Согласно исходным данным, выбрать метод измерения; указать целесообразность использования универсальных средств измерения для однократных цеховых условий измерения (операционный контроль).
По относительной точности изготовления ITd1/σтех определить параметры разбраковки.
Решить вопрос о значениях приёмочных границ и показать их на схеме полей допусков.
Карта исходных данных для выбора средств измерений
Наименования исходных данных |
Значения исходных данных |
Контролируемая поверхность |
вал |
Исполнительный размер d1 |
Ø140js7(±0,02) |
Коэффициент технологической точности ITd1/σтех |
5 |
Тип производства |
серийное |
Выбор универсальных средств измерения
Так как прочес не стабильный (IT/σтех < 6)в условиях серийного производства, то требуется ввести производственный допуск и выбрать универсальные средства измерения. Деталь жёсткой конструкции и можно применить контактный метод измерения.
Устанавливаем допуск на изготовление (IT) и по табл. 7.1 – допускаемую погрешность измерения (δ): для Ø140js7 при IT=0,040 мм допускаемая погрешность измерения будет δ=12мкм.
По табл. 7.2 выбираем возможные измерительные средства: микрометр рычажный МР-25 ГОСТ 4381 с кодом 5. Его техническая характеристика: предел измерения 75…1000мм, цена деления отсчётного устройства 0,002мм, предельная погрешность измерительного средства Δ=10мкм (контакт любой). Методы измерения – прямой, контактный, абсолютный с отсчётом результата измерения по микровинту и отсчётной шкале. Перед началом работы проверить правильность нулевой установки по установочной мере 25мм и выдержать деталь и прибор в лаборатории не менее трёх часов.
Определение значения параметров разбраковки
Оценка влияния погрешности измерения микрометра рычажного на результаты рассортировки деталей. Определяется относительная точность метода измерения по формуле:
Амет(σ) = σмет/IT · 100% = 5/40 · 100% = 12,5%
σмет = Δ/2 = 10/2 = 5мкм
По графикам рис. 7.1 при Амет(σ) = 16% для заданной точности технологического процесса IT/σтех = 5 находим:
m = 0,125%; n = 4,33%; с/IT = 0,035
Следовательно, с = IT · c/IT = 40 · 0,035 = 1,4мкм ≈ 1мкм
Оценка годности деталей производится по предельным допустимым размерам
dmax = 140,020мм
dmin = 139,980мм
Среди годных могут оказаться бракованные детали (не более 0,125%), у которых размеры выходят за границы поля допуска на величину 1мкм. Это риск заказчика. Риск изготовителя не более 4,33%, т.е. будут забракованы фактически годные детали.
Расчёт производственного допуска
Принимаем условие недопустимости риска заказчика при Δ>δ, в этом случае риск изготовителя увеличиться. Рассчитываем производственный допуск:
Tпр = IT - 2c = 40 - 2 · 1 = 38мкм
Предельно допустимые размеры с учётом производственного допуска:
dmax пр = 140,020 - 0,001 = 140,019мм
dmin пр = 139,980 - 0,001 = 139,981мм
Выбор средств измерений для арбитражной перепроверки
Допускаемая погрешность при арбитражной перепроверке рассчитывается по формуле:
δарб = 0,3 · δ = 0,3 · 12 = 3,6мкм
По табл. 7.2 выбираем измерительное средство для арбитражной перепроверки: длинномер оптический ИЗВ-(0-250) с кодом 32. Его техническая характеристика: цена деления – 0,001мм, предельная инструментальная погрешность Δ = 3,0мкм. Метод измерения – абсолютный, прямой, контактный.
Варианты установления приёмочных границ показаны на рис. 6.1.
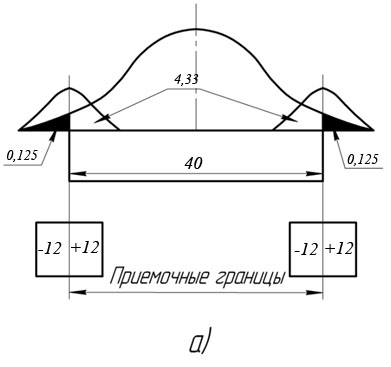
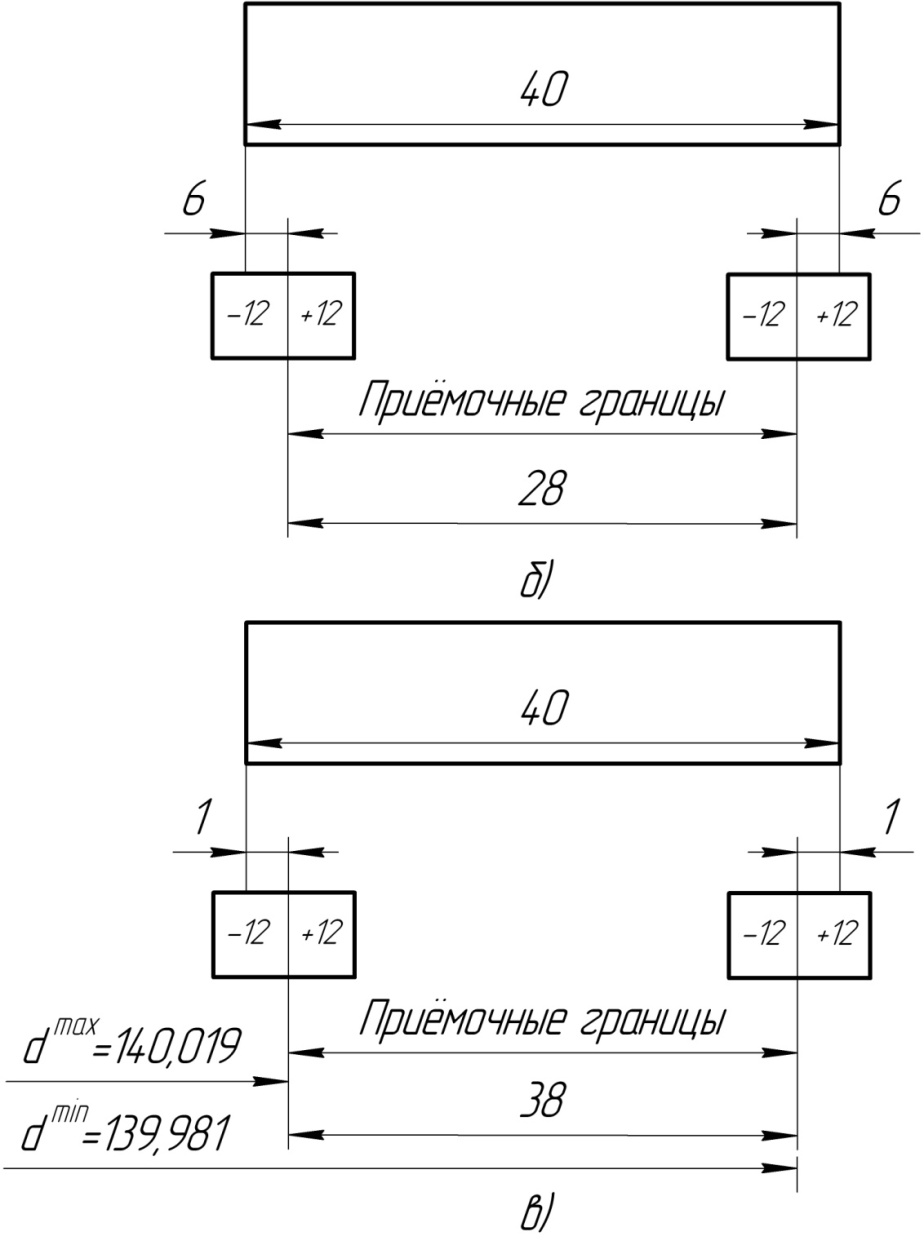
Рис.6.1.Варианты установления приёмочных границ
а – приёмочные границы совпадают с предельными размерами;
б – смещены на половину допускаемой погрешности измерения;
в – смещены на вероятную величину с