

Контроль размеров гладкими калибрами Карта исходных данных для проектирования калибров
-
Контролируемая поверхность
Контролируемый размер
Калибр
Отверстие
Ø34H7(+0.025)
Пробка
Вал
Ø34f7

Скоба
Определить допуски и отклонения гладких калибров
По номинальному размеру вала (отверстия) и по квалитету точности выбранной посадки найти отклонения и допуски для калибры-скобы (пробки), а также на контркалибры К-И, К-ПР, К-НЕ. Допуски и отклонения гладких калибров определены по ГОСТ 24853-81 [1, табл 8.1]
Найденные значения указаны в табл.
Допуски и отклонения гладких калибров, мкм
-
Наименование параметров
Пробка
Скоба
Обозначение
Величина
Обозначение
Величина
Размер сдвига поля допуска проходных калибров внутрь поля допуска детали
z
3,5
Z1
3,5
Размер выхода допуска на износ за границу поля допуска детали
Y
3,0
Y1
3,0
Допуск на изготовление калибра
H
4,0
H1
4,0
Допуск на изготовление контркалибра
Hp
-
Hp
1,5
Проектирование калибра-пробки
Для калибра-пробки выбираем схему расположения полей допусков для размеров до 180 мм, квалитетов с 6-го по 8-й [1. Рис.8.1,а]
Схема представлена на рис.2.1
Расчёт исполнительных размеров калибра-пробки
Исполнительные и предельные размеры пробки, согласно схеме распо-ложения полей допусков(рис.2,1), подсчитываются по формулам[1,табл. 8.2]
ПРmax= Dmin + z + H/2=34+0,0035+0,004/2=34,0055мм
ПРmin= Dmin + z – H/2=34+0,0035-0,004/2=34,0015 мм
ПРисп= (ПРmax)-H=34,005-0,004 мм
НЕmax= Dmax+ H/2=34,025+0,004/2=34,027мм
НЕmin= Dmax- H/2=34,025-0,004/2=34,023 мм
HEисп= (HEmax)-H=34,027-0,004 мм
Размер предельного износа пробки определяется по следующей формуле:
ПРизн= Dmin-Y=34-0,003=33,997 мм
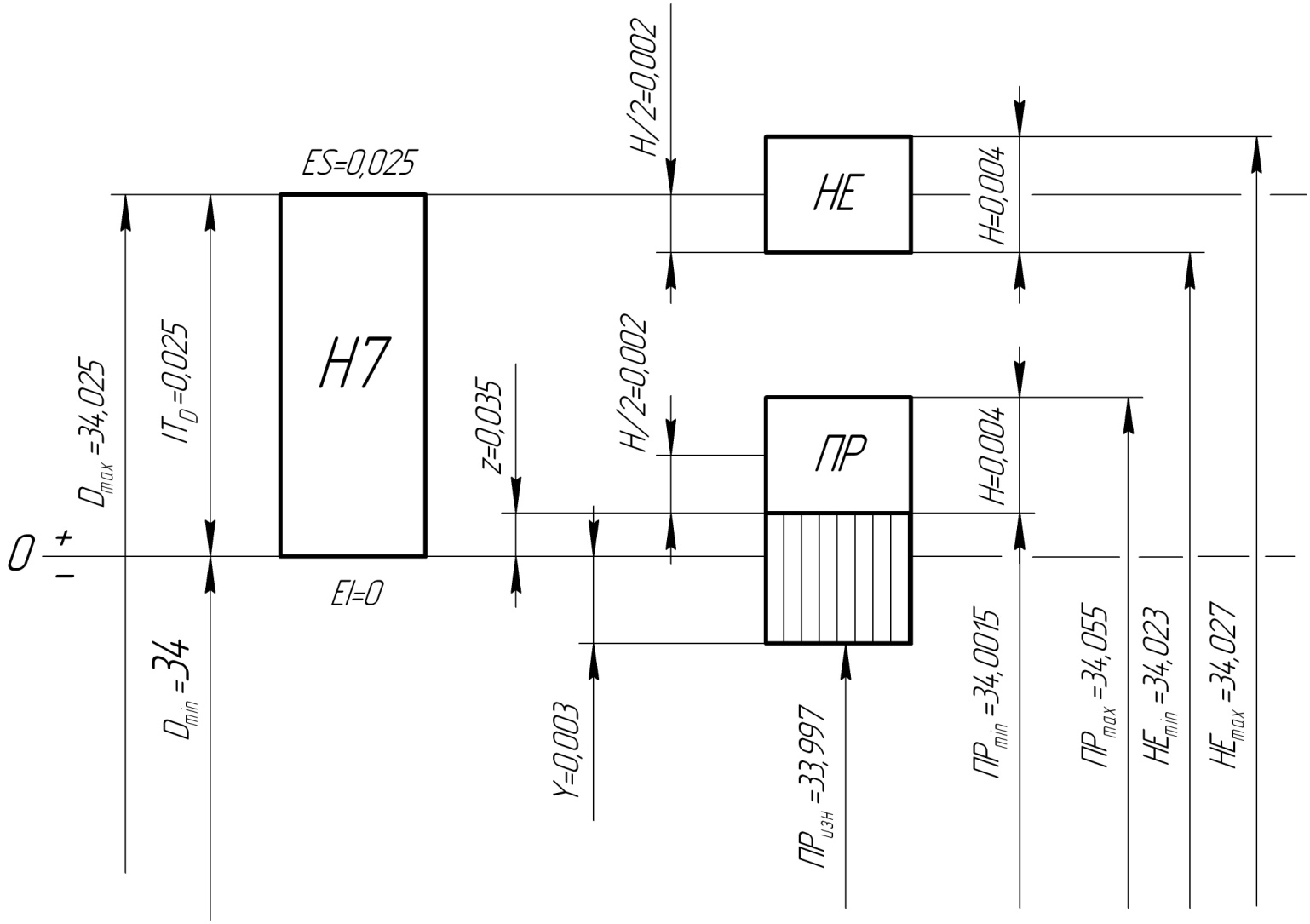
Рис.2.1. Схема расположения полей допусков отверстия и калибра-пробки
Технические требования к калибрам
Допуск цилиндричности (для круглых пробок):
По [табл.8.1] 7 квалитету соответствует допуск формы пробки IT2, что соответствует значению допуска равному 2,5 по ГОСТ 25346-89
Шероховатость рабочих поверхностей Ra по ГОСТ 2015-84[табл. 8.1]:
Пробки и скобы- Ra=0,05 мкм, контркалибров- Ra=0,025 мкм.
Шероховатость торцев- Ra=1,6 мкм, фасок- Ra=0,8 мкм.
Размер контролируемого отверстия свыше 3 до 50мм, поэтому выбираем калибр-пробки:
двухсторонняя по ГОСТ 14810-69
Конструктивные размеры калибра-пробки
Пробка проходная по ГОСТ 14810-69 |
||||||||||
Обозначение пробки |
Dном отв. |
L |
d2 |
d1 |
l |
l1 |
l2 |
r |
c |
Масса, кг |
8133-0948 |
34 |
140 |
24 |
18 |
20 |
12 |
9 |
3,0 |
0,4 |
0,49 |
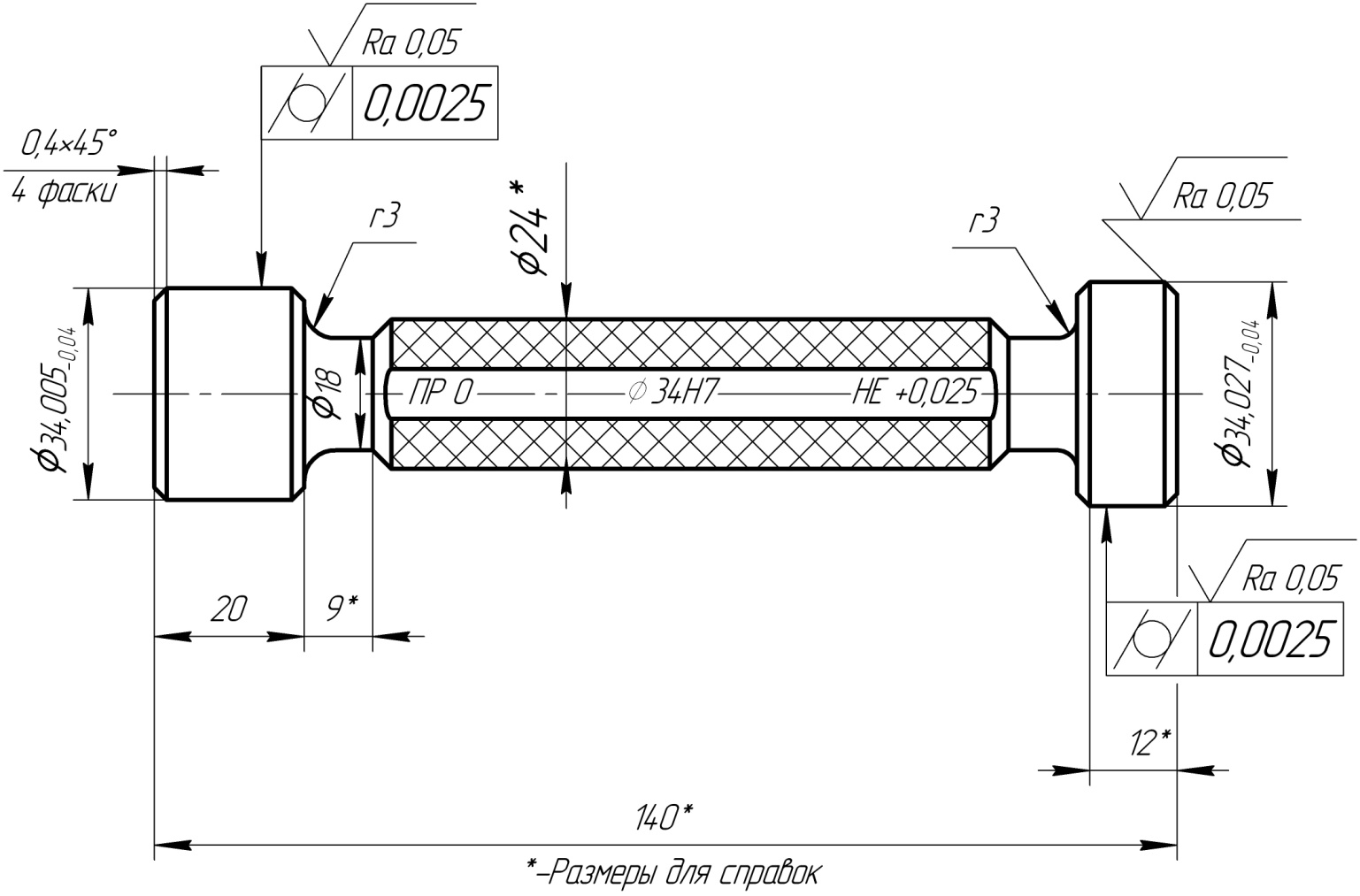
Рис.2.2. Эскиз пробка двухсторонняя -8133-0948 H7, ГОСТ 14810-69
Проектирование калибра-скобы
Для калибра-скобы выбираем схему расположения полей допусков для размеров до 180 мм, квалитетов с 6-го по 8-й [рис.8.2, а]
Схема представлена на рис.2.3.
Расчёт исполнительных размеров калибра-скобы
Исполнительные и действительные размеры скобы, согласно схеме распо-ложения полей допусков (рис.2.3.), подсчитываются по формулам
[1, табл. 8.2]:
ПРmax=dmax-z1+H1/2=33,975-0,0035+0,004/2=33,9735 мм
ПРmin=dmax-z1-H1/2=33,975-0,0035-0,004/2=33,9695 мм
ПРисп=( ПРmin)+H1=33,9695+0,004 мм
HEmax=dmin+H1/2=33,950+0,004/2=33,952 мм
HEmin=dmin-H1/2=33,950-0,004/2=33,948 мм
HEисп=( HEmin)+H1=33,948+0,004 мм
Размер предельного износа скобы определяется по следующей формуле
[1, табл 8.2]:
ПРизн= dmax+Y1=33,975+0,003=33,978 мм
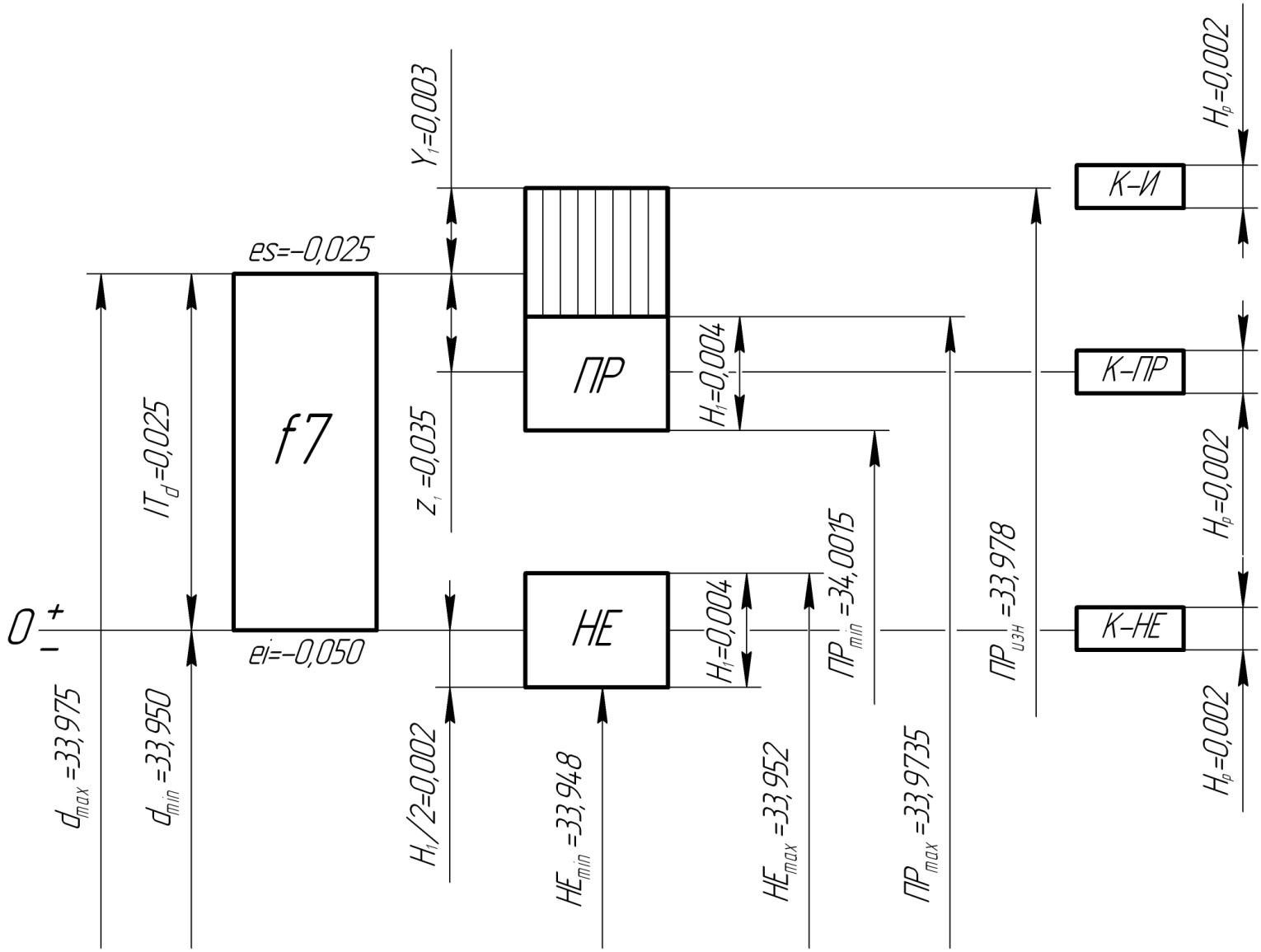
Рис.2.3. Схема расположения полей допусков вала, калибра-скобы и контркалибров
Размер контролируемого вала до 100 мм, поэтому выбираем калибр-скобу одностороннюю, двухпредельную по ГОСТ18360-93, которая компактна, удобна в обращении. Конструктивные размеры калибра-скобы определяем по пособию [1,табл.8.4] и приведены в таблице. Эскиз калибра-скобы дан на рис. 2.4.