

3.2 Допуски і посадки шпоночних з’єднань
Шпоночні з’єднання мусять не допускати провертання вала і маточини, особливо в реверсивних передачах, тому бокові зазори не бажані.
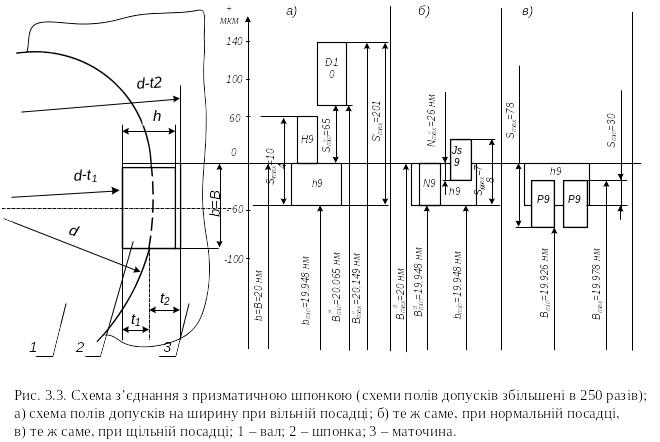
За шириною b призматичні шпонки виконують з полем допуску h9; за висотою шпонки h до 6 мм – з таким же полем допуску, а більшої висоти – з полем допуску h11, за довжиною l шпонки – з полем допуску h14. Пази за довжиною роблять з полем допуску Н15. Виконують три види шпоночних з’єднань з такими посадками за шириною:
1)
Вільне з’єднання – при несприятливих
умовах збирання та при рівномірних
нереверсивних навантаженнях, а також
ковзаючі з’єднання (наприклад, як на
рисунку 3.1, б, в) при легких режимах
роботи. Посадка в пазу вала Н9/h9 (рисунок
3.3, а) може дати зазор від
![]() до
до
![]() ІТ9 в маточині D10H8.
ІТ9 в маточині D10H8.
2) Нормальне з’єднання – при сприятливих умовах збирання без частих розбирань і без ударних реверсивних навантажень при роботі. Посадку в пазу виконують перехідною N9/h9 з однаково вірогідним натягом і зазором Nmax=Smax=ІТ9; посадка в матчині J9/h9 може мати зазор Smax=1,5 ІТ9 і натяг Nmax=0,5 ІТ9.
3) Щільне з’єднання збирають напресуванням і використовують при реверсивних навантаженнях та не частих розбираннях. Посадки в пазах вала і маточині однакові Р9/h9, вони можуть мати зазор Smax= 0,5 ІТ9 і натяг Nmax=1,5 IT9
Сегментні шпонки виготовляють з полями допуску на ширину h9, на висоту h11 і на діаметр h12; за шириною шпонок використовують два види посадок з трьох у призматичних шпонок: нормальну і щільну. За шириною b призматичні шпонки виконують з полем допуску h9, за висотою h до 6 мм – з таким же полем допуску, за більшої висоти – з полем допуску h11, за довжиною l шпонки, з полем допуску h14. Пази за довжиною роблять з полем допуску Н15.
На ширину, висоту і довжину клинових шпонок і на довжину пазів для шпонок з округленими торцями встановлені такі ж граничні відхилення, як і для призматичних шпонок. На ширину пазів вала і втулки використовують одне поле допуску D10, яке забезпечує зазор між боковими поверхнями пазів і шпонок, необхідний для поліпшення забивання шпонки і утворення самогальмуючого натягу за висотою з похилом 1:100
Тангенціальні шпонки виготовляють з полями допуску h11; номінальна глибина паза втулки дорівнює номінальній товщині шпонки, а паза вала на 0,3 ...0,4мм більша, щоб утворити зазор S за товщиною шпонки.