

2.8. Хвильовість поверхні
Проміжне положення між відхиленням форми і шершавістю займає хвильовість, яка теж впливає на надійність роботи виробів і тому мусить нормуватися.
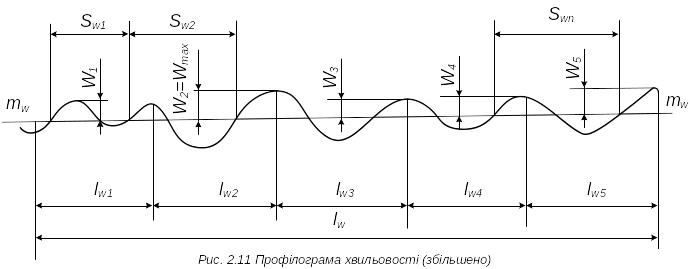
Хвильовість поверхні – це періодично повторювана нерівність, у якої крок більше базової довжини. Для характеристики її і нормування встановлено три параметри:
Найбільша висота хвильовості Wmax – відстань між найвищою і найнижчою точками заміряного профілю на одній повній хвилі в межах ділянки вимірювання lw (рисунок 2.11).
Висота хвильовості Wz середнє арифметичне з п’яти висот хвильовості W1, W2 … W5, визначених на п’яти однакових ділянках вимірювання хвильовості lw1, lw2 … lw5:
![]() .
.
Середній
крок хвильвості Sw
– середня арифметична довжина хвиль
Swi
заміряних на середній лінії mw:
![]() .
.
До хвильвості умовно відносяться нерівності, у яких відношення кроку хвильовості Sw до висоти Wz більше 40 і менше 1000; (це відношення менше 40 у шершавості, а більше 1000 при відхиленні форми).
Таблиця 3.2 Розміри з’єднань з сегментними шпонками, мм
Діаметр вала |
Розміри шпонки |
Розміри шпоночного паза |
||||||||||
Виконання шпонки |
bxhxD (див. рис. 3.1) |
Фаска s |
Ширина b |
Глибина |
Радіус r; (фаска s1x450) |
|||||||
I |
II |
|
|
|
|
|
||||||
Понад |
До |
Понад |
До |
|
mах |
mіn |
|
t1 на валу |
t2 у втулці |
mах |
mіn |
|
3 |
4 |
3 |
4 |
11,44 |
|
|
1 |
1 |
0,6 |
|
|
|
4 |
5 |
4 |
6 |
1,52,67 |
|
|
1,5 |
2 |
0,8 |
|
|
|
5 |
6 |
6 |
8 |
22,67 |
|
|
2 |
1,8 |
1 |
|
|
|
6 |
7 |
8 |
10 |
23,710 |
|
|
2 |
2,9 |
1 |
|
|
|
7 |
8 |
10 |
12 |
2,53,710 |
0,25 |
0,16 |
2,5 |
2,7 |
1,2 |
0,16 |
0,08 |
|
я |
10 |
12 |
15 |
3513 |
|
|
|
3,8 |
1,4 |
|
|
|
10 |
12 |
15 |
18 |
36,516 |
|
|
3 |
5,3 |
1,4 |
|
|
|
12 |
14 |
18 |
20 |
46,516 |
|
|
4 |
5 |
1,8 |
|
|
|
14 |
16 |
20 |
22 |
47,519 |
|
|
4 |
6 |
1,8 |
|
|
|
16 |
18 |
22 |
25 |
56,516 |
|
|
5 |
4,5 |
2,3 |
|
|
|
18 |
20 |
25 |
28 |
57,519 |
0,4 |
0,25 |
5 |
5,5 |
2,3 |
0,25 |
0,16 |
|
20' |
22 |
28 |
32 |
5922 |
|
|
5 |
7 |
2,3 |
|
|
|
22 |
25 |
32 |
36 |
6922 |
|
|
6 |
6,5 |
2,8 |
|
|
|
25 |
28 |
36 |
40 |
61025 |
|
|
6 |
7,5 |
2,8 |
|
|
|
28 |
32 |
40 |
|
81128 |
0,6 |
0,4 |
8 |
8 |
3,3 |
0,4 |
0,25 |
|
32 |
38 |
40 |
|
101332 |
|
|
10 |
10 |
3,3 |
|
|
|
Примітка. Призначення шпонки І виконання – для передачі моментів, II виконання - для фіксації елементів.
послаблює його (виконання ? таблю 3.2), їх також застосовують для фіксування деталей (виконання IІ). Поля допусків для них h9 – на ширину, h11– на висоту: h12 – на діаметр; за шириною пазів бувають нормальні і щільні посадки з полями допусків, як у призматичних шпонок з нормальною, і щільною посадкою.
Клинові шпонки (рисунок 3.1, е) виготовляють у вигляді клина з похилом 1:100, який утворює самогальмування; клинову шпонку без головки або з головкою забивають в пази вала і маточини, утворюючи напружене з’єднання з натягом.
Тангенціальні шпонки (рисунок 3.1, ж) ставлять дві, кожна з двох односхилих клинів; вони мають натяг між валом і маточиною не в радіальному напрямку, як у клинових шпонок, а в тангенціальному (дотичному). Величина сили тертя між валом і маточиною залежить від ущільнення обох шпонок.
Ширину і висоту призматичних шпонок приймають за відповідним стандартом в залежності від діаметра вала (таблиця 3.1.). Довжину шпонки беруть з ряду довжин в залежності від довжини маточини, а якщо з’єднання рухоме, то з урахуванням переміщення. Потім перевіряють розрахунком на зрізання і зминання.
Призматичні і сегментні шпонки:
![]() (3.1)
(3.1)
![]() (3.2)
(3.2)
Радіальні шпонки перевіряють розрахунком на зрізання в площині стику шпонки 2bl і на зминання:
![]() (3.3)
(3.3)
![]() (3.4)
(3.4)
Клинові шпонки з попереднім затягуванням на зминання:
![]() (3.5)
(3.5)
де М – обертаючий момент, що передається, Нм;
d – діаметр вала в місці установки шпонки, м;
D – діаметр зовнішніх кінців радіальних шпонок (рисунок 3.1);
lp – робоча довжина шпонки, м (для шпонок з плоскими торцями lp= l, при округлених торцях lp= l –b);
l –довжина шпонки;
b – ширина шпонки;
t1 – глибина паза вала, м;
h – висота шпонки, м;
Sзм,[τзр]
![]() (0,2...0,3)σ
Т –
припустиме напруження зрізання, Па;
(0,2...0,3)σ
Т –
припустиме напруження зрізання, Па;
[σ зм] (0,3...0,5)σ Т – припустиме напруження зминання, Па;
σ Т – межа текучості матеріалу шпонки,Па;
f – коефіцієнт тертя між шпонкою і деталлю, приймають f 0,08...0,12 .
Контроль розмірів частин шпоночних з’єднань при штучному виготовленні виконують за допомогою універсальних приладів, наприклад, мікрометричної скоби 1 (рисунок 3.2, а); при масовому виготовленні – за допомогою спеціальних пристосувань. Для перевірки дна паза використовують шаблон 2 і щуп (рисунок 3.2, б), а після постановки шпонки в паз перевіряють висоту виступаючої частини за допомогою призматичного містка 3 і мікрометричної головки (рисунок 3.2, в).
Положення бокових стінок паза вала відносно його осі перевіряють за допомогою клинових плиток 4 і коробчастої лінійки 6, яка на циліндричну поверхню вала лягає паралельно його осі. Між лінійкою і плитками шпоночного паза (рисунок 3.2, г) в місцях 5 заміряють зазори; якщо вони однакові, то перекіс шпоночного паза відсутній.

Пристосуваннями 7 з індикаторами годинникового типу (рисунок 3.2, д) перевіряють відсутність перекосу стінок паза за постійним розміром l. Взаємне розташування двох шпонок на валу перевіряють пристосуванням 8 (рисунок 3.2, е), показання індикатора мусять бути постійними на довжині шпонок з двох сторін вала.