

2.6 Шершавість поверхонь
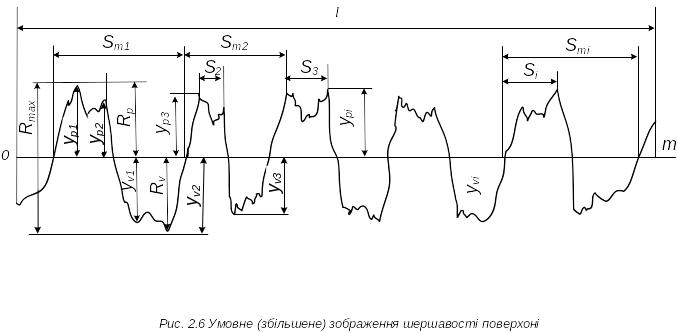
Деталі мають нерівні поверхні, наприклад, після обробки точінням, струганням, шліфуванням, тощо, лишаються сліди від ріжучих кромок інструментів, які можна бачити при повному збільшенні (рисунок 2.6).
Шершавість поверхні – це сукупність нерівностей з відносно малим кроком, що утворюють рельєф поверхні. Грубо оброблені поверхні з більшою шершавістю мають більше тертя, слабкіші з’єднання з натягом. Нерівності сприяють концентрації напружень і стомлюваності, корозії металу. Щоб забезпечити необхідну якість виробу, обмежують припустиму шершавість, враховуючи функціональне призначення поверхні деталі. Шершавість вільних поверхонь може не контролюватися.
Шершавість визначають на базовій довжині l будь-якої ділянки однаково обробленої поверхні, що має ширину не меншу від базової довжини. При більшій шершавості користуються більшою базовою довжиною, яку вибирають з ряду значень: 0,08; 0,25; 0,8; 2,5; 8,0 і 25 мм.
Середню лінію профілю m проводять на базовій довжині l так, щоб сума площин над нею під виступами дорівнювала сумі площин під нею над западинами. Вона має форму деталі номінальної поверхні і є базою для визначення числових значень або параметрів шершавості, які можна об’єднати в три групи: висотні, пов’язані з висотою нерівностей; крокові в напрямку довжини профілю і опорні, визначені формою нерівностей.
Висотних параметрів нараховується три:
1) Найбільша висота нерівності профілю Rmax дорівнює сумі висоти найбільшого виступу профілю Rр і глибини найбільшої западини Rv в межах базової довжини l:
Rmax = Rр + Rv
2) Висота нерівностей профілю за десятьма точками Rz, дорівнює сумі середнього значення висот п’яти найбільших виступів |урі| і середнього абсолютного значення заглибин п’яти найбільших западин |уvі| в межах базової довжини l:
![]() .
.
3) Середнє арифметичне відхилення профілю Rа дорівнює середньому арифметичному абсолютних значень відхилень профілю від середньої лінії |v| в межах базової довжини l:
![]()
Або приблизно від кінцевої кількості n абсолютних значень відхилень профілю |уі| на базовій довжині l.
Переважне застосування має Ra.
Таблиця 2.5. Співвідношення базової довжини і висотних параметрів
Базова довжина l, мм |
Висотні параметри шершавості, мкм |
|
Rmax, Rz |
Ra |
|
0,08 |
Від 0,025 до 0,1 |
Від 0,006 до 0,02 |
0,25 |
Більше 0,1 до 1,6 |
Більше 0,02 до 0,32 |
0,80 |
«1,6» до 10,0 |
«0,32» до 2,5 |
2,5 |
«10,0» до 40,0 |
«2,5» до 10,0 |
8,0 |
«40,0» до 320,0 |
«10,0» до 80,0 |
25,0 |
«320,0» до 1600,0 |
«80,0» до 100,0 |
Примітка: Переважно використовують такі значення параметрів: 0,008; 0,010; 0,012; 0,025; 0,050; 0,100; 0,20; 0,40; 0,80; 1,6; 3,2; 6,3; 12,5; 25; 50; 100 мкм.
Крокових параметрів нараховується два:
1) Середній крок нерівностей профілю Sm в межах базової довжини l:
![]() ,
,
де Sm – і-й крок нерівностей, дорівнює довжині відрізка середньої лінії m, який перетинає профіль в трьох сусідніх точках;
п – число кроків нерівностей на базовій довжині l.
2) Середній крок місцевих виступів S
![]() ,
,
де Sі – і-й крок сусідніх виступів (див. рисунок 2.6.);
п – число кроків місцевих виступів на базовій довжині l.
Опорний параметр і-форма нерівностей характеризують наступним чином. Пперетинають нерівності лінією на однаковому рівні січення р від лінії виступів – ця відстань може складати р=S; 10;20; 30; 40; 50; 60; 70; 80; 90 % від Rmax. Ця лінія перетинає виступи на довжині відрізків b1, b2 … bi (рисунок 2.7.); їх сума становить опорну довжину профілю на рівні р.
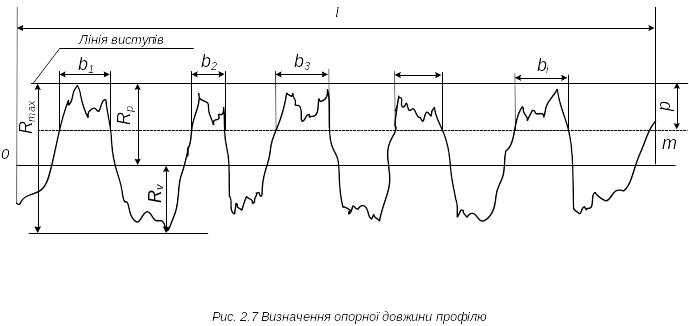
1) Опорна довжина профілю на рівні р дорівнює:
![]() ,
,
2) Відносна опорна довжина профілю на базовій довжині l дорівнює:
tp=ηp/l
Застосовують такі значення tp,%: 10; 15; 20; 25; 30; 40; 50; 60; 70; 80; 90.
Наприклад, при перетині нерівностей лінією на відстані р=60% від Rmax записують; t60=70±10. Вона характеризує можливість зім’яти виступи поверхні при посадці з натягом або стерти вершини виступів при роботі рухомих з’єднань.
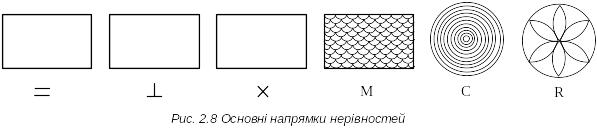
Напрямок нерівностей – умовний малюнок, утворений на поверхні ріжучими інструментами; основні типи (рисунок 2.8.) позначають так:
паралельне = ; перпендикулярне ; перехресне ; довільне М; колоподібне С; радіальне R.
Оцінка шершавості в залежності від експлуатаційних умов роботи деталі і потрібної якості, робиться частиною параметрів, зазначених в таблиці 2.6.
Таблиця 2.6. Вибір параметрів шершавості
Умови роботи поверхонь деталей |
Параметри шершавості |
Технічні умови |
Нерухомі з’єднання деталей (з натягом, пресові) |
Ra, (Rz) |
Гарантовано витримувати певні зусилля залишаючись нерухомими |
Герметичні з’єднання деталей |
Ra, (Rz), tp |
Рівномірне зминання вершин виступів |
Поверхні зазнають контактні напруження |
Ra, (Rz), tp |
Висока контактна жорсткість і міцність |
Працюють в умовах тертя ковзання і кочення, піддаються зносу |
Ra, (Rz), tp напрямок нерівностей |
Зносостійкість при відповідному терті |
Поверхні зазнають змінних навантажень |
Rmax, (Sm), S напрямок нерівностей |
Вібростійкість і міцність при циклічних навантаженнях |
Таблиця 2.7. Найбільше значення середнього арифметичного відхилення профілю Ra (мкм)
Допуск розміру за квалітетами |
Допуск форми від допуску розміру, % |
Номінальні розміри, мм |
|||
До 18 |
Більше 18 до 50 |
Більше 50 до 120 |
Більше 120 до 500 |
||
|
100 |
0,4 |
0,8 |
1,6 |
1,6 |
ІТ5 |
60 |
0,2 |
0,4 |
0,8 |
0,8 |
|
40 |
0,1 |
0,2 |
0,4 |
0,4 |
ІТ6 |
100 |
0,8 |
1,6 |
1,6 |
3,2 |
|
60 |
0,4 |
0,8 |
0,8 |
1,6 |
|
40 |
0,2 |
0,4 |
0,4 |
0,8 |
ІТ 7 |
100 |
1,6 |
3,2 |
3,2 |
|
|
60 |
0,8 |
1,6 |
1,6 |
3,2 |
|
40 |
0,4 |
0,8 |
0,8 |
1,6 |
ІТ 8 |
100 |
1,6 |
3,2 |
3,2 |
6,3 |
|
60 |
0,8 |
1,6 |
3,2 |
3,2 |
|
40 |
0,4 |
0,8 |
1.6 |
1.6 |
ІТ 9 |
100 і 60 |
3,2 |
3,2 |
6,3 |
6,3 |
|
40 |
1,6 |
3,2 |
3,2 |
6,3 |
|
25 |
0,8 |
1 1.6 |
1,6 |
3,2 |
ІТ 10 |
100 і 60 |
3,2 |
6,3 |
6,3 |
6,3 |
|
40 25 |
1,6 0,8 |
3,2 1,6 |
3,2 1,6 |
6,3 3,2 |
ІТ 11 |
100 і 60 40 25 |
6,3 3,2 1,6 |
6,3 3,2 1,6 |
12,5 6,3 3,2 |
12,5 6,3 3,2 |
ІТ 12 ІТ ІЗ |
100 і 60 40 |
12,5 6,3 |
12,5 6,3 |
25 12,5 |
25 12,5 |
ІТ 14 ІТ 15 |
100 і 60 40 |
12,5 12,5 |
25 12,5 |
50 25 |
50 25 |
Вибираючи висотні параметри, перевагу надають середньому арифметичному відхиленню Ra найбільше значення його в залежності від допуску розміру і форми наведені в таблиці 2.7.
Приклад 2.6. На кресленні вала проставлений розмір під з’єднання з натягом Ø30р6, параметр шершавості відсутній. Призначити вид остаточної обробки і параметр шершавості.
Рішення: Для нерухомих з’єднань параметри шершавості за таблицею 2.6. Ra або Rz; надаємо перевагу Ra . За таблицею 2.7 для 6-го квалітету і Ø 30 можна вибрати Ra, 1,6; 0,8 і 0,4 мкм. Для посадки з натягом треба обмежити відхилення форми і розташування, тому вибираємо допуск форми 60% від допуску розміру і визначаємо Ra =0,8 мкм. Враховуючи приклади таблиці 1,4, призначаємо остаточну обробку: чистове шліфування.