

3. Отпуск закаленной стали
Отпуск является заключительной операцией термической обработки, состоящей из нагрева ниже критической точки Ас1 и последующего охлаждения, при которой формируется окончательная структура стали.
И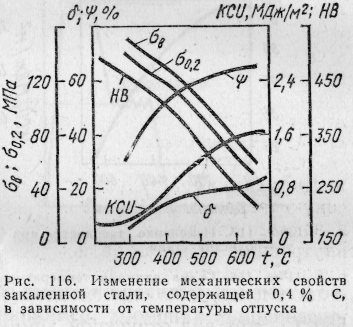 зменения
в структуре при нагреве закаленной
стали приводят к изменению ее свойств.
На рис. 116 приведены кривые изменения
механических свойств закаленной стали
40 в зависимости от температуры и
отпуска.
зменения
в структуре при нагреве закаленной
стали приводят к изменению ее свойств.
На рис. 116 приведены кривые изменения
механических свойств закаленной стали
40 в зависимости от температуры и
отпуска.
Различают низкий, средний и высокий отпуск.
Низкий отпуск проводят при 150-200 °С. Целью низкого отпуска является снижение внутренних напряжений и некоторое уменьшение хрупкости мартенсита при сохранении высокой твердости и износостойкости изделий. Структура стали после низкого отпуска представляет собой мартенсит отпуска. Основная область применения низкого отпуска - режущий и мерительный инструмент, а также машиностроительные детали, которые должны обладать высокой твердостью и износостойкостью.
Средний отпуск проводят при 350-450 °С. Цель среднего отпуска состоит в некотором снижении твердости при значительном увеличении предела упругости. Структура стали представляет троостит отпуска, обеспечивающий высокие пределы прочности, упругости и выносливости, а также улучшение сопротивляемости действию ударных нагрузок.
Высокий отпуск проводят при 550-650 °С. Цель высокого отпуска - достижение оптимального сочетания прочностных, пластических и вязких свойств. Структура стали представляет собой однородный сорбит отпуска с зернистым строением цементита. Область применения высокого отпуска - конструкционные стали, детали из которых подвергают действию высоких напряжений и ударным нагрузкам. Термическая обработка, состоящая из закалки с высоким отпуском, улучшающая общий комплекс механических свойств, является основным видом термической обработки конструкционных сталей. Она называется улучшением.
Температура отпуска обычно выбирается в зависимости от заданной твердости. В этом случае изделие закаливается на максимальную твердость, а затем отпуском твердость снижается до заданной.
Изменение твердости при отпуске закаленной углеродистой стали, содержащей 0,8 % С, приведено на рис. 117.
Отпускная хрупкость. Вязкость сталей, особенно легированных, зависит от режима отпуска: температуры и скорости охлаждения после отпуска (рис. 118). При отпускной хрупкости наблюдается снижение ударной вязкости при определенной температуре отпуска или скорости охлаждения.
Принято различать отпускную хрупкость I и II рода. Отпускная хрупкость I рода (необратимая) наблюдается при отпуске как легированных, так и углеродистых сталей при температуре около 300 °С (в диапазоне 250-400 °С).
Причина отпускной хрупкости I рода - неравномерность распада мартенсита по границам и внутри зерна при отпуске. Вблизи границ карбиды выделяются интенсивнее, там создается концентрация напряжений, что делает границы зерен более хрупкими. При повышении температуры отпуска или увеличении продолжительности нагрева структура по сечению зерна выравнивается и отпускная хрупкость I рода устраняется. Повторный отпуск при температуре 250-400 °С не приводит к отпускной хрупкости.
О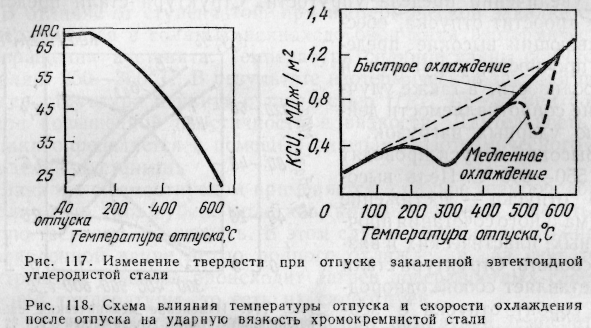 тпускная
хрупкость II
рода (обратимая) наблюдается
при медленном охлаждении после отпуска
при температурах 450-550 °С. Этот вид
отпускной хрупкости обратим, так как
при повторном нагреве, но быстром
охлаждении при этой же температуре он
исчезает.
тпускная
хрупкость II
рода (обратимая) наблюдается
при медленном охлаждении после отпуска
при температурах 450-550 °С. Этот вид
отпускной хрупкости обратим, так как
при повторном нагреве, но быстром
охлаждении при этой же температуре он
исчезает.
При медленном охлаждении по границам зерен успевают выделиться мелкие карбиды, фосфиды и нитриды, которые приводят к их охрупчиванию. При быстром охлаждении эти частицы не выделяются.
Этот вид хрупкости более характерен для легированных сталей, причем чаще наблюдается в сталях с повышенным содержанием хрома и марганца. Введение в сталь даже небольших количеств молибдена (0,2-0,3 % Мо) или вольфрама (0,6-1,0 % W) резко снижает склонность к отпускной хрупкости II рода.
Мерами борьбы с отпускной хрупкостью II рода являются охлаждение после отпуска не на воздухе, а в масле, а для крупных деталей - даже в воде, а также дополнительное легирование стали молибденом или вольфрамом.